Изобретение относится к обработке, металлов давлением, а именно, к технологии изготовления сельскохозяйственных деталей типа лап культиваторов.
Известен способ изготовления оборотных лап культиваторов, при котором осуществляют резку полосы на. заготовки, обрезку углов,стяжку полосы на заготовки, обрезку углов, отяжку лезвий на молотах или прессах с последующей их заточкой 1 .
Недостатки этого способа - сложность изготовления лап культиваторов, а также их недостаточное качество.
Известен способ продольной периодической прокатки деталей типа лап культиваторов, путем последовательного формообразования участка постоянного сечения, участка с оттянутыми лезвиями 2,
Недостаток способа - недостаточная точность и не стабильные размеры контуров лезвия.
Целью изобретения является повышение точности и стабильности получения расположенных под углом к направлению поокатки контуров лезвия.
Для достижения цели при продольной периодической прокатке деталей типа лап культиваторов путем последовательного формообразования участка постоянного сечения, участка с оттянутыми лезвиями, в процессе формообразования участка с оттянутыми лезвиями к последнему дополнительно прикладывают тормозной момент, направленный
10 перпендикулярно контуру лезвия.
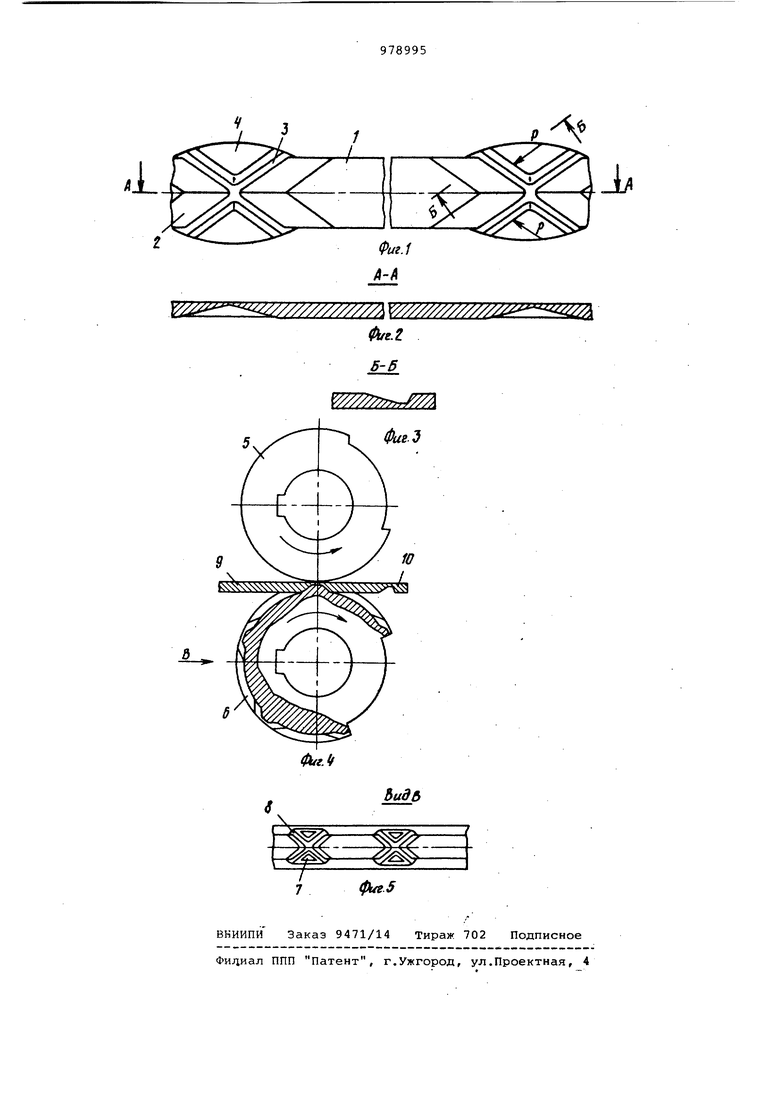
На фиг.1 представлен периодический прокат в на фиг. 2 - разрез по оси А-А фиг.i,- на фиг.З - разрез „ по Б-Б фиг.1; на фиг.4 - схема перио15дической прокатки поковок оборотных лап; на фиг.5 - вид сбоку на нижний валок по стрелке В фиг.4.
Периодический прокат для оборотной лапы состоит из профиля лапы с
20 участком постоянного сечения 1, участка с оттянутыми лезвиями 2 и заусенца 3, а также выступов 4.
Пример осуществления предлагаемого способа показан на фиг.4 и 5.
25
Прокатка производится на ковочных вальцах. Инструмент состоит из двух валков. Рабочая часть верхнего валка 5 гладкая. На нижнем валке б имеются гравюры для формообразования профилей
30 оборотных лап, расположеннЕле на бочке валк последовательно, лезвие к лезвию. В местах формообразования лезвий 2 сбоку от гравюр выполнены полости 7 для создания на участках с оттянутыми лезвиями тормозного момента /. в конкретном случае они представляют собой усеченные треугольные пирамиды, две стороны основания которых параллельны контурам лезвиеобразующих участков гравюр, а усилие приложения тормозного момента в данном случае будет направлено перпендикулярно контуру лезвия. Угол наклона боковых граней пирамид рассчитываетс из условий нормального выхода образуюищх дополнительных выступов из полостей 7 после окончания деформации. Полости двух рядом расположенных лезвиеобразующих и двух дополнительных гравюр соединены заусенечной канавкой 8. Глубина полостей несколько меньше высоты полосовой заготовки 9.
Заготовка 9 из полосового проката с профилем, близким к участку лапы постоянного сечения, и длиной, рассчитанной на прокатку многоштучных полуфабрикатов лап, нагревается до ковочной температуры и подается в зе до оси валков 5 и б ковочных вальцов При включении вальцов рабочие валки 5 и 6 захватывают полосу и катают периодический прокат 10.
В период образования на лапе участка с оттянутыми лезвиями 2 в очаге деформации осуществляется заполнение избыточным металлом заготовки полостей 7, расположенных сбоку от лезвиеобразующих участков,гравюр и создающих торможение этих участков Образование выступа создает своеобразный барьер течению металла в опережение при выходе оттягиваемых лезвий из очага деформации. При этом абсолютная величина опережения резко уменьшается.
Так как опережение зависит от множества факторов (температура,степень деформации, диаметр валков, состояние поверхности валков, смазка и т.д.), то решение задачи о резком уменьшении влияния данного фактора приводит к повышению точности получаемых изделий и стабильности технологического процесса.
Эксперименты показали, что при прокатке лезвий по предлагаемому способу на вальцах с диаметром бочки
320 мм (заготовка сечением мм, ) контур в плане оттянутых лезвий практически равнялся развертке контура гравюры валка.
При оттяжке лезвий обычной продольной периодической прокаткой с заусенцем получаемый профиль лезвия в плане имел вид параболы и его несовпадение с контуром развертки гравюры достигало нескольких миллиметров , что при последукедей операции исключало возможность качественной обрезки заусенцев в штампе.
Использование предлагаемого способа продольной периодической прокатки деталей типа лап культиваторов с оттянутыми лезвиями обеспечивает по сравнению с существующими способами их изготовления резкое повышение производительности труда, экономию металла, позволяет легко автоматизировать процесс массового производства деталей.
Экономический эффект от внедрения технологического процесса по предлагаемому способу на заводе ЧирчикСельмаш при производстве 3 млн. деталей оборотных лап четырех наименований по сравнению с существующим способом их изготовления составит 123 тыс.руб. в год.
Формула изобретения
Способ продольной периодической прокатки деталей типа лап культиваторов путем последовательного формообразования участка постоянного сечения участка с оттянутыми лезвиями, о т лич ающийся тем, что, с целью повышения точности и стабильности получения расположенных под углом к направлению прокатки контуров лезвия, в процессе формообразования участка с оттянутыми лезвиями к последнему дополнительно прикладывают тормозной момент, направленный пер пендикулярно контуру лезвия.
Источники информации, принятые во внимание при экспертизе
1.Яшаев С,Ш. О процессе образования лезвий пластическим деформированием, журнал КШП 7, i960.
2.Патент Японии № 56-8694, кл. В 21 Н 7/00, 25.02.81 (прототип).
(Pui.l A-A
y/////////9 W/////////A Фиг.г
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения лезвий для сельскохозяйственных машин | 1980 |
|
SU956119A1 |
| Способ изготовления лап культиваторов | 1991 |
|
SU1819725A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКОВ БОРОНЫ | 1991 |
|
RU2025181C1 |
| Способ изготовления рабочих ор-гАНОВ СЕльСКОХОзяйСТВЕННыХ ОРудий | 1979 |
|
SU837550A1 |
| Способ изготовления изделий типа лап культиваторов | 1986 |
|
SU1428514A1 |
| ЛЕМЕХ, СПОСОБ И ИНСТРУМЕНТ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2138142C1 |
| Устройство для подачи заготовок в непрерывно вращающиеся валки | 1978 |
|
SU774744A1 |
| Способ изготовления лап культиваторов | 1990 |
|
SU1734912A1 |
| Способ изготовления лап культиваторов | 1985 |
|
SU1296272A1 |
| Способ изготовления рыхлительных лап и стоек культиваторов | 1978 |
|
SU935188A1 |