(54) АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ГНУТОСВАРНЫХ ДИСКОВ ИЗ ПРУТКОВОГО МАТЕРИАЛА
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для изготовления гнутосварных дисков из пруткового материала | 1979 |
|
SU927465A1 |
| Цепевязальный автомат и способ вязки цепи цепевязальным автоматом | 2023 |
|
RU2827820C1 |
| Автоматическая линия для изготовления изделий типа ободов мотоциклетных колес | 1977 |
|
SU742014A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ СВАРНЫХ ИЗДЕЛИЙ | 1971 |
|
SU314612A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СПИРАЛЕОБРАЗНЫХ ИЗДЕЛИЙ ИЗ ПРОВОЛОЧНЫХ ЗАГОТОВОК | 1991 |
|
RU2013174C1 |
| Автомат для изготовления проволочных граблин | 1980 |
|
SU925493A1 |
| Станок для соединения витков двухплоскостных спиралей скобами | 1988 |
|
SU1549644A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ РЕШЕТЧАТЫХ КОНСТРУКЦИЙ | 2004 |
|
RU2271915C2 |
| Автоматическая линия для изготовления деталей типа скоб | 1982 |
|
SU1134351A1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕМОТКИ РУЛОННОГО МАТЕРИАЛА | 2004 |
|
RU2255035C1 |
1
Изобретение относится к области сварки, а именно к конструкции автомат тической пинии для изготовлетшя гнутосварных дисков из пруткового материала.
В основном изобретении по авт.св. № 927465 описана автоматическая линия для изготовления гнутосварных дисков из пруткового материала. Эта линия содержит установленные на основании по ходу технологического процесса и свя- ,Q занные транспортными средствами гибочный станок, устройство рааделешга спирали на мерные отрезки, разделители потока, сварочные автоматы с устройствами подачи мерных отрезков спирали, { установки индукционного нагрева и пресс. Кроме того, линия снабжена оснащенным захватами и подпружиненным ножами ротором, смонтированным на основании на оси, размещенной параллельно основа- 20 нию и расположенной между гибочным станком и устройством разделения спирали на мерные отрезки, а устройство . подачи мерных отрезков спирали снабжено
подвижными ножами и питателями с подпружиненными направляющими, при этом разделители потока выполнены в виде передающих устройств с захватами, снабженными пластинами-фиксаторами, а устройство разделения спирали на мерные отрезки выполнено в виде абразивноразрезного станка с подвижной панелью
Недостатком основного изобретения является то, что оно не обеспечивает : получение высокого коэффициента исполь зования пруткового материала, так как велики отходы концов стфали.
Целью дополнительного изобретения является повыщение коэффициента кспопь зования пруткового материала за счет уменьшения отходов концов спирали.
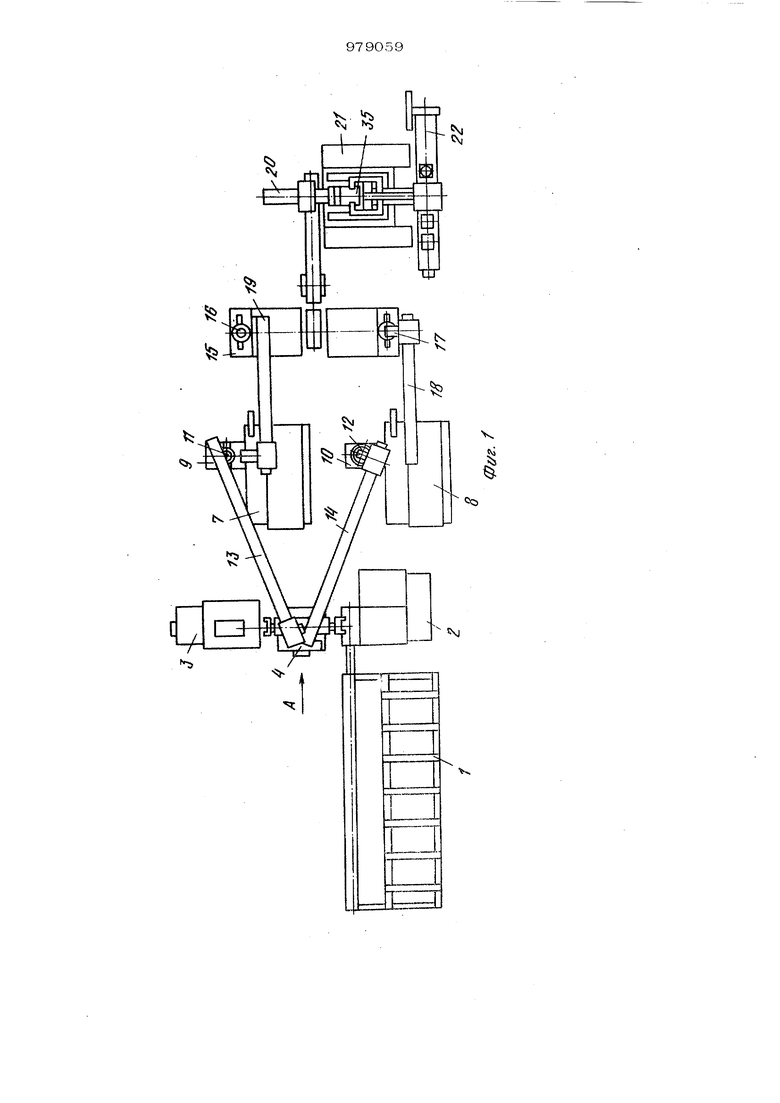
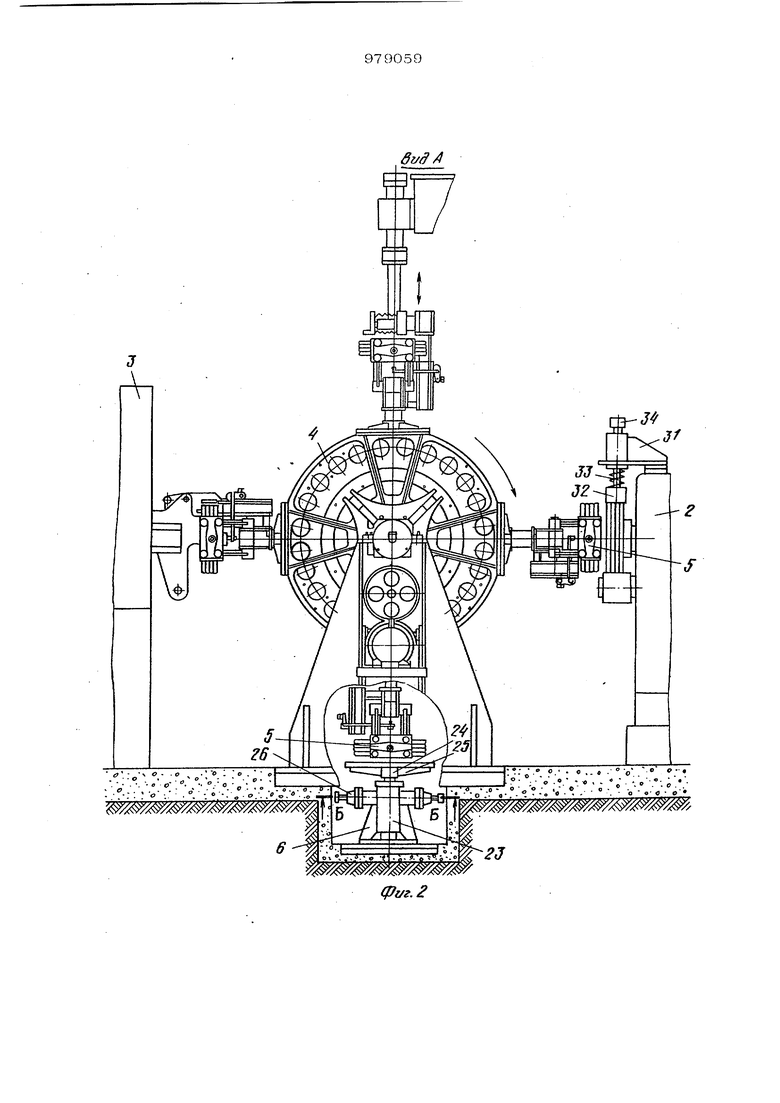
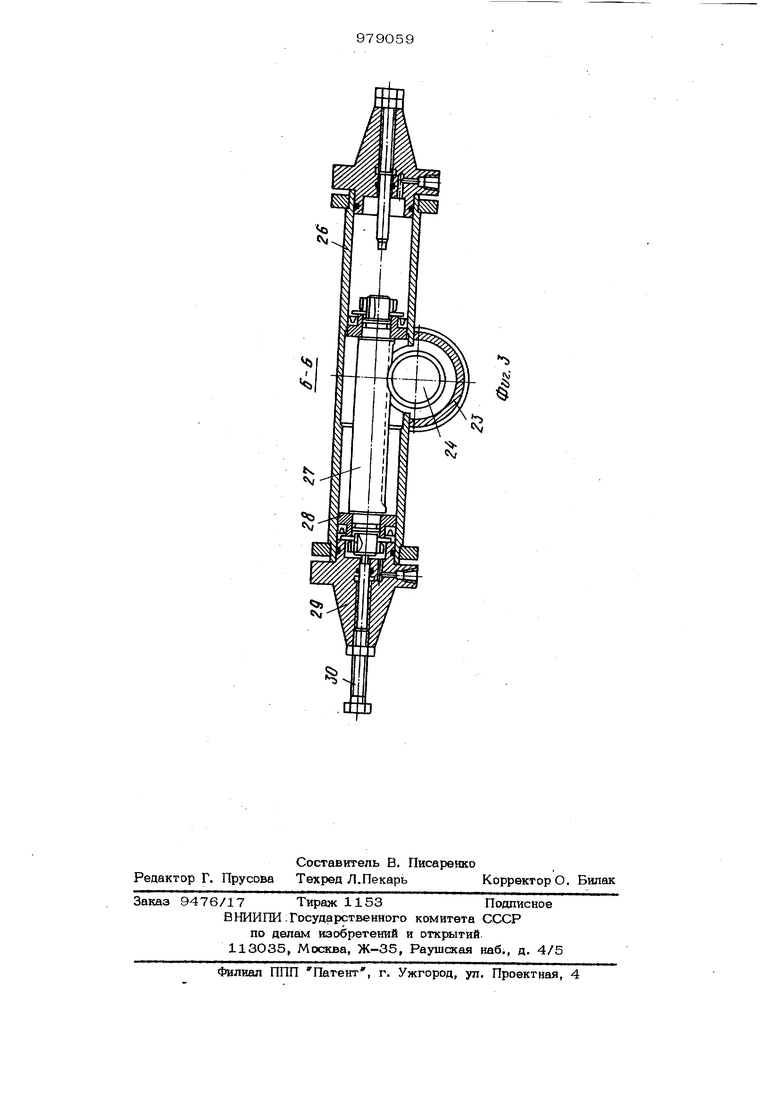
Это достигается тем, что автоматическая линия для изготовления гнутосвагь. ных дисков из пруткового материала по авт. св. № 927465 снабжена ориентирунуЕШМ устройством спирали из пруткового материала и подпружиненной тормозной колодкой, npt этом ориентирующее устройство вы поливно в виде подъем Htv-noBOpoT HOFO стола и установлено на основании под ротором с захватами между гибоч ным станком и устройством разделевия спирали, на мерные отрезки, а тормоз- ная колодка смонтирована на гибочном станке. Такое 1 онструктивное решение обеспечивает повышение коэффициента ис пользования пруткового материала путем уменьшения отходов концов спирали, На фиг. 1 изображена автоматическая линия в плане; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - разрез Ьэ-Б на фиг. 2. Автоматическая линия для изготовле;ния гнутосварных дисков из пруткового материала содержит установленные по ходу технологического процесса механизированный стеллаж 1, гибочный станок 2, абразивно-разрезной станок 3, раоположенные между гибочным и абразивно разрезным станками на общей оси ротор 4 с захватами 5 и ориентирующее устройство 6, установленное по центру захв тов 5. Кроме того, в состав линии входят сварочные автоматы 7 и 8 с устройства ми 9 и 10 подачи мерных отрезков спирали и питателями 11 и 12, разделител 13 и 14 потока, двухручьевая установка 15 индукционного нагрева с накопителями 16 и 17 сваренных колец, перегружатели 18 и 19, размещенные между сварочными автоматами 7 и 8 и установ кой 15 индукционного нагрева, устройство 2О нагрузки в пресс 21 и устройство 22 ш 1грузки из пресса 21. Ориентирующее устройство 6 предста ляет собой сварной корпус 23, в которо размещена выдвижная пинопь 24, жестко связанная с подъемно-поворотным столом 25. Кроме того, в корпусе 23 смон тирован реечный гидроиилиндр 26 повор та стола 25,шток-рейка 27, поршни 28, 1крышки 29 с расположеннь1ми в них рег лировочными винтами ЗО, предназначенн ми для регулировки угла поворота стола 25. На корпусе гибочного станка 2 во втулке кронштейна 31 смонтирована тормозная колодка 32, выполненная с возможностью взащуюдействия со спиралью. Тормозная колодка 32 находится под воздействием пружины 33 и имеет жестко закрепленный упор 34, Работает автоматическая линия еле- дующим образом. Пруток загружается на механический стеллаж 1, откуда поштучно поступает а гибочный станок 2, на котором просходит навивка спирали. При навивке усилие, создаваемое торозной колодкой 32 на спираль, незнаительно по сравнению с усилием навиви. После окончания навивки усштие, пеедаваемое тор юзной колодкой 32 на пираль, достаточно для удержания спирали от прокручивания, вызываемого трением спирали о вращающиеся ролики ибочного станка. Захваты 5 ротора 4 снимают готовую спираль со станка 2 и, поворачиваясь на 90, останавливаются над подъемнооворотным столом 25 ориентирующего устройства 6. Пиноль 24 ориентирующего устройства 6 поднимается и устанавливает стол 25 в верхнее положение, после чего захваты 5 раскрываются и освобождают спираль, которая остается на столе 25. Затем перемещается шток-рейка 27, поворачивая при этом стол 25 с находящейся на нем спиралью на угол, задан- ный положением регулировочных винтов 30, Далее захваты 5 ротора 4 зажимают спираль, стол 25 опускается и поворачивается в исходное положение. Захваты 5 ротора 4 вместе с зажатой спиралью поворачиваются на 90° и устанавливают спираль на абразивно-разрезной станок 3, где спираль разрезается на мерные отрезки. При этом концы спирали, идущие в отход, имеют минимальную длину, так как спираль устанавливается на пиноли 24 абразивно-разрезного станка 3 в ortтимальном положении, обусловленном no-v воротом спирали посредством ориентирующего устройства 6. После окончания разрезки захваты 5 ротора 4 перемещают пакет мерных отрезков на позицию выгрузки. Пакеты мерных отрезков спирали поступают поочередно по разделителям 13 или 14 потока в питатели. 11 или 12 сварочный автоматов 7 или 8, откуда по одному подаются в сварочные автоматы 7 и 8, где и свариваются в диски. Сваренные в диски мерные отрезки спирали по перегружателям 18 и 19 nt даклгся в накопители 16 и 17 установки 15 индукционного нагрева. Нагретые, диски поочередно подаются вз двух ручьев установки 15 индукционного нагрева в устройство 20 загрузки и далее устанавливаются на штампы 35, осуществляющие калибровку дисков по внутреннему диаметру и плющение, пооле чего полученные заготовки удаляются из пресса с помощью устройства выгруэ ки и транспортируются на дальнейшую термическую и механическую обработку. Изобретение обеспечивает экономию пруткового материала при изготовлении гнутосварных заготовок дисков трения., Формула изобретения Автоматическая линия для изготовле ния гнутосварных дисков из пруткового материала по авт. св. № 927465, о т пичаюшаяся тем, что, с целью повышения коэффициента исшжьзова1шя пруткового материала путем уменьшения отходов коююв спирали, линия снабжена ориентирующим устройством спирали из пруткового материала и подпружиненной тормозной колодкой, при атом ориентирующее устройство Ш)1Ш)лвено в виде подъем ш Ч1оворотного стопа и установлено на основании под ротором с захватами между гибочным станком и устройством разделения спирали иа отрезки, а тормозная колодка смонтирована на гибочном станке.
i-1
LJ
/f -j, Г 1 r
§ y,/i rJiX, т Ijfiiif; fr
(pf/z.2
