(5) ИНСТРУМЕНТ для ОБРАБОТКИ ИЗДЕЛИЙ ИЗ РЕЗИНЫ

| название | год | авторы | номер документа |
|---|---|---|---|
| ТОКАРНЫЙ РЕЗЕЦ "РОССИЯ" | 1992 |
|
RU2015861C1 |
| СПОСОБ ВИБРОТАНГЕНЦИАЛЬНОГО ТОЧЕНИЯ | 2007 |
|
RU2355514C1 |
| РОТАЦИОННЫЙ КОМБИНИРОВАННЫЙ РЕЗЕЦ | 2001 |
|
RU2207219C2 |
| Резец для обработки полимерных материалов | 1985 |
|
SU1351803A1 |
| РОТАЦИОННЫЙ РЕЗЕЦ | 2011 |
|
RU2463130C1 |
| Способ торцевого фрезерования | 1936 |
|
SU52250A1 |
| Способ чистовой обработки и резец для его осуществления | 1990 |
|
SU1756018A1 |
| Резец для обработки полимерных материалов | 1988 |
|
SU1680535A1 |
| Резец для ротационного точения | 2018 |
|
RU2685824C1 |
| СПОСОБ СОВМЕЩЕННОЙ ТОКАРНО-АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ | 2001 |
|
RU2210464C2 |
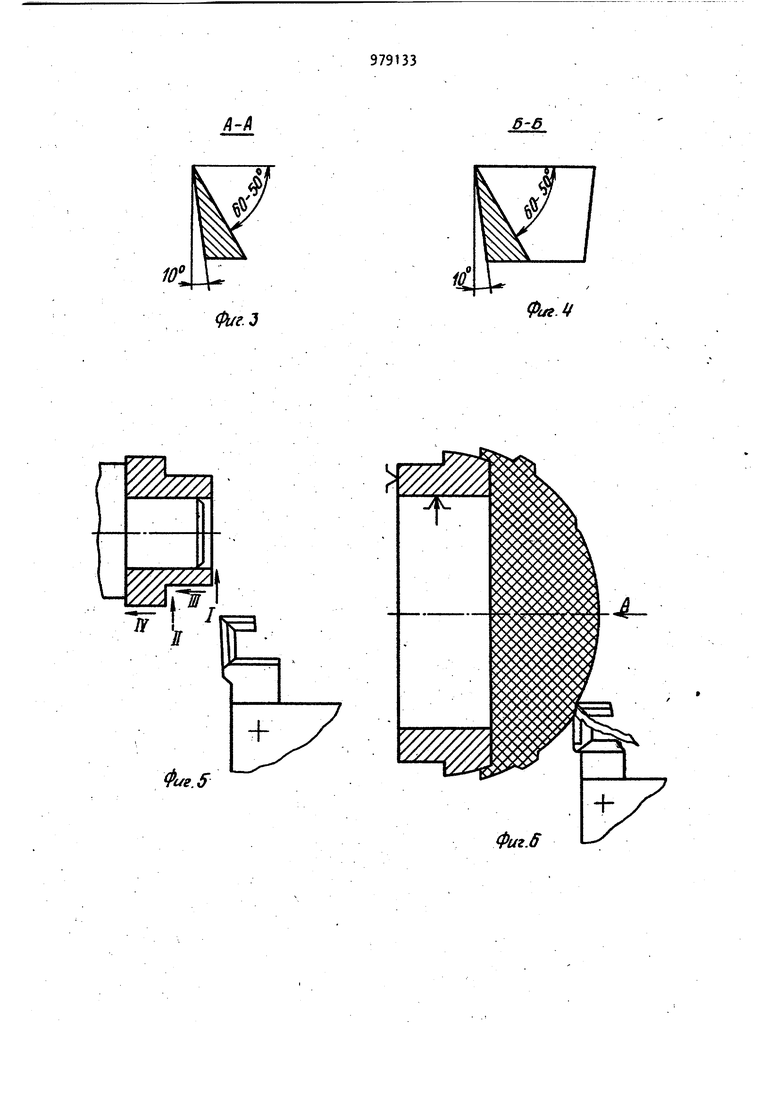
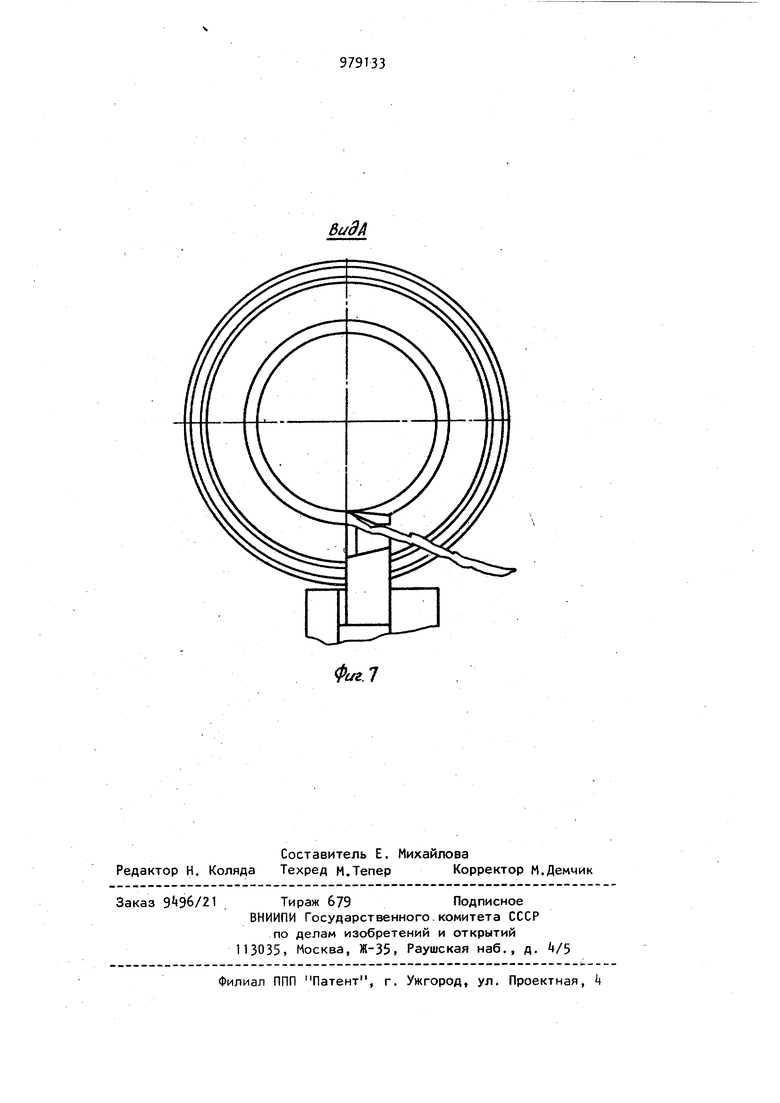
Изобретение относится к технолог обработки эластичных материалов, в частности к механической обработке предварительно сформованных заготов из резины. Резец предназначен для токарной обработки цилиндрических, конических и сферических поверхностей на стенках. Известен резец для резины в виде ножа, состоящий из клиновидного корпуса, державки и роликов, служащих для расклинивания отрезаемого каучука или. резины 3При работе таким резцом затрудне но удаление срезаемого материала, достижение высокого качества обраба тываемой поверхности. Наиболее близким из известных яв ляется инструмент для обработки изделий из резины, состоящий из державки и рабочей части с острой режу щей кромкой С2 3Обтачивать деталь таким инструментом в упор, обрабатывать сферические наружные и внутренние поверхности невозможно без постоянной перестановки резца. Кроме того, недостатком данного резца является сложность его изготовления и заточки, малая износостойкость. Целью изобретения является упрощение конструкции и улучшение условий резания. Это достигается тем, что в инструменте для обработки изделий из резины, состоящем из державки и рабочей части с острой режущей кромкой, согласно изобретению рабочая часть выполнена Г-образной фор|ф| с передним углом каждой режущей кромки 50-60. На фиг. 1 по,казан инструмент, вид сбоку; на фиг. 2 - то же, вид свеоху; на фиг. 3 и - сечения режущей кромки резца; на фиг. 5 - обработка цииндрической детали (I-IV - последовательность обработки); на фиг. 6 и 7 обработка сферической детали, Резец состоит из державки 1, рабочей части . и твердосплавной вставки 3. Рабоч ая часть 2 выполнена Г-образной формы, а каждая режущая кромка выполнена с передним углом 50-60 . Выполнение рабочей части Г-образной формы облегчает сход стружки. При обычном выполнении рабочей части стружка сходит на державку, накапливается на резце и способствует деформации и образованию разрывов обрабатываемого материала, а в данной конструкции стружка под действием центробежной силы беспрепятственно отводится из зоны резания, не деформируя обрабатываемый материал. Работа инструмента не требует большого количества перестановок при обработке различных поверхностей (фиг. 5-7). Кроме того, такое выполнение рабочей части облегчает заточку режущих кромок. Выполнение передних углов 50-60 обусловлено тем, что при переднем угле менее 5О ухудшается сход стружки по передней поверхности т.е. ухудшаются условия резания, а при выполнении углов более 60 уменьшается прочность режущей кромки, что ведет к поломке инструмента-резца.
иг./ Подобная геометрия инструмента уменьшает площадь контакта режущей части с обрабатываемым материалом и соответственно снижает нагрев материала и инструмента. Применение твердого сплава для режущей кромки позволяет -в несколько раз увеличить скорость резания. Наличие острой режущей кромки дает возможность точить детали с неравномерным припуском. Формула изобретения Инструмент для обработки изделий из резины, состоящий из державки и рабочей части с острой режущей кромК й, отличающийся тем, что, с целью упрощения конструкции и улучшения условий резания, рабочая часть выполнена Г-образной формы с передним углом каждой режущей кромки 50-60. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 209717, кл. В 29 Н 3/06, 19б5. 2.Авторское свидетельство СССР № , кл. В 29 Н 7/10, 1977 (прототип).
A-A
±:
Фиг.
Фаг.
+
Фиг.5
ФигЛ
