Станы для холодной поперечной прокатки металлических трубок из трубной заготовки, предназначенные, в частности, для изготовления капиллярных трубок из нержавеюплей стали, применяемых при производстве иньекцпонных игл к И1прицам,известны.
Известны также стапы, снабже1 пые неподвижно установленной оправко и наклонными обжимными валками, планетарно вращаемымп относительно прокатываемой заготовкп.
В предложенном стане прокатная головка, несуп1ая плапетарно вращаемые относительно заготовки наклонш е обжимпые валки, установлена между двумя системами приводимых во врап1,ение роликов; одиа из этих систем, расположенная со сторопы оправки, иредиазначена для проталкпЕзания заготовки в прокатную головку, а другая,- расположенная с противоположнон сторопы, предназначена для вытягивания заготовкп из этой головки с помощью роликов, скорость вращения которых несколько вьиле скорости врап1епия роликов первой системы. Это обеспечивает вoз.ioжнocть непрерывной прокатки трубок, умепьп1еиие отход ов и повьпиеппе ироизводите,1ьности стана.
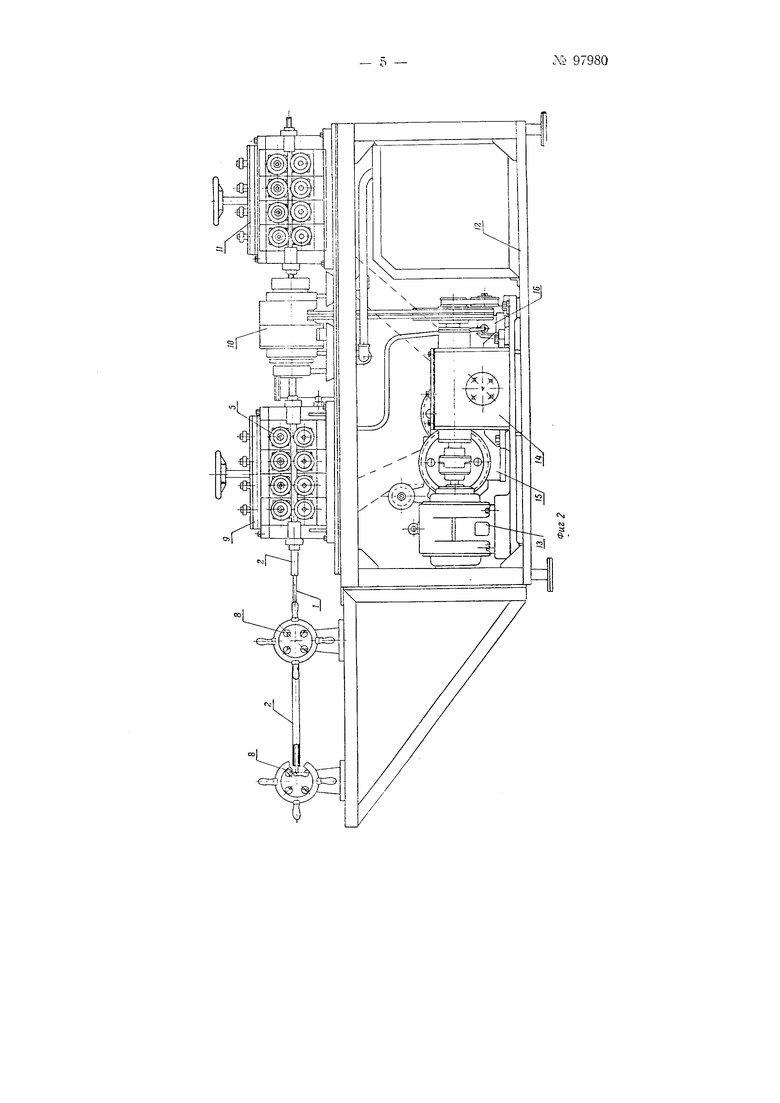
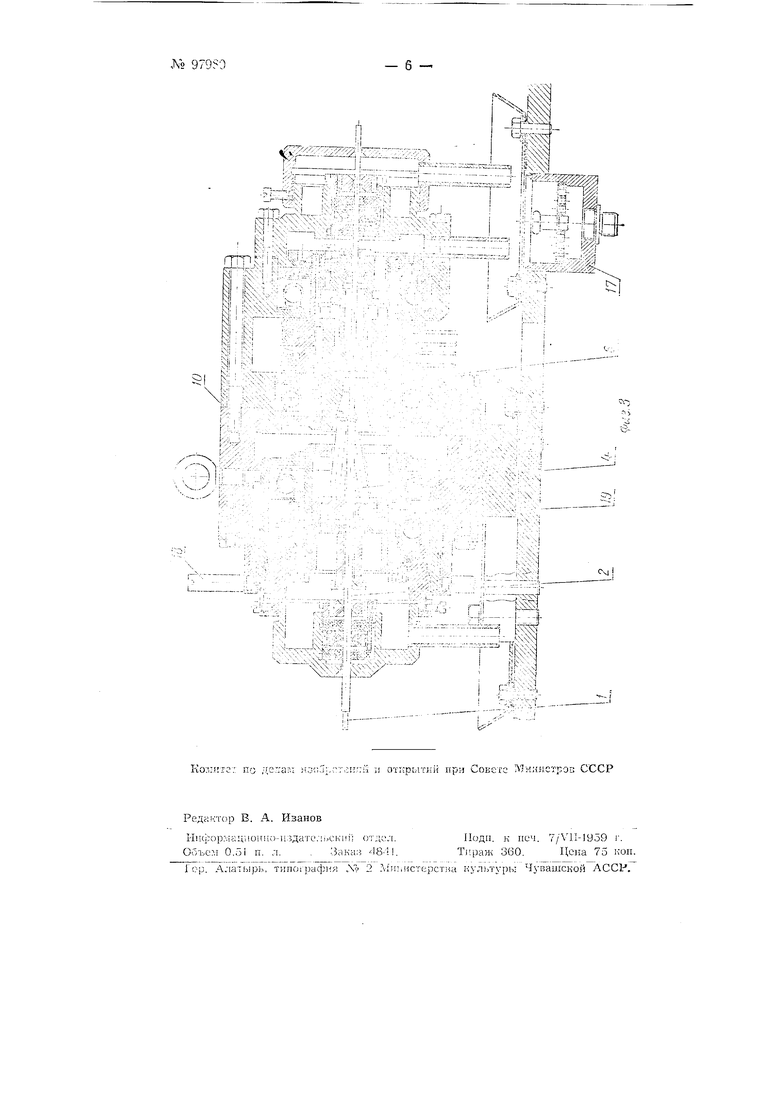
На фиг. 1 схематически изображен процесс прокатки трубок на предлагаемом стане, на фи| 2-обилий вид стана и на фиг. 3-его прокатная головка.
Сущность процесса прокатки состоит в том, что па длинную оправку 7 свободно надевается псходная трубка 2. Онравка закрепляется неподвижно в зажиме и выступает переднил концом за рабочие конусы 3 наклонных обжимных валков 4. Трубка 2 прннудптельно проталкивается системой толкающих роликов о в кольцевой зазор, образованный рабочи.ми конусами планетарно вращаемых относительно трубки валков 4 и неиодвижной onpaBKoii /.
Втулка (J.-npOKaTiiefi головки, снабженная коническим отверстпем, удерживает прп этом рабочие )й )нусы валков 4 в определенном положении, оуеспечнвая получение трубки требуемого днаметра и необходимой толиишы CTCLiKn. По выходе из валков прокатанный конец трубки захватывается системой тянущих роликов 7. После того, как закаичиваетс подача исходной трубки роликами 5, ролики 7 вытягивают оставшийся конец ее из прокатно головки, обеспечивая, таким образом, полную црокатку исходной трубки.
Скорость враитения роликов 7 принята несколько большей скорости вращения роликов о. Такое соотношение CKOpocTeii толкающих и тянуп нх роликов при одновременной их работе обеспечивает некоторое натяжение переднего конца трубки. Величина натяжения переднего конца трубки при одновременной работе толкающих и тянущих роликов обеспечивается степг ю зажатия переднего конца трубки тянущими роликами.
Таким образом при неподвижиой оиравке / толкающие ролики 5 подают исходную трубку в зону деформации между рабочими конусами 3 валков 4 и оправкой / и удерживают трубку во время начала прокатки от проворачивания. Втулка 6 прокатной головки приводится в црииудительное вращение от привода и вращает валки 4 за счет контактных сил трения качения, сообщая им планетарное движение относительно трубки 2.
Стаи для осуществления прокатки но приведенной выще схеме состоит из следующих основных узлов: двух зажимов 8 для удержания оиравки /, толкающего механизма 9 с системой роликов 5, прокатной головки 10, в которой происходит холодная деформация трубки и охлаждение ее циркулирующим жидким маслом, и тянущего механизма 7/ с системой роликов 7.
Эти узлы установлены на станине /2, в нижней части которой монтирован привод стана, состоящий из электродвигателя 13, червячного редуктора 14 и коробки скоростей /5 для иередачи вращения роликам 5 и 7. Масляньпт насос 16 иодает масло в прокатную головку JO, снабженную маслоприемниками 77.
Головка зта выполнена таким образом, что позволяет при необходимости изменять во время прокатки диаметр и толщину стенки трубки, что осуществляется поворотом штурвала /6, на стакане которого нанесены установочные деления. При повороте штурвала валки 4 вместе с шаровыми подиятниками /.У перемещаются вправо или влево. При этом рабочие конусы 6 валков 4 скользят ио конусиому отверстию втулки 6, вследствие чего изменяется величина отверстия между этими конусами и оиравкой /, и, следовательно, изменяется /диаметр трубки, а ири неизменном диаметре оправки изменяется также и толщина стенки прокатываемой трубки.
Предмет изобретения
1. Стан для холодной поперечной прокатки металлических трубок, например капиллярных, из трубной заготовки, снабженный неподвижно установленной оправкой и наклонными обжимными валками, планетарно вращаемыми относительно прокатываемой заготовки отличающийся тем, что, с целью повышения ироизводительности стана, уменьшения отходов и обеспечения возможности непрерывной прокатки трубок, прокатная головка стана, несущая планетарно вращаемые относите.тьно заготовки наклонные обжимные валки, установлена мелчлу двумя системами приводимых во враще- 3 -№ 97980
ние роликов, одна из которых, расположенная со стороны оправки предназначена для проталкивания заготовки в прокатную головку, а другая, -расположенная с противоположно стороны предназначена для вытягивания заготовки из SToii головки с помощью роликов, скорость вращения которых несколько выше скорости вращения роликов первой системы.
2. Форма выполнения стана по п. 1, отличающаяся тем, что, с целью изменения диаметра, а также толщины стенок прокатываемых трубок, его прокатная головка выполнена в виде приводимой во вращение втулки с конусным отверстием, в котором расположены рабочие конусы наклонных обжимных валков, противоположные шаровидные концы которых зстановлены в соответствующих подпятниках вращающегося диска, передвигаемого в осевом направлении при повороте щтурвала, снабженного нанесенными на его стакане установочными делениями.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ калибровки и прокатки-гибки тонкостенных профилей с применением роликоштампующих, роликогибочных проводок | 1958 |
|
SU121422A1 |
| НЕПРЕРЫВНЫЙ СТАН ДЛЯ ХОЛОДНОЙ И ТЕПЛОЙ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ ТРУБ НА ОПРАВКЕ | 1961 |
|
SU145521A1 |
| РАБОЧАЯ КЛЕТЬ ПЛАНЕТАРНОГО ПРОКАТНОГО СТАНА | 2015 |
|
RU2593551C1 |
| СПОСОБ ДВУХПОТОЧНОГО ПРОИЗВОДСТВА КАТАНКИ И СОРТОВОЙ ЗАГОТОВКИ ИЗ ЛЕГИРОВАННЫХ МАРОК СТАЛЕЙ И ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2747939C1 |
| СПОСОБ ПРОКАТКИ И ПРОДОЛЬНЫЙ МНОГОКЛЕТЬЕВОЙ ПРОКАТНЫЙ СТАН С УДЕРЖАНИЕМ ОПРАВКИ ДЛЯ НЕПРЕРЫВНОЙ ПРОКАТКИ ПОЛЫХ ЗАГОТОВОК | 2010 |
|
RU2500491C2 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| Стан для прокатки непрерывного слитка | 1975 |
|
SU588697A1 |
| Стан винтовой прокатки | 2020 |
|
RU2764066C2 |
| Технологический инструмент для винтовой раскатки труб | 1983 |
|
SU1115821A1 |
| СТАН НЕПРЕРЫВНОГО ХОЛОДНОГО ВОЛОЧЕНИЯ-ПРОКАТКИ ТРУБ | 2003 |
|
RU2236919C1 |

АН
rjrpj:
чГ ,
м ft i
l