(54) ФОРМА ДЛЯ ЛИТЬЯ ПОД ГАЗОВЫМ ДАВЛЕНИЕМ
| название | год | авторы | номер документа |
|---|---|---|---|
| Металлическая форма для литья под газовым давлением | 1982 |
|
SU1090494A1 |
| Металлическая литейная форма для технологических проб | 1984 |
|
SU1207625A2 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1992 |
|
RU2026143C1 |
| Пресс-форма для изготовления роторов микроэлектродвигателей литьем под низким давлением | 1984 |
|
SU1224100A1 |
| Литейная форма для валков | 1982 |
|
SU1042874A1 |
| Способ литья под газовым давлением | 1983 |
|
SU1097448A1 |
| ЛИТЕЙНАЯ ФОРМА | 2015 |
|
RU2582844C1 |
| Способ литья под давлением и устройство для его осуществления | 1982 |
|
SU1303259A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННЫХ ОТЛИВОК ИЗ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2012 |
|
RU2510306C1 |
| Способ заливки литейных форм с применением метода локального поверхностного вакуумирования формы и устройство для его осуществления | 2023 |
|
RU2813437C1 |
1
Изобретение относится к литейному производству, в частности к литью под газовым давлением.
Наиболее бл-изкой к изобретению является металлическая форма, содержапдая полуформы, литниковую систему и фильтрующую сетку из стеклоткани, установленную в литниковой системе между шлаковиком и гидрозапором 1.
Недостаток известной формы состоит в том, что при больших величинах скорости течения расплава через фильтрующую сетку и напора потока, что имеет место при литье под газовым давлением, происходит вытягивание сетки и ее прорыв.
Целью изобретения является повышение надежности работы.
Эта цель достигается тем, что в форме для литья под газовым давлением, содержашей верхнюю и нижнюю полуформы с литниковым отверстием, литниковую втулку и фильтруюш.ую сетку из стеклоткани, фильтрующая сетка из стеклоткани установлена между литниковой втулкой и рабочей поверхностью формы, при этом форма снабжена металлической перфорированной пластиной, установленной над фильтрующей сеткой и имеющей площадь перфорации 0,4-0,95 от общей площади пластины.
Кроме того, форма снабжена дополнительной металлической перфорированной пластиной, установленной под фильтрующей 5 сеткой и имеющей площадь перфорации 0,7-0,99 от общей площади пластины.
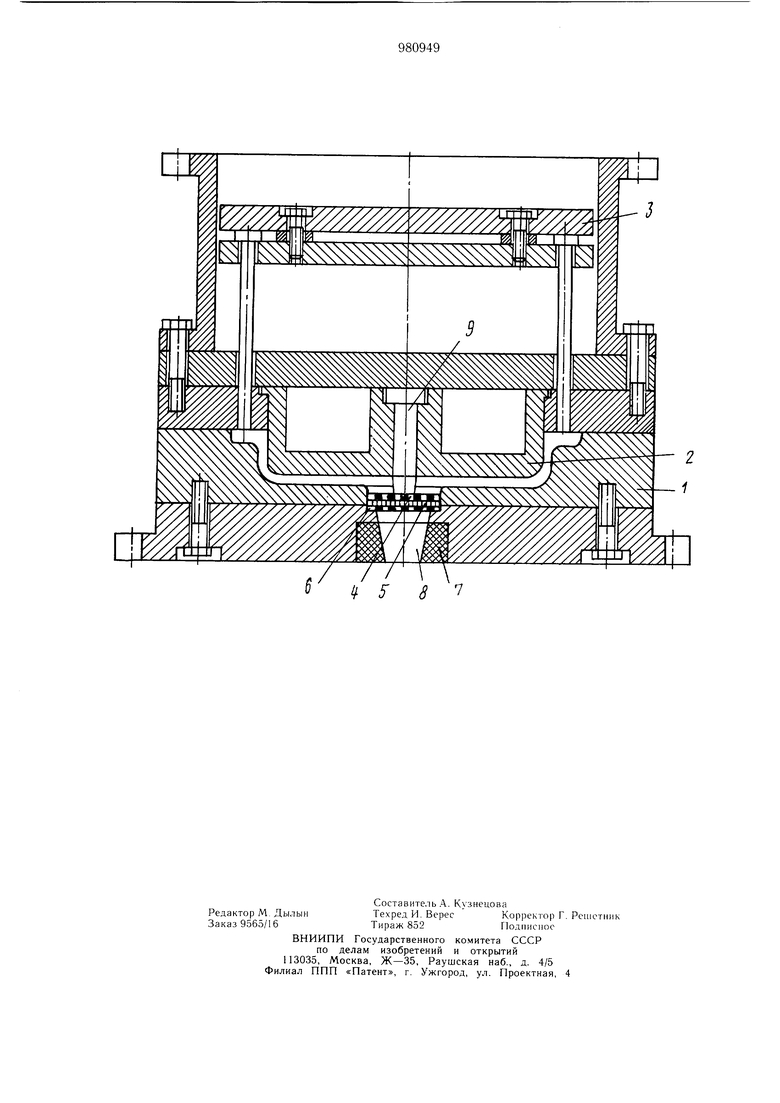
На чертеже представлена форма для литья под газовым давлением, разрез.
Форма содержит нижнюю 1 и верхнюю 2 ,Q полуформы. В верхней полуформе размещена система 3 для выталкивания отливки, в нижней - металлическая перфорированная пластина 4, фильтрующая сетка 5 из стеклоткани, металлическая перфорированная пластина 6 и теплоизоляционная втулка 7 15 с литниковым отверстием 8, над которым расположен рассекатель 9.
Форма работает следующим образом.
В проточку нижней полуформы 1 укладывают фильтрующую сетку 5 и на нее пластину 4. После этого полуформы 1 и 2
20 собирают, и рассекатель 9 прижимает пластину 4 и сетку к полуформе 1. Затем рабочая полость формы заполняется расплаво.м через литниковое отверстие 8 во втулке 7, пластину 4 и сетку 5. Далее отливка в форме кристаллизуется и охлаждается, полуформы разбираются. Отливка вместе с пластиной 4 и сеткой 5 остается на полуформе 2, из которой выталкивается вновь. Расплав, проходя через сетку 5, фильтруется, очищаясь от неметаллических включений. Пластина 4 предотвращает вытягивание и прорыв сетки под напором потока расплава. Площадь перфорации пластины 4 составляет 0,4-0,95 общей площади пластины. При площади перфорации пластин более 0,95 общей площади пластины может быть прорыв стеклоткани в отверстии или прогиб самой пластины под действием потока расплава. При соотнощении менее 0,4 скорость течения потока расплава увеличивается до величины, превыщающей технологически допусти.мую. Это приводит к замещиванию воздуха в отливку, образованию вторичных шлаковых включений и, следовательно, понижению качества отливки. При больщих размерах литникового отверстия при вытекании незатвердевшего расплава из литникового отверстия сетка 5 также может быть захвачена потоком расплава и перемещена из формы в металлопровод на зеркало расплава. Этому же способствует и образующееся в зоне разрыва отливки и расплава разряжение. При размерах литникового отверстия 100мм под сетку 5 устанавливают вторую перфорированную пластину 6, удерживающую сетку 5. Если отливка не имеет окон, в которые можно установить рассекатель 9, то для фиксации пластин 4 к сетке 5 в нижней полуформе 1 применяют специальную вставку, которая служит для удержания пластин 4 и 6 и сетки 5. Вставка располагается .между отливкой и пластичной 4. Высота вставки должна обеспечивать возможность отрезки литника с пластинами и сеткой. Для ряда отливок, с целью удержания пластин 4 и 6 и сетки 5, можно применять электромагнит, который в этом случае необходимо предохранять от перегрева циркуляцией охлаждающей жидкости. Площадь перфорации дополнительной нижней пластины должна быть не более 0,99 от общей площади, что позволяет исключить прорыв стеклоткани в отверстия при истечении расплава после сброса газового давления и обеспечивает достаточную жесткость пластины. Эта площадь не должна быть меньще 0,7 общей площади пластины. Это условие позволяет исключить увеличение скорости течения потока расплава сверх технологически допустимой величины, а следовательно, повышать качество расплава. При выборе площади перфорации дополнительной нижней пластины следует учитывать, что она должна быть равна или больше площади перфорации основной, верхней пластины. Оптимальное соотношение площадей перфорации верхней основной и нижней дополнительной пластины составляет 1:1,5-1,3. Для особо ответственных деталей можно применять несколько фильтрующих сеток из стеклоткани, между которыми расположены дополнительные .металлические пластины, площадь перфорации которых составляет 0,70-0,99 от общей площади этих пластин. Изобретение позволяет повысить надежность работы формы, а также повысить качество отливок. Годовой экономический эффект от исгюльзования изобретения составляет 17960р. Формула изобретения 1. Фор.ма для литья под газовым давлением, содержащая верхнюю и нижнюю 1юлуформы с литниковым отверстием, литниковую втулку и фильтрующую сетку из стеклоткани, отличающаяся тем, что, с целью повыщения надежности работы, фильтрующая сетка установлена между литниковой втулкой и рабочей поверхпостью формы, при этом фор.ма снабжена металлической перфорированной пластиной. установленной над фильтрующей сеткой и имеющей площадь перфорации 0,4-0,95 общей площади пластины. 2. Форма по п. 1, отличаюш,аяся тем, что она снабжена дополнительной металлической перфорированной пластиной, установленной под фильтрующей сеткой и имеющей площадь перфорации 0,7-0,99 общей площади пластины. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 454080, кл. В 22 С 9/08, 1975.
