Изобретение относится к литейному производству.
Известна пресс-форма, содержащая промывник и вентиляционный канал, выполненный в установочной плите [1].
Недостатком пресс-формы является ее малая эффективность из-за повышенного расхода металла.
Известно устройство литья под давлением, которое предотвращает попадание окалины или металлической пены в полость формы [2].
Основным недостатком данной пресс-формы является повышенный расход металла на переливные полости, переливные уловители, а также окалина и металлическая пена (шпинель), тяжелее алюминиевого сплава по удельному весу.
Целью изобретения является улучшение качества отливок за счет 100-го удаления шлака с помощью двух фильтров и использование собственных металлоотходов в последующих переплавках.
Поставленная цель достигается тем, что пресс-форма снабжена фильтрующим элементом в литниковой системе, выполненным в виде металлического фильтра из жаропрочного металла, например меди, никеля, титана, и фильтра из стеклоткани, закрепленных посредством отбортовочных лепестков металлического фильтра на вкладыше, выполненного в виде пустотелого усеченного конуса из материала, близкого по химическому составу к заливаемому расплаву, при этом в литниковой втулке расположен кольцевой паз для закрепления отбортовочных лепестков, металлического фильтра, а в подвижной полуформе находятся опорные приливы для вкладыша.
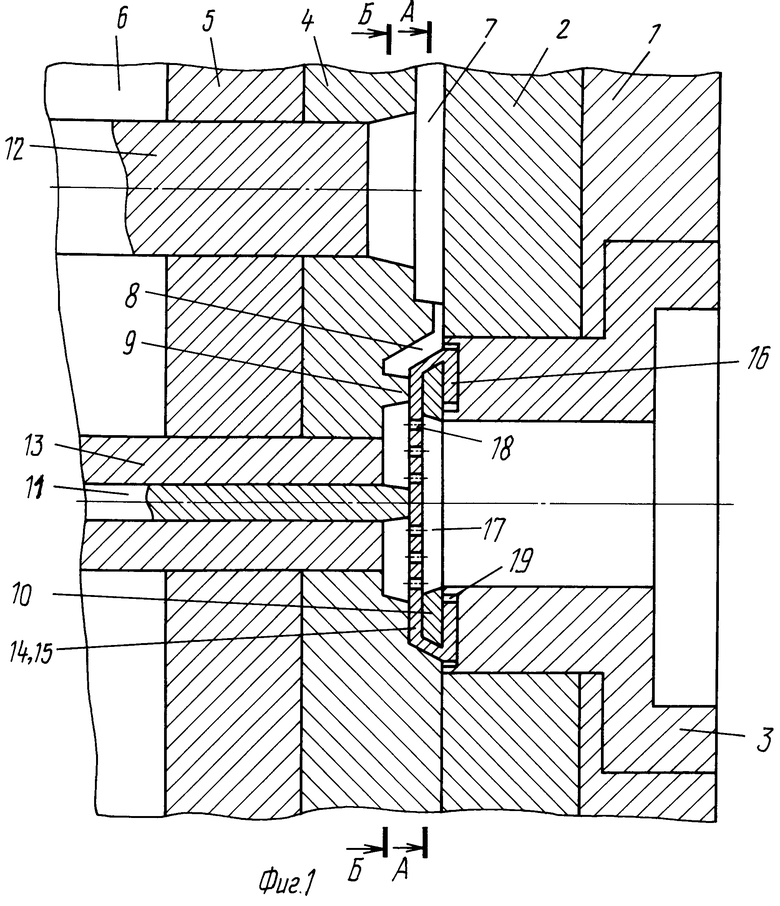
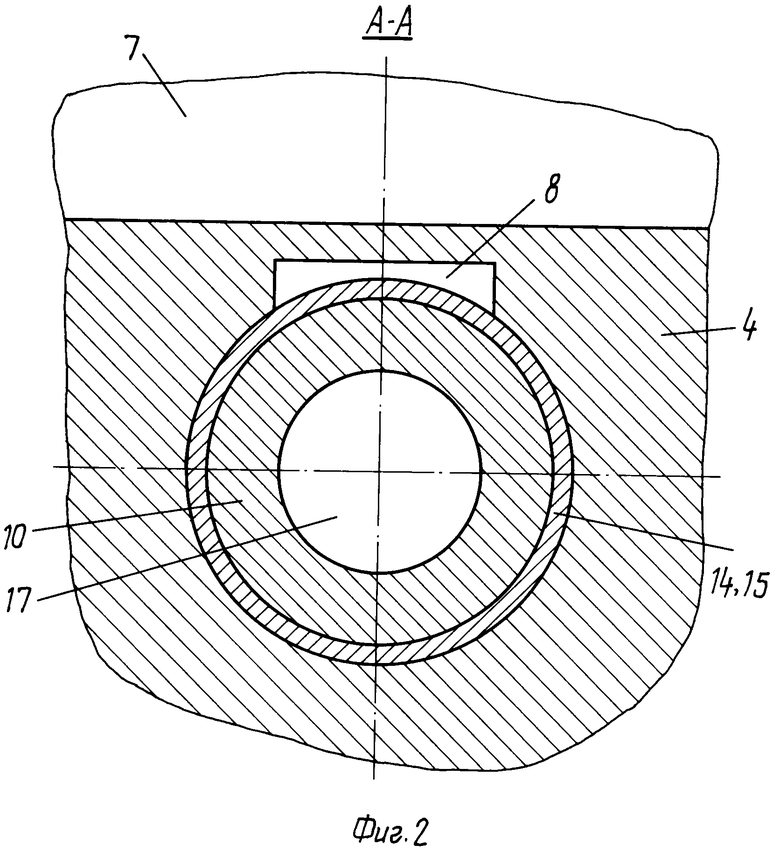
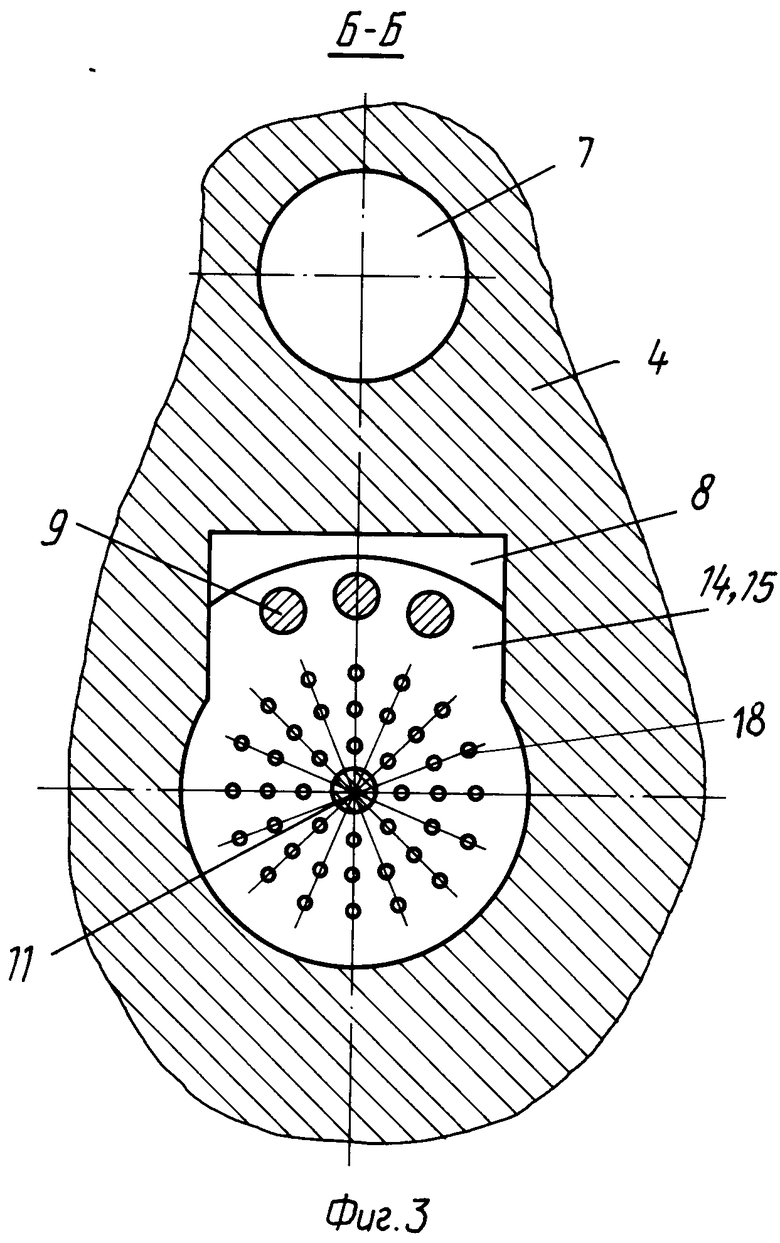
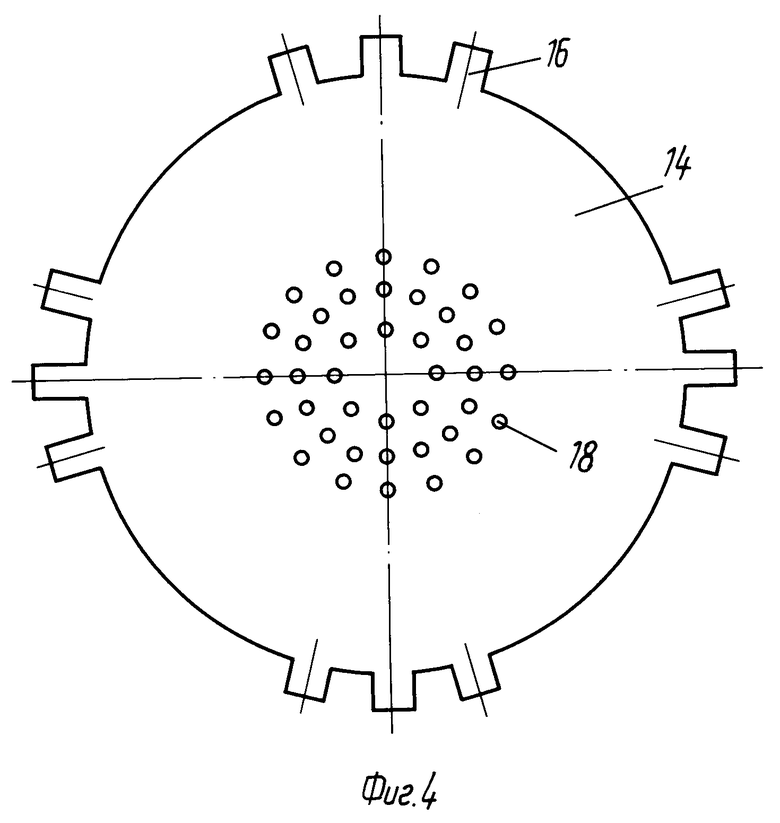
На фиг. 1 представлено вертикальное сечение литниковой системы в предлагаемой пресс-форме; на фиг.2 - сечение А-А на фиг.1; на фиг.3 - сечение Б-Б на фиг.1; на фиг.4 и 5 - развертки металлического фильтра и стеклофильтра.
Устройство неподвижной части пресс-формы состоит из неподвижной плиты 1 крепления, неподвижной обоймы 2, в которую установлена литниковая втулка 3.
Подвижная часть пресс-формы состоит из подвижной обоймы 4, подкладной плиты 5, стоек 6 . В подвижной обойме 4 выполняется гравюра отливки 7, литника 8, прилива 9. Прилив 9 выполняет роль упора для вкладыша 10, аналогичную роль выполняет стержень 11. Отливка 7 удаляется из полости цилиндрическим 12 и трубчатым 13 выталкивателями. Металлический фильтр 14 и стеклофильтр 15 ставятся на коническую часть вкладыша 10 в литниковой системе. Закрепление фильтров 14 и 15 на вкладыше 10 производится отбортовочными лепестками 16 фильтра 14. Вкладыш 10 представляет усеченный пустотелый конус с отверстием 17. Фильтр 14 имеет отверстия 18. Фильтр 14 изготовляется из чистых металлов Cu, Ni, Ti методом холодной листовой штамповки, стеклофильтр 15 может вырубаться на штампах. Вкладыш 10 изготовляется из материала, близкого по хими- ческому составу к заливаемому сплаву. Литниковая втулка 3 снабжена кольцевым пазом 19. В металлический фильтр 14 после его вырубки, пробивки отверстия 18 и выдавки устанавливается стеклофильтр 15, который закрепляется путем загибания отбортовочных лепестков 16. После этого вкладыш 10 устанавливается в подвижную обойму 4. Загнутые отбортовочные лепестки 16 при смыкании пресс-формы заходят в кольцевой паз 19 литниковой втулки 3, препятствуя разрушению собранного фильтрующего элемента, так как при смыкании пресс-формы производится его самозапирание. Затем производится заливка полости отливки 7 расплавом, при этом расплав проходит через литниковую втулку 3, отверстия 17 и 18 и стеклофильтр 15 по литнику 8. Удаление отливки и литника производится выталкивателями 12 и 13.
Предлагаемая пресс-форма для литья под давлением обеспечивает 100%-е удаление шлака из расплава с помощью двух фильтров, тем самым улучшая качество отливок и используя собственные металлоотходы (литники) в последующих переплавах, а простая конструкция фильтрующего элемента позволит использовать его установку в универсальных блоках литья под давлением.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сегментных вставок двухслойной обечайки жаровой трубы, литейная форма для его осуществления, литниковопитающая система к литейной форме, способ получения модели сегментных вставок двухслойной обечайки жаровой трубы и пресс-форма для его осуществления | 1990 |
|
SU1774894A3 |
| Форма для литья под газовым давлением | 1981 |
|
SU980949A1 |
| Металлическая форма для литья под газовым давлением | 1982 |
|
SU1090494A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2476291C1 |
| Пресс-форма для литья под давлением | 1987 |
|
SU1574357A1 |
| Пресс-форма для литья под давлением | 1976 |
|
SU659280A1 |
| Пресс-форма для литья под давлением | 1983 |
|
SU1079350A1 |
| Многогнездная пресс-форма для литья под давлением | 1986 |
|
SU1391801A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ПОРШНЯ | 2009 |
|
RU2513672C2 |
| Способ литья под давлением отливок с наружной резьбой и пресс-форма для его осуществления | 1990 |
|
SU1743681A1 |
Сущность изобретения: в пресс-форме в литниковой системе установлен фильтрующий элемент, состоящий из двух фильтров, металлического и из стеклоткани, закрепленных посредством отбортовочных лепестков на вкладыше, выполненном в виде усеченного пустотелого вкладыша из материала, близкого по химсоставу к заливаемому расплаву. При литье обеспечивается очистка расплава от шлака, что улучшает качество отливок и позволяет использовать литники в последующих переплавах. 5 ил.
ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ, содержащая подвижную полуформу с литниковой системой и неподвижную полуформу с литниковой втулкой, отличающаяся тем, что она снабжена фильтрующим элементом, установленным в литниковой системе и представляющим собой металлический фильтр из жаропрочного материала и фильтр из стеклоткани, закрепленные посредством отбортовочных лепестков металлического фильтра на вкладыше, имеющем форму пустотелого усеченного конуса и выполненного из материала, близкого по химическому составу к заливаемому расплаву, при этом в литниковой втулке выполнен кольцевой паз для закрепления отбортовочных лепестков металлического фильтра, а в подвижной полуформе - опорные приливы для вкладыша.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США N 3658121, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
