(54) АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПАРАФИНОВЫХ КОЛЕЦ
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для заливки парафиновых колец | 1978 |
|
SU775202A1 |
| Автомат для заливки жировых колец | 1981 |
|
SU1009790A1 |
| Автомат для заливки парафиновых колец | 1959 |
|
SU129780A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЫХ ИЗДЕЛИЙ ИЗ БУМАЖНОВОЛОКНИСТОЙ МАССЫ | 1965 |
|
SU171730A1 |
| Автомат для отливки парафиновых колец | 1980 |
|
SU899747A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МОРОЖЕНОГО "ЭСКИМО" | 1945 |
|
SU69624A1 |
| Автоматическое устройство для изготовления парафиновых колец | 1988 |
|
SU1613344A1 |
| Автомат для пайки теплообменников | 1978 |
|
SU893428A1 |
| Машина для отливки парафиновых колец | 1956 |
|
SU108292A1 |
| Автомат для монтажа ножек электрических ламп | 1981 |
|
SU995158A1 |
1
Изобретение относится к устройствам для изготовления парафиновых колец, которые служат для парафинирования нитей в трикотажной промышленности.
Известна установка для изготовления парафиновых колец, включающая устройства для получения измельченного парафина и для последующего прессования из него колец с помощью щтампа с обогреваемой матрицы 1.
Недостатками этой установки являются сложность ее конструкции и эксплуатации, а также неоднородность структуры парафинового кольца, получаемого прессованием из сыпучего материала.
Наиболее близким к изобретению по технической сущности и достигаемому результату является автомат для изготовления парафиновых колец, содержащий литьевые формы, установленные на горизонтально-замкнутом конвейере, устройство для заливки форм жидким парафином и механизм для удаления готовых колец 2.
Недостатком выщеуказанного автомата является то, что жидкий парафин, заливаемый в форму, проникает в зазоры между
подвижным дном и цилиндрическими повер.хностями гнезда и стержня формы. Причем изготовить форму без этих зазоров нельзя, так как дно должно двигаться в гнезде формы. Через указанные зазоры
5 парафин попадает и на внешние по отношению к гнезду формы детали. Он заливает, например, возвратную пружину формы. Други.ми словами, парафин попадает в такие места формы, где его не должно быть и, застывая, загрязняет форму насто,пько,
что она становится неработоспособной после нескольких циклов работы. При этом в каждом очередном цикле подвижное дно формы опускается меньще, чем в предыдуще.м цикле. Из-за такого уменьшения испольJJ зуемой высоты и, следовательно, емкости гнезда формы в него не помещается вся порция заливаемого парафина, и часть его растекается по верхней пластине формы. Изготовляемое кольцо получается укороченным и с наплывом.
20 Кроме того, от затекания парафина в упомянутые зазоры на нижней (рабочей) поверхности кольца образуются заусенцы, что неблагоприятно влияет на процесс парафинирования пряжи.
При существующей конструкции автоматов борьба с вышеописанным недостатком ведется таким образом, что в течение всего времени работы автомата около него находится рабочий, который .ручным инструментом нроталкивает вниз каждое застрявщее или недостаточно опустивщееся дно формы и извлекает из форм самостоятельно не выщедщие из них кольца. Кроме того, этот рабочий периодически очищает и промывает в горячей воде каждую форму.
Но даже при таком обслуживании автомата значительное количество изготовленных колец оказывается низкого качества, теряется много парафина, не достигается проектная производительность автомата из-за необходимости частых остановок и переплавки бракованных колец.
Целью изобретения является повышение производительности автомата и повыщение качества парафиновых колец путем устранения ручных операций.
Поставленная цель достигается тем, что в автомате, содержащем литьевые формы, установленные на горизонтально-замкнутом конвейере, устройство для заливки форм жидким парафином и механизм для удаления готовых колец, литьевые формы снабжены шарнирными доньями и отжимными штр/фтами, а конвейер снабжен неподвижными элементами, взаимодействующими с перемещаемыми литьевыми формами для открывания и закрывания шарнирных доньев, причем механизм для удаления готовых колец выполнен в виде вилочного толкателя, воздействующего на кольца сверху вниз, а литьевые формы выполнены открытыми для выхода колец вниз.
Благодаря такому решению отпадает необходимость иметь поднимающееся внутри формы дно, т. е. движущуюся в ней деталь, образующую с гнездом формы скользящие контакты и неизбежные при этом зазоры, через которые мог бы протекать парафин. Использование в изобретении шарнирно открывающегося вниз дна, плотно прилегающего к нижнему торцу гнезда формы, практически полностью исключает утечку парафина из формы.
Вместе с тем нижняя (рабочая) поверхность кольца, поскольку она повторяет поверхность плоского шарнирного дна, получается совершенно гладкой и не может иметь заусенцев.
Что касается принятого в изобретении направления выталкивания кольца сверху вниз (а не снизу вверх, как это принято в существующих автоматах), то оно имеет также то важное преимущество, что готовое парафиновое кольцо от места своего образования до его полного удаления из формы движется по кратчайшему пути и не контактирует с такими местами формы, куда парафин не доходил. Следовательно, удаляемое
кольцо не может оставлять следов парафина на таких местах и загрязнять их.
Кроме того, с применением предлагаемого изобретения конструкция формы и ., автомата в целом становится проще, что служит уменьшению стоимости его изготовления, повышает четкость и надежность его работы.
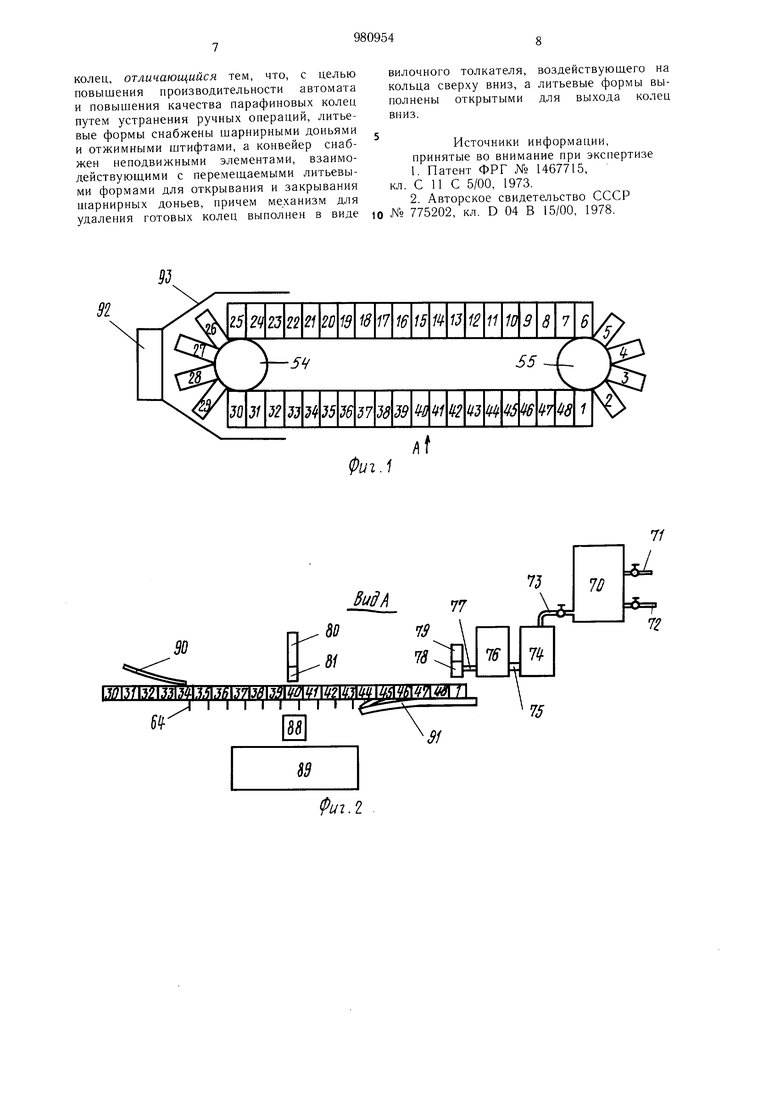
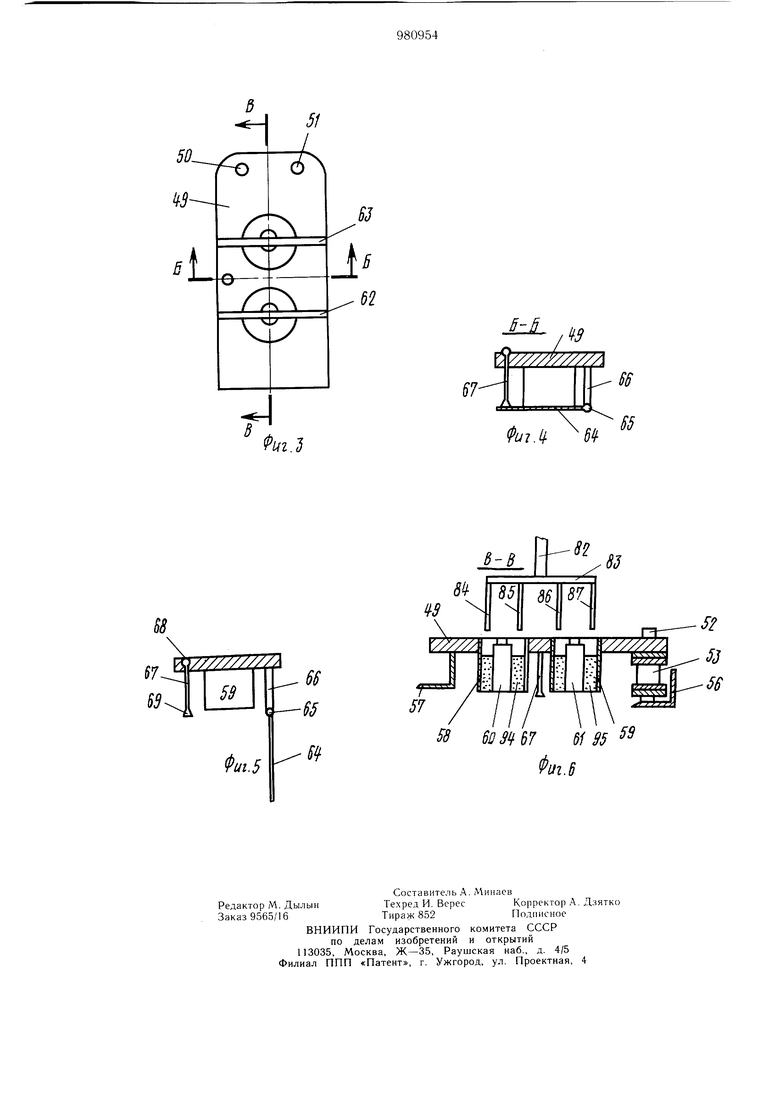
На фиг. 1 показано расположение литьевых форм на горизонтально-замкнутом
o цепном конвейере, план; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - отдельная литьевая форма; на фиг. 4 - сечение Б-Б на фиг. 3, дно формы закрыто; на фиг. 5 - то же, дно формы открыто; на фиг. 6 - сечение В-В на фиг. 3, дно формы откры5 то.
Автомат для изготовления парафиновых колец содержит парные литьевые формы, каждая из которых в процессе работы автомата последовательно занимает все позиQ цин, обозначенные на фиг. 1 числами 1-48. Каждая литьевая форма содержит массивную пластину 49 (фиг. 3), которая своими отверстиями 50 и 51 надета на выступающие кверху свободные концы 52 (фиг. 6) смежных валиков конвейерной цепи 53, надетой на холостую 54 и приводную 55 звездочки горизонтально-замкнутого цепного конвейера. Звездочка 55 приводится во вращение от находящегося под ней храпового механизма, приводимого в действие от электродвигателя через редуктор (не показаны). Во избежание провисания цепь поддерживается уголком 56. Противоположный от цепи край пластины 49 поддерживается уголком 57 и скользит по этому уголку во время перемещения.
5 Каждая форма имеет цилиндрические гнезда 58 и 59, вставленные в пластину 49. Внутри каждого гнезда соосно с ними установлены стержни 60 и 61, удерживаемые на перекладинах 62 и 63, закрепленных в пластине 49.
Нижние торцы 58 и 59 и стержней 60 и 61 расположены в одной плоскости, совпадающей с плоской поверхностью шарнирно закрепленного дна 64 (фиг. 4), когда
, оно находится в закрытом положении, удерживаемое, например, застывшим парафином. В открытом положении (фиг. 5) дно 64 удерживается только шарнирами 65 на концах стоек 66, которые прикреплены к пластине 49.
0 Каждая литьевая форма снабжена штифтом 67, который может свободно перемещаться в отверстии пластины 49, но не может выпасть из этого отверстия, так как имеет на верхнем конце утолщение 68, а на нижнем конце утолщение 69. Длина
штифта 67 такова, что при закрытом дне 64 он опирается на него нижним концом. При этом верхний конец 68 штифта несколько возвышается над пластиной 49.
В систему подачи жидкого парафина автомата входят плавильный бак 70, в котором имеется змеевик, соединенный с системой горячего водоснабжения патрубками 71 и 72. Патрубком 73 бак 70 соединен с первым промежуточным бачком 74 для жидкого парафина, который патрубком 75 соединен с вторым промежуточным бачком 76 для жидкого парафина. В бачке 74 имеется поплавковый регулятор уровня парафина, в бачке 76 - сетчатый фильтр.
Бачок 76 патрубком 77 соединен со сдвоенным игольчатым клапаном 78, который служит для заливки парафина в гнезда 58 и 59. Клапан 78 снабжен управляющим механизмом 79, взаимодействуюш.им с кулачками, находящимися на звездочке 55. Выходные сопла заливочного клапана 78 расположены над гнездами литьевой формы, занимающей на конвейере позицию 1. Бачки 74 и 76 и клапан 78 снабжены электронагревателями (не показаны) для предупреждения застывания парафина.
Выталкивающий механизм 80, действующий от кулачка, установленного на выходном валу редуктора привода конвейера, находится против литьевой формы, занимающей позицию 40. Рабочим органом этого механизма является вилочный толкатель 81, состоящий из щтока 82, траверсы 83 и стержней 84, 85, 86 и 87, опускающихся по двое в гнезда 58 и 59. Под формой, занимающей позицию 40, установлен лоток 88 для направления выталкиваемых парафиновых колец в бак 89.
Слева от толкателя 81 находится неподвижная тонкая наклонно установленная пластина 90, соприкасающаяся с верхними головками 68 штифтов 67, проходящих под пластиной 90 форм. Нижний конец пластины 90 приходится над формой, занимающей позицию 34.
Справа от толкателя 81 под формами установлен направляющий элемент 91, предназначенный для закрытия щарнирных доньев 64 движущихся форм и удерживания их в закрытом положении от позиции 47 до позиции 10.
Слева от конвейера установлен кондиционер 92 для обдувки форм холодным воздухом. Для того, чтобы охлаждение форм было более эффективным, прилегающая к кондиционеру часть конвейера заключена в проходной кожух 93.
Автомат работает следующим образом.
Когда литьевая фор.ма находится в позиции 1 в ее гнезда 58 и 59 происходит заливка расплавленного парафина через автоматически включаемый и выключаемый сдвоенный клапан 78. К началу заливки дно 64 формы закрыто и удерживается в закрытом положении неподвижным элементом 91. При дальнейшем движении формы содержащийся в ней парафин застывает и дно 64 продолжает удерживаться в закрытом положении от сцепления с застывающим парафином. Поэтому удерживающий донья элемент 91 доведен лищь до позиции 10. Для окончательного застывания парафина и приобретения им требуемой твердости он проходит участок конвейера, обдуваемый холодным воздухом от кондиционера 92.
Q При прохождении формой позиции 34 она движется под неподвижным элементом 90, скользящим по пластине 49. Встретившись с верхней головкой 68 щтифта 67, элемент 90 утапливает щтифт, который своим нижним концом 69 открывает дно 64
5 от парафиновых колец 94 и 95. Дно 64 открывается.
Когда форма с открытым дном останавливается в позиции 40, на парафиновые кольца 94 и 95 опускается вилочный толQ катель 81 и своими стержнями 84-87 выталкивает из гнезд 58 и И59 оба кольца. Кольца падают на лоток 88 и с него бак 69, заполненный холодной водой для предупреждения деформации и слипания готовых колец.
5 С открытым дном 64 форма движется до встречи с неподвижным элементом 91, который его постепенно закрывает. В позиции 48 дно уже закрыто, а в следующей за ней позиции I происходит новая заливка формы парафином.
Вмешательства персонала в работу автомата по настоящему изобретению не требуются, за исключением загрузки в бак 72 парафина и выгрузки из бака готовых колец.
5 Путем изменения уровня жидкого парафина в баке 74 и сообщаюпхимся с ним бачке 76 с помощью имеющегося в бачке 74 поплавкового регулятора уровня можно отрегулировать количество вытекающего из клапана 78 парафина таким образом, чтобы
получать кольца нужной высоты в пределах высоты гнезда формы.
В результате использования предложенного изобретения достигается бесперебойная работа автомата для изготовления парафиновых колец, значительно уменьшаются затраты ручного труда на его обслуживание. Связанная с этим экономия составляет около 2 тыс. руб. в год. При этом, как показывают результаты испытаний опытного образца, качество изготовляемых парафиновых колец хорошее.
Формула изобретения
Автомат для изготовления парафиновых колец, содержащий литьевые формы, установленные на горизонтально-замкнутом конвейере, устройство для заливки форм жидким парафином и механизм для удаления готовых
колец, отличающийся тем, что, с целью повышения цроизводительности автомата и повышения качества парафиновых колец путем устранения ручных операций, литьевые формы снабжены шарнирными доньями и отжимными штифтами, а конвейер снабжен неподвижными элементами, взаимодействуюш,ими с перемещаемыми литьевыми формами для открывания и закрывания шарнирных доньев, причем механизм для удаления готовых колец выполнен в виде
вилочного толкателя, воздействующего на кольца сверху вниз, а литьевые формы выполнены открытыми для выхода колец вниз.
Источники информации, принятые во внимание при экспертизе 1. Патент ФРГ № 1467715, кл. С 11 С 5/00, 1973.
2 Авторское свидетельство СССР № 775202, кл. D 04 В 15/00, 1978.
j-S
55
f
Фиг.1
W/}
/2.2
S
Фаг.5
3
u-i
51 S5 Фиг.6
