i
Изобретение относится к строительной индустрии, в частности к установкам для изготовления железобетонных фундаментов опор ЛЭП.
Известна конвейерная линия для изготовления железобетонных изделиу, содержащая камеру термообработки, формовочный конвейер с технологическими оборудованием, передаточные тележки с толкателями, из которых первая забирает форму - вагонетку с конвейера, а вторая из камеры термообработки и формы - вагонетки с упорами ij.
Наиболее близким к предлагаемому является конвейерная линия для изготовления строительных изделий, содержащая направлягадие, формы-вагонетки, механизмы для перемещения формвагонеток по зтим направлякяции вдоль, оборудования, установленного в технологической последовательности и предназначенного для очистки и смазки форм-вагонеток, зарядки их арма-
турой, заполнения бетонои и его виброобработки, и выпрессовки,готовых изделий, термокамеру, расположенную параллельно технологическому оборудованию, и передаточные устройства, соединяющие концы термокамеры с технологическим потоком в единую замкнутую систему f 21.
Недостаток известных конвейерных линий - недостаточная технологичность, заключающаяся в невозможности использования на них различных формвагонеток.Цель изобретения - повьшение технологических возможностей конвейерной линии..
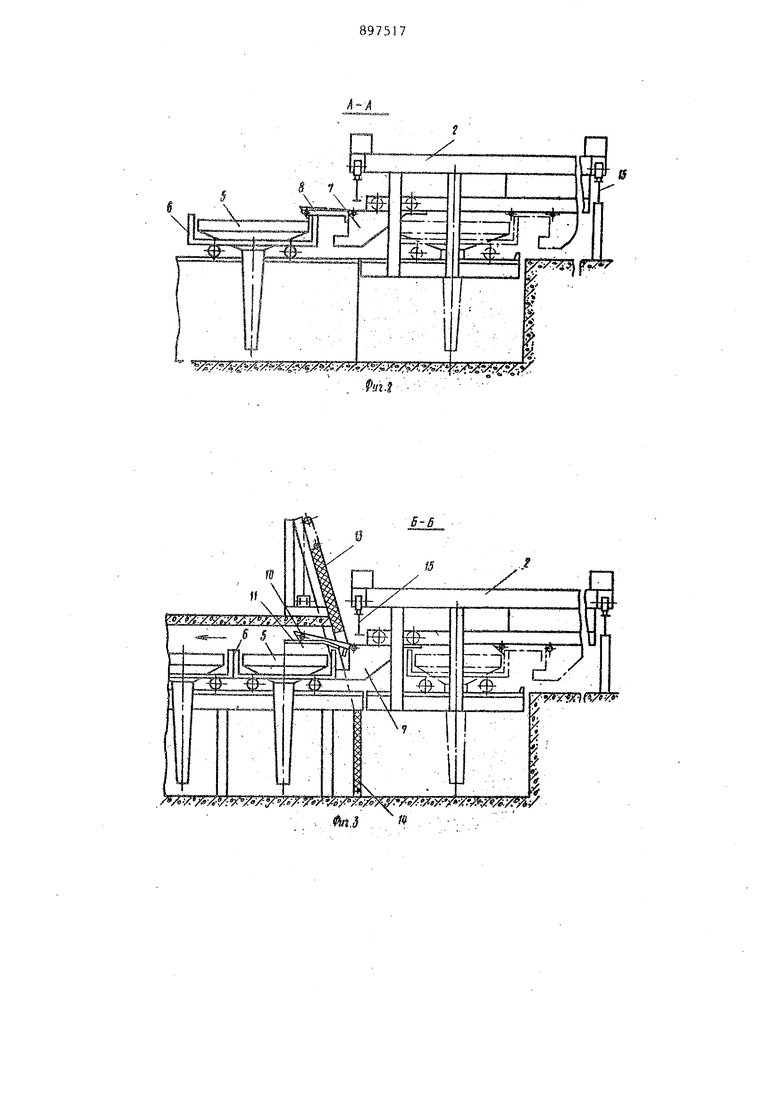
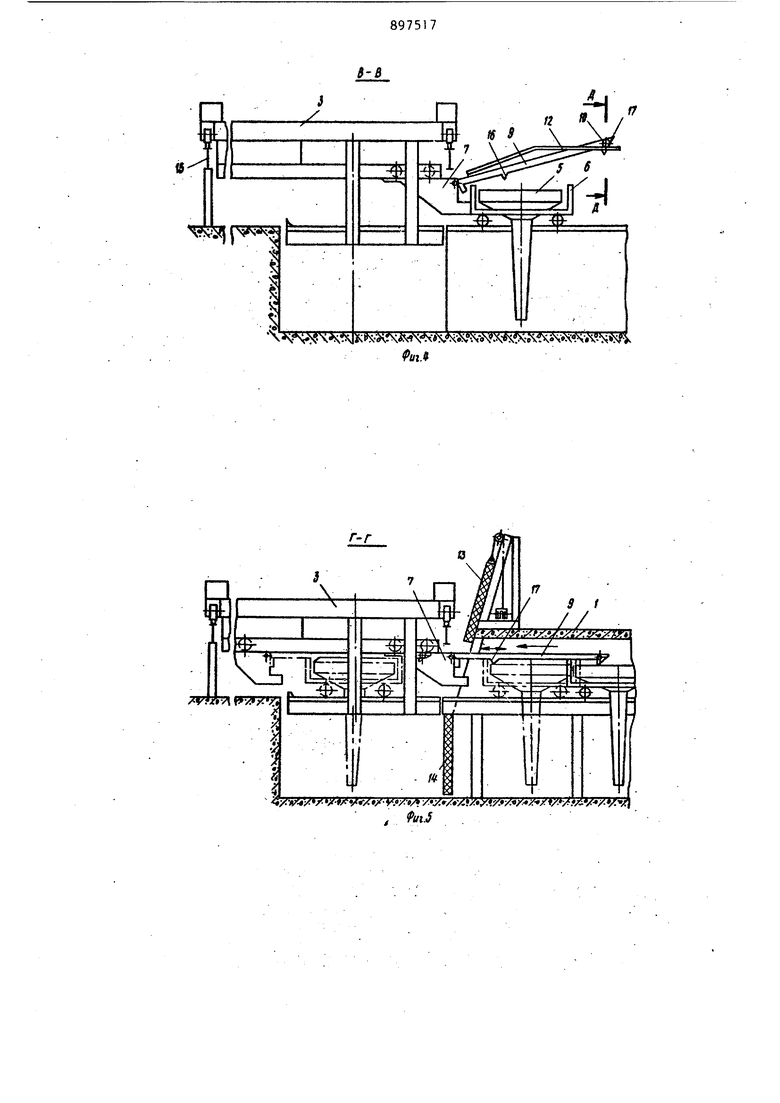
Указанная цель достигается тем, что в конвейерной ли1ши, содержащей направлянндие, формы-вагонетки, механизмы для перемещения форм-вагонеток по зтим направляющим вдоль оборудования, установленного в технологической последовательности и предназначенного для очистки и смазки форм3jaroHCTOK, заря1;ки их арматурой , заполнения бетоион и его виброобработки и выпрессовки готовых изделий, термокамеру, расположенную параллельно технологическому оборудовлнию, и передаточные устройства, с осдиняющие концы термокамеры и техно.погического потока в единую jaMKityryn систему, каддое из переда roHHiiix ycTpoiiCTB снабжено кареткойтолкателем с захватом для перемещения формы-вагонетки, а термокамера направляющими, взаймодействуйиими с захватами каретки-толкателя. На фиг. 1 схематично изображен fcaHBfciiep, в плане; на фиг 2 - разре: Л-Л на фиг. реп ;-В на фиг. рез В-В на фиг. рея г-г ип фиг. иие ;т-Л на фиг. f чнвeпnpнaя линия содерхсит кам« ру 1 термообработки, передаточные 2 и 3 с механизмом передвиАенпя, формовочный. конвейер 4 с тех нологическим оборудованием для распалубки, чистки, смазки, установки арм.пуры и формования, фop я I-вaгoнe ки 5 с упорами 6, толкатели 7 тележ жек 2 с крюком-захватом 8, забирарадим формы с конвейера 4, крюком 9, забирагтщим формы из камеры 1, ро jHfKaini 10 крюков, направляющие II для крюков в камере 1 и направляющи 12 на конвейере, дпери верхнюю 13 и нижнюю 14 камеры 1, эстакаду 15 тележек, ближний зуб 16 крюка 9 и его дальний зуб 17. Пунктиром на фиг. 2 и показано положение формы 2 на Передаточной тележке. Механизм передвижения тележек 2 и 3 и привод толкателя 7 не показа} ы. Конвейерная линия работает следу ющим образом. Формы-вагонетки 5 перемещаются своими катками по рельсам с одного технологического поста на другой посредством шагового конвейера (не показан). На постах конвейера 4 фopм J-вaгoнeтки подвергаются распалубке, чистке, смазке, в них закладывается арматура, производится укладка и уплотнение бетона. С последнего поста конвейера формывлготютки забирает передаточная тележка 2. Толкатрль 7 передаточной TeJiewKii 2 (фиг. ) н(-1лвигается посре.дстп(м exaниr мa (не показан) и телеяки 2 в гторсмп- Knuneiiepa, при4че(1 кркзк 8 находит своим скисом на стойку 6 упора форм 11-вагоиетки 5 и заскакивает за нее своим зубом. После этого толкатель 7 совершает ход обратно и заводит форг{у-ваг. 5 на передаточную телелку 2, причем форма-вагонетка занимает положение показанное пунктиром. Tcjce ка 2 переез : ает iro эстакаде 15 к одному из туннелей камеры 1 и останавливается перед ним. Если на другом конце камеры есть свободное место для формы-вагонетки, двери 13 и 14 камеры открываются своим приводным механизмом (не показан) тележка 2 своим толкателем 7 упирается в упор 6 формы-ваголетки и перемещает форму-вагонетку в упор 6 формы-вагонетки и перемещает форму-вагонетку 5 с тележки в камеру (фиг. З) При этом форма-вагонетка упирается своими упорами 6 в такие /се упоры формы-вагонетки, }1аходя1цейся в камере и перемещает на длину одной формы-влг-онетки весь поезд. Ролики 10 крюков толкателя при зтом попадают H.I расположен1а1е в камере направлясвдие I 1 , крюки 8 поД1шмаются над стойками 6 упоров формы-вагонетки и при обратном ходе толкателя 7 не захватывают на них, за счет чего форма-вагонетка остается в камере. Тележка 2 уходит по эстакаде в свое исходное положение у формовочного конвейера 4. Тележка передаточная 3 подходит к тому же туннелп камеры и, если двери этого туннеля на противоположной его стороне закрыты, то двери 13 и 14 на стороне тележки 3 открываются и толкатель 7 совершает ход в камеру (фиг. 5). При этом, если из-за смешения двух типоразмеров форм-ваг-онеток поеча форм-вагонеток оказался коротким и передняя форма-вагонетка находтся в глубине камеры, толкатель 7 все равно достает ее дальним зубои 17 крюка 9. При обратном ходе толкателя из-за большой длины крюка 9 форма- вагонетка не может быть заведена на тележку 3 полност ю, поэтому толкатель 7 совершает второ; ход вперед на часть своего полного хода и захватывает стойку формы вторым, ближним зубом 16 крюка 9. Пооче этого толкатель совершает Hropoii, окончательный ход обратно и форм iвагонетка пoлнocтьFЭ захолит на u.
ку i, Гсппча Г-iib / тележки . ntniCTijyет по j.tpaiioi; ;задаииой ирограмие, u6L:ciie4Hii; -jLic:it иыиолмекне им дпух ходоо при выемки ф1)рпи--на онеткн из камеры I. После чего двери туннеля ка мери закрыплютг.и, а толежка 3 переезжает к формовочному конвейеру 4 и остананлниается перед ннм.
наличнп свободного места на первом посту Konueiiepa толкатель 7 тележки 3 вьщпигаст форму-нагонетки 5 на кониеПер (Лиг. 4). При этом ролики 10 крюка 9 наезжают на напрап ляюцие 12 (фиг. б), за счет чего кр1эки 9 поднимаются и нри обратном ходе не захиатнпаютсл за стопки 6 упоров формы-вагонетки 5, оставляя ее на конвейере.
Все операции обеих тележек начинаются по сигналу оператора на конвейере в их исходном положении напротив конвейера. Все остальные операции тележек и камеры происходят в автог1атическом ре;химе, что сокращает количество работающих, сокращает время цикла и увеличивает производительность линии при минимальной металлоемкости и затратах энергии. Формула изобретения
Конвейерная линия для изготовлеПИЯ строительных изделий, содержа17, 6
цая нанравлякицие, формы-вагонетки, механизмы для перенесения форм-ьагонеток по этим направляющим вдоль оборудования, установленного в технологической последовательности и Лредназначенного для очистки и смазки форм-вагонеток,зарядки их арматурой, заполнения бетоном и его виброобра ботки, и пыпрессовки готовых изделий, термокамеру, расположенную параллельно технологическому оборудованию, и передаточ1а1е устройстра, соединяющие концы термокамеры и технологического потока в единую замкнутуп систему, отличающаяс я тем, что, с целью повышения технологических возможностей конвейера, калодое из передаточных устротств снабжено кареткой-толкателем с захватом для перемещения формы-вагонетки, а термокамера - направляющими, взаимодействующими с захватами каретки-толкателя .
Источники информации, принятые во вю1маниепри экспертизе
1.Авторское свидетельство СССР 487770, кл. В 28 В 5/04, 1972.
2.Авторское свидетельство СССР Р 701806, кл. В 28 В 5/04, 1976.


| название | год | авторы | номер документа |
|---|---|---|---|
| Технологическая линия для изготовления строительных изделий | 1978 |
|
SU893538A1 |
| Конвейерная линия для изготовления железобетонных изделий | 1981 |
|
SU961964A1 |
| Технологическая конвейерная линия для изготовления бетонных и железобетонных изделий | 1989 |
|
SU1701534A1 |
| Поточная линия для производства дренажных раструбных труб | 1983 |
|
SU1079456A1 |
| Технологическая линия для изготовления строительных изделий | 1989 |
|
SU1701535A1 |
| Двухъярусная конвейерная линия для изготовления строительных изделий | 1978 |
|
SU992188A1 |
| Поточная линия для производства керамических изделий | 1981 |
|
SU986797A1 |
| Линия для производства строительных изделий | 1985 |
|
SU1306718A1 |
| Конвейерная линия для изготовления бетонных и железобетонных изделий | 1980 |
|
SU950534A1 |
| Технологическая линия для изготовления строительных изделий | 1979 |
|
SU856804A1 |

. Й/iJ
fn.
S-S
№
M f vs«
Гч ч |зКРЯ-Э ГЧЛ-.
4/:v «XXV- V X-V.,C #C X / ; X /VAUV XV /
ffi.«
/ /.J .
AzA.
