г
Ё
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2011 |
|
RU2490120C1 |
| Технологическая линия для изготовления бетонных изделий | 1976 |
|
SU998117A1 |
| Конвейерная линия для изготовления бетонных и железобетонных строительных изделий | 1975 |
|
SU642175A1 |
| Технологическая линия для изготовления бетонных изделий | 1976 |
|
SU663588A1 |
| Двухъярусная конвейерная линия для изготовления железобетонных изделий | 1986 |
|
SU1440731A1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МАЛЫХ ЖЕЛЕЗОБЕТОННЫХ И БЕТОННЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015010C1 |
| Конвейерная линия для изготовления бетонных и железобетонных изделий | 1980 |
|
SU950533A1 |
| Конвейерная линия для изготовления бетонных и железобетонных изделий | 1980 |
|
SU950534A1 |
| ДВУХЪЯРУСНЫЙ СТАН для ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ НЗДЕЛИЙВСЕСОЮЗНАЯliAKHTBO^T^KliH'infAfБИБЛИОТЕКА | 1971 |
|
SU306002A1 |
| Двухъярусная конвейерная линия для изготовления изделий из бетонных смесей | 1986 |
|
SU1433807A1 |

Изобретение относится к производству строительных изделий, а именно к технологическим линиям для изготовления бетонных изделий типа шахтных затяжек. Изобретение лозволяет увеличить производительность линии благодаря тому, что линия снабжена дополнительным шаговым конвейером 4 и установленными на нем перегрузочными устройствами 7 и 15 для перекладки изделий с поддонами 2 на транспортные тележки и обратно и укладки их в пакеты, пост формования - двумя формовочными агрегатами 5, 6, расположенными по обе стороны дополнительного конвейера 4. 3 ил.
V21
VI
СА) СЛ
О
о
vj
Фиг.1
Изобретение относится к производству строительных изделий, а именно к технологическим линиям для изготовления бетонных изделий типа шахтных затяжек.
Цель изобретения - увеличение производительности.
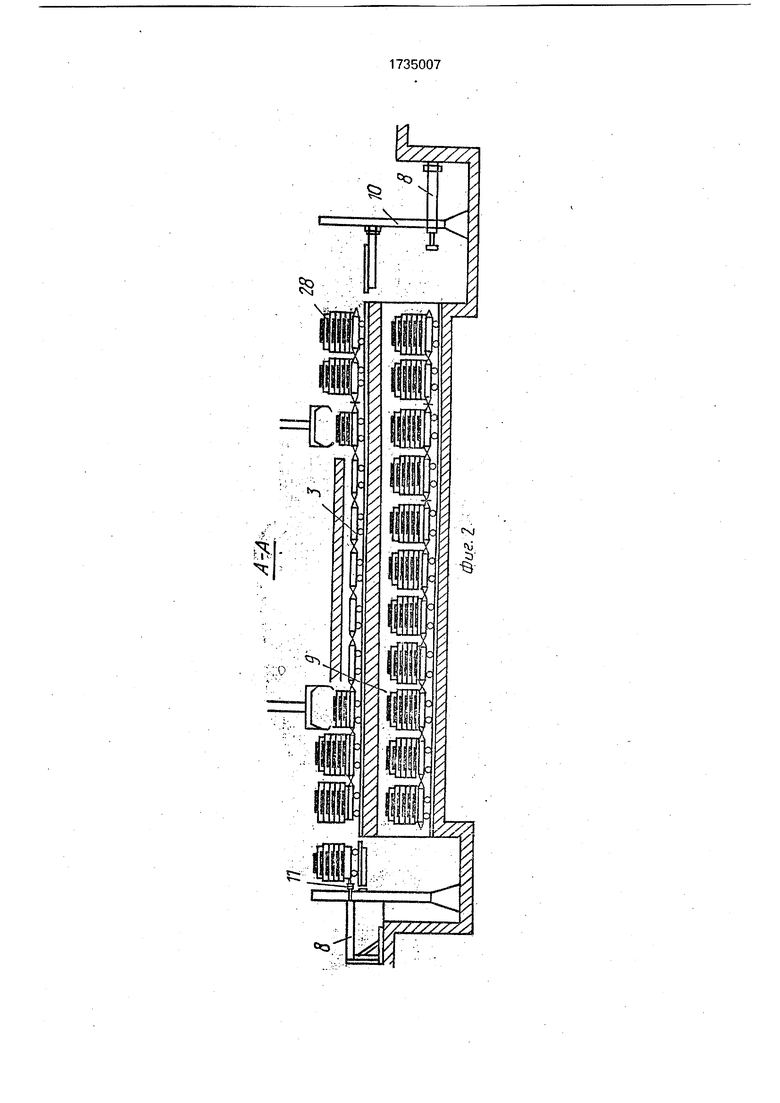
На фиг. 1 изображена линия, вид в плане; на фиг. 2 - разрез А-А на фиг. 1: на фиг. 3 - разрез Б-Б на фиг. 2.
Технологическая линия включает шаговый конвейер 1, поддоны 2 для транспортирования изделий, транспортные тележки 3, дополнительный шаговый конвейер 4, формовочные агрегаты 5 и 6, расположенные по обе стороны дополнительного шагового конвейера, перегрузочное устройство 7, перекладывающее изделия на поддонах с шагового конвейера на транспортные тележки, толкатели 8, перемещающие вагонетки в камеру термообработки 9 и на верхний ярус, снижатель 10, подъемник 11, пост 12 распалубки, пост 13 чистки поддонов, пост 14 смазки поддонов, перекладывающие поддоны 15 с изделиями с тележек на пост 12 распалубки, перегрузочное устройство 16, формирующий пакет 17, пост 18 формирования пакета, роликовый конвейер 19, транспортирующий пакет к обвязочной машине 20, роликовый конвейер 21, транспортирующий пакет на склад.
Дополнительный шаговый конвейер 4 состоит из подвижной рамы 22, неподвижной рамы 23, гидроцилиндров рукоятки 24, упора 25, плиты 26, подпружиненных упоров 27.
Линия работает следующим образом.
Формирование изделий производится в формовочных агрегатах 5 и 6. Отформованные изделия выталкиваются на поддоны 2. Дополнительным шаговым конвейером 4 поддон с изделиями доставляется в зону действия устройства 7, который его укладывает на транспортную тележку 3. верхние поддоны с изделиями опорными стойками 28 контактируют с нижними через выступы, что обеспечивает сохранность изделий и повышение их качества в процессе термообработки. Толкателем 8 тележка передвигается к снижателю 10.
С помощью снижателя тележка подается в камеру 9 термообработки, в которой изделие приобретает распалубочную прочность. После окончания термообработки тележка с подъемником 11 извлекается из камеры термообработки и толкателем 8 доставляется в зону действия устройства 15, который переносит изделия с поддоном на шаговый конвейер 4.
Дополнительный шаговый конвейер 4 перемещением подвижной рамы 22 производит отделение изделий от поддона, его чистку, смазку и подачу к посту формования,
а также в рабочую зону устройства 7.
Приводом подвижной рамы служат гидроцилиндры рукоятки 24.
Отделение изделий от поддона производится на посту 12 распалубки путем воздействия плиты 26 на поддон 2 при одновременном воздействии упора 25 на изделие. При этом изделия перемещаются на плиту 26, а поддон проходит под упором 25.
После остановки подвижной рамы устройство 7 снимает крайний поддон с изделиями. При движении рамы 22 в исходное положение поддоны не возвращаются вместе с ней, а удерживаются подпружиненными упорами 27.
В исходном положении подвижной рамы 22 перегрузочное устройство 16 снимает с плиты 26 изделия и укладывает их в пакет 17 на посту 18 формирования. Отформированный пакет 17 роликовым конвейером 19 подается в обвязочную машину 20. После обвязки отводящим роликовым конвейером 21 пакет отправляется на склад готовой продукции.
После этого цикл повторяется.
Формула изобретения Технологическая линия для изготовления бетонных изделий, содержащая конвейеры, расположенные в двух ярусах параллельно друг другу, размещенные на верхнем ярусе посты предварительной подготовки, формования, на нижнем -термообработки, транспортные тележки со
средствами их перемещения, поддоны, подъемники-снижатели, установленные по концам конвейеров, отличающаяся тем, что, с целью увеличения производительности, линия снабжена дополнительным шаговым конвейером с размещенными на нем постами распалубки, чистки и смазки поддонов, формования, формирования пакетов готовых изделий и установленными на нем перегрузочными устройствами для перекладки изделий с поддонами на транспортные тележки и обратно и укладки их в пакеты, пост формования - двумя формовочными агрегатами, расположенными по обе стороны дополнительного конвейера.
при этом конвейер выполнен в виде шагового толкателя возвратно-поступательного действия, имеющего упоры, контактирующие с поддонами.
э
и
| Технологическая линия для изготовления бетонных изделий | 1976 |
|
SU998117A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
