: Изобретение относится к технологий судостроения и касается конструирования оснастки для сборки объемных блоков корпусов судов.
Известно устройство для сборки объемного блока корпуса судна, содержащее основание-топору для днит щевой секции и кантовочные рамы для монтажа бортовых секций с возможностью их поворота из горизонтального положения в вертикальное для стыкования днищевой и бортовых секций собираемого объемного блока 1}.
Однако у. такого устройства основание-опора выполнено в виде плоского стенда без приспособления для подгонки монтажных стыков с бортовыми секциями.
Цель изобретения - повьаиение производительности работы устройства и точности сборки объемного блока корпуса судна.
Поставленная цель достигается тем, что основание-опора ддя днищевой секции выполнено в виде постели для. ее изготовления, а на осях поворота кантовочных рам смонтированы шаблоны для причерчив ния и контуровки монтажных пазов бортовых и днищевых секций собираемого объемного блока с
возможностью поворота этих шаблонов вокруг осей кантовочных рам, которые снабжены сменйыми лекалами для изготовления бортовых секций собираемого объемного блока.
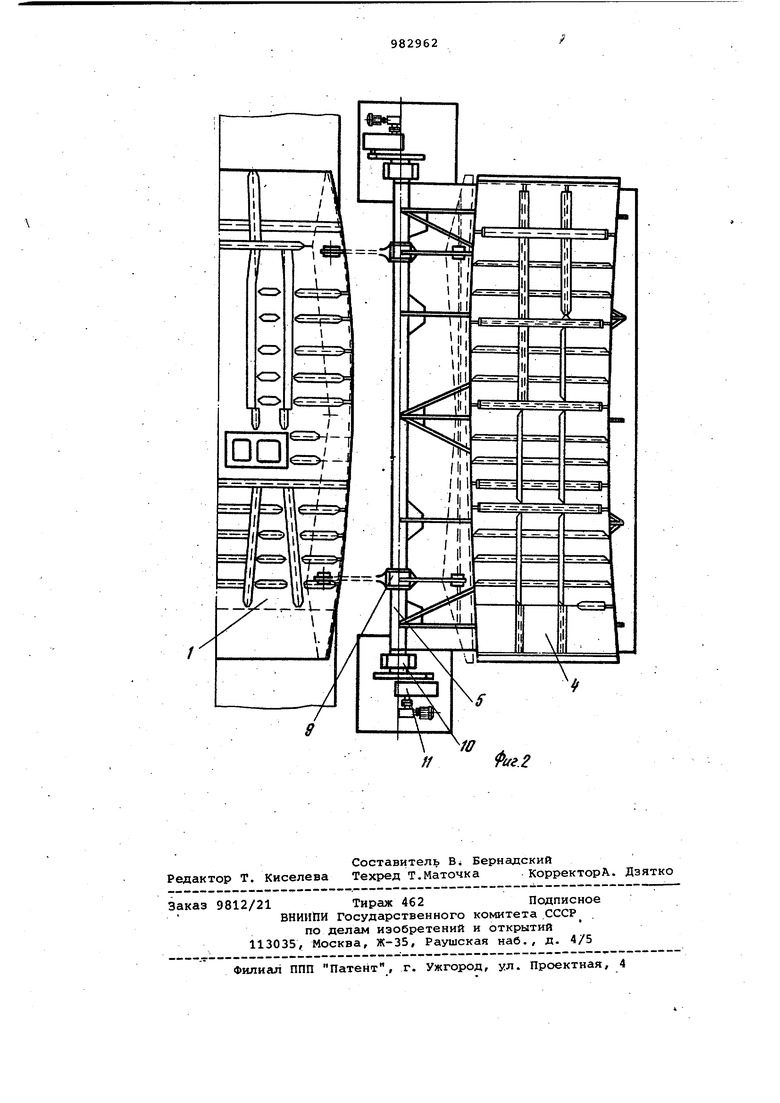
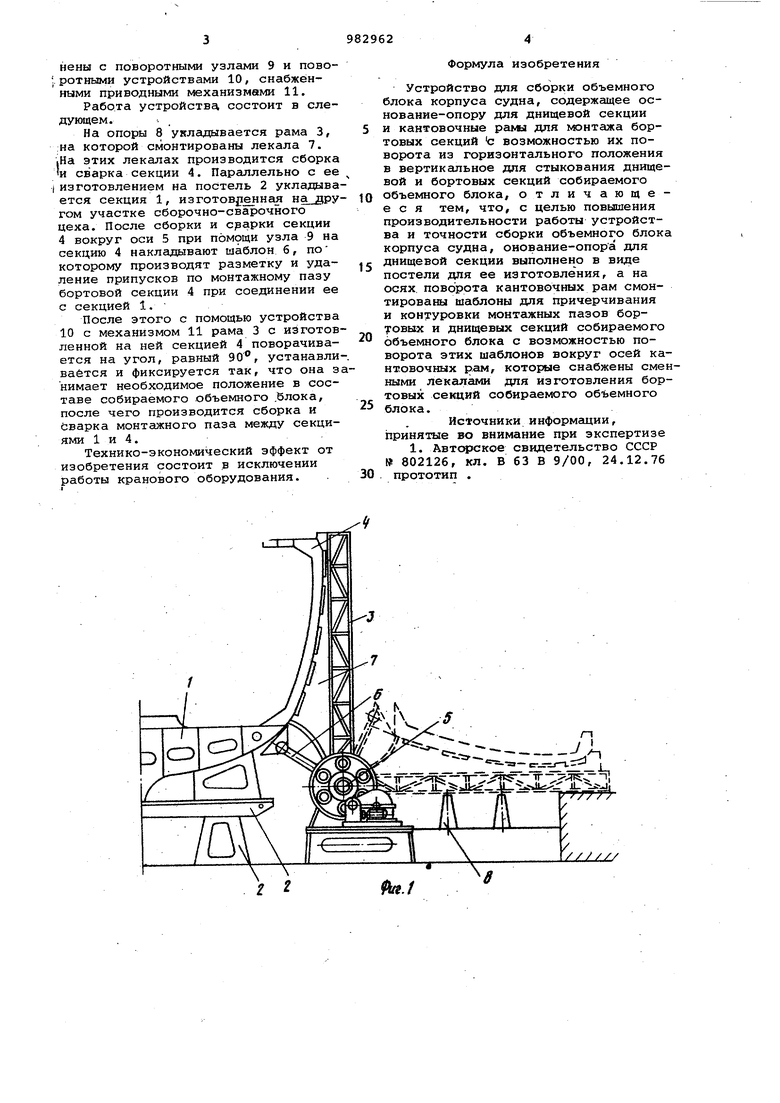
На фиг. 1 схематично изображено описывае1У(ое устройство, вид с торца (с обрывок по продольной плоское-: ти симметрии),-на фиг. 2 - то же,
to вид сверку.
Устройстводля сборки объемного блока корпуса судна содержит основание-опору для днищевой секции 1 этого блока. Это основание-опора
t5 выполнено в виде постели 2 для изготовления секции 1. Устройство также содержит кантовочные 3: для монтажа бортовых секций 4 блока. Рамы 3 выполнены с возтлэж20ностью их поворота из горизонтального положения в вертикальное для стыкования секции 1 и 4. На осях 5 PCIM 3 смонтированы шаблоны 6 для причерчивания и контуровки монтажных стыков секции 1 :и 4. Шаблоны имеют возможность поворота вокруг осей 5, а рамы 3 снабжены сменными лекалами 7 для изготовления секций 4. Рамы 3 в ropi зон таль ном положении по30коятся на опорах 8.. Шаблоны 6 выполЙены с поворотными узлами 9 и пово; ротными устройствами 10, снабжёнными приводными механизмами 11.
Работа устройства, состоит в следующем.
На опоры 8 укладывается рама 3, на которой смонтированы лекала 7. iHa этих лекалах производится сборка и сварка секции 4. Параллельно с ее i изготовлением на постель 2 укладывается секция 1, изготов тенная на другом участке сборочно-сварочного цеха. После сборки и с варки секции 4 вокруг оси 5 при помощи узла 9 на секцию 4 накладывают шаблон б, по которому производят разметку и удаление припусков по монтажному пазу бортовой секции 4 при соединении ее с секцией 1.
После этого с помощью устройства 10 с механизмом 11 рама 3 с изготовленной на ней секцией 4 поворачивается на угол, равный 90, устанавливаётся и фиксируется так, что она занимает необходимое положение в составе собираемого объемного .блока, после чего производится сборка и йварка монтсокного паза между секциями 1 и 4.
Технико-экономический эффект от изобретения состоит в исключении работы кранового оборудования.
Формула изобретения
Устройство для сборки объемного блока корпуса судна, содержащее основание-опору для днищевой секции и кантовочные рама для монтажа бортовых секций с возможностью их поворота из горизонтального положения в вертикальное для стыкования днищевой и бортовых секций собираемого Объемного блока, отличающееся тем, что, с целью повышения производительности работы устройства и точности сборки объемного блока корпуса судна, онование-опора для днищевой секции выполнено в виде постели для ее изготовления, а на осях поворота кантовочных рам смонтированы шаблоны для причерчивания и контуровки монтажных пазов борТовых и днищевых секций собираемого объемного блока с возможностью поворота этих шаблонов вокруг осей кантовочных рам, которые снабжены сменными лекалами для изготовления бортовых секций собираемого объемного блока.
Ис-гочники информгщии, принятые во внимание при экспертизе
1. Автсчзсксе свидетельство СССР 802126, кл. В 63 В 9/00, 24.12.76 прототип .
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления криволинейных днищевых секций корпуса судна и устройство для его осуществления | 1979 |
|
SU787256A1 |
| Устройство для сборки цилиндрической части корпуса судна | 1981 |
|
SU994328A1 |
| Устройство для кантования секций корпуса судна | 1981 |
|
SU998215A1 |
| Способ сборки объемных конструкций борта и днища при формировании блоков корпуса судна | 1983 |
|
SU1105371A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУБЛОКА ЦИЛИНДРИЧЕСКОЙ ВСТАВКИ ДЛЯ СУДНА С ДВОЙНЫМ КОРПУСОМ И ПОВОРОТНОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2460665C1 |
| Способ сборки корпуса судна изСЕКций и уСТРОйСТВО для ЕгО ОСущЕ-СТВлЕНия | 1979 |
|
SU796056A1 |
| Устройство для сборки блоков корпуса судна | 1983 |
|
SU1154141A1 |
| Устройство для изготовления объемного блока корпуса судна | 1979 |
|
SU1224208A2 |
| Способ изготовления сварной панельной конструкции | 1990 |
|
SU1724509A1 |
| Способ изготовления объемного блока корпуса судна | 1979 |
|
SU937265A1 |