V
Изобретение относится к судостроению,
в частности к устройствам для кантования корпуса судна.
/ Известно устройство для кантования секций корпуса судна, содержащее основание с под-ьемной рамой, выполненной с возможностью ее поворота вокруг горизонтальной оси при помощи привода 1.
Однако данное устройство требует для своего размещения значительных площадей, так как кантование осуществляется на обе стороны относительно оси поворота..
Целью изобретения является сокращение производственной площади, занимаемой устройством.
Поставленная цель достигается тем, что устройство снабжено установленным на основании поворотным кругом со стойками, взаимодействующими с подъемной рамой, установленной на указанном круге с возможностью поворота вокруг вертикальной оси.
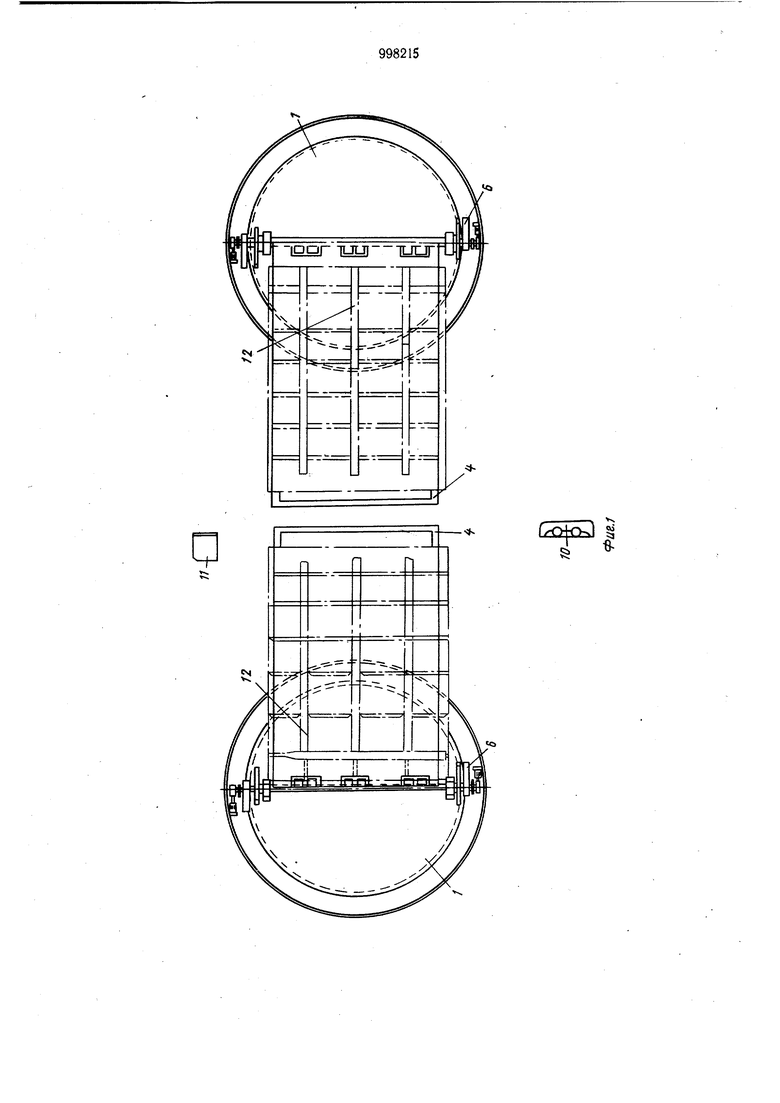
На фиг. 1 схематически изображен план двух устройств и взаимное их расположение в пролете сборочно-сварочного цеха; на фиг. 2 - то же, вид сбоку.
Устройство содержит основание 1, на котором размещен поворотный круг 2 с приводом 3. На поворотном круге 2 смонтирована подъемная платформа 4 с уста- новленными на ней лекалами 5 для сборки
5 секций корпуса. Подъемная платформа 4 снабжена индивидуальными приводами 6, с осью 7 поворота, расположенной в подщипниках 8. В процессе сборки и сварки секции корпуса подъемная платформа опирается на стойки-опоры 9. В районе разме10щения устройства расположены площадки, на которых сосредоточены сборочная оснастка 10 и сварочная аппаратура П. На лекалах 5 постели, распапоженных на подъемной платформе 4, производится сборка и
15 сварка секции 12 корпуса, которая крепится к лекалам постели и подъемной платформе при помощи стяжек, захватов, талрепов или другими известными способами. Устройство работает следующим образом..
20
Поворотная платформа 4 с собранной, на ней секцией 12 разворачивается относительно горизонтальной оси на 90°, и при нахождении ее в вертикальном положении, включается привод 3 поворотного круга 2,
при помощи которого осуществляется поворот круга 2 на 180° вокруг горизонтальной оси. После разворота горизонтальной оси нодъе.мной платформы на 180° поворотный круг останавливается, а подъемная платформа 4 при помощи приводов 6 поворачивается вокруг горизонтальной оси 7 на 90° в нижнее положение на стойки-опоры 9, в результате чего секция 12 оказывается перекантованной на 180° и на ней можно вести сварочные работы в нижнем положении Q обратной стороны (если это плоскостная секция) или внутри (если это объемная днищевая или бортовая секция).
При этом обеспечивается расположение одного комплекта сборочной оснастки 10 и сварочной аппаратуры 11 в зоне размещения подъемной платформы во все периоды изготовления секции.
Возможно размещение двух комплектов устройства в пролете сборочно-сварочного цеха, располагаемых «зеркально одно относительно другого (фиг. 1), когда один комплект сборочной оснастки 10 и сварочной аппаратуры 11 используется для двух устройств. При этом на двух смежных устройствах одновременно должны выполняться разные операции - на одном сборка, а на другом - сварка секции.
Изобретение может быть использовано в сборочно-сварочных цехах при изготовлении секций сейнеров, траулеров и других типов судов малого и среднего водоизмещения и обеспечивает производство сборочных и сварочных работ при изготовлении секций в наиболее удобном нижнем положении. При этом максимально используются площади сборочно-сварочных цехов (участков), не увеличивается количество сборочной оснастки и сварочной аппаратуры снижается трудоемкость сборочных и сварочных работ.
Формула изобретения
Устройство для кантования секций корпуса судна, содержащее основание с подъемной рамой, выполненной с возможностью ее поворота вокруг горизонтальной оси при помощи привода, отличающееся тем, что, с целью сокращения производственной площади, занимаемой устройством, оно снабжено установленным на основании поворотным кругом со стойками, взаимодействующими с подъемной рамой, установленной на указанном круге с возможностью поворота вокруг вертикальной оси.
Источники информации, принятые во внимание при экспертизе I. Авторское свидетельство СССР № 347234, кл. В 63 В 9/00, 1972 (прототип).
f/okVv
6
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки объемного блока корпуса судна | 1980 |
|
SU982962A1 |
| Постель для сборки судовых конструкций | 1978 |
|
SU712316A1 |
| Способ сборки корпуса судна изСЕКций и уСТРОйСТВО для ЕгО ОСущЕ-СТВлЕНия | 1979 |
|
SU796056A1 |
| Устройство для сборки цилиндрической части корпуса судна | 1981 |
|
SU994328A1 |
| Постоянная постель для сборки и сварки секций корпуса судна | 1979 |
|
SU856892A1 |
| Устройство для сборки секцииКОРпуСА СудНА | 1979 |
|
SU800014A1 |
| СПОСОБ СБОРКИ КОРПУСА СУДНА ИЗ ЛЕГКОГО СПЛАВА И СТАПЕЛЬ-ПОСТЕЛЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2249532C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУБЛОКА ЦИЛИНДРИЧЕСКОЙ ВСТАВКИ ДЛЯ СУДНА С ДВОЙНЫМ КОРПУСОМ И ПОВОРОТНОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2460665C1 |
| Постель для сборки секций корпуса судна | 1989 |
|
SU1687502A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ СБОРКИ И СВАРКИ КУЗОВОВ АВТОМОБИЛЕЙ | 1995 |
|
RU2102210C1 |