1
Изобретение относится к технологическому оборудованию для из гртовления трагнсформаторов и может быть использовано в электротехнической и радиоэлектрбнной промышленности.
Известно устройство для намотки ленточных магнитопроводов, имеющих форму рулона, которое содержит шпиндель с закрепленной на нем пЬлой оправкой с пазом на боковой поверхности, устройство для подачи лен ты к шпинделю, механизм зажима ленты, устройство для резки ленты и сварочный аппарат для закрепления ленты. Механизм зажима ленты выполнен в виде, эксцентрика, установленного в полой оправке и связанного с приводом 1 .
Недостаток устройства состоит в том, что намотанные магнитопроводы имеют низкое качество. Конец ленты зажимаемый в оправке, на готовом сердечнике остается отогнутым в полость сердечника и имеет вид уса. При намотке на магнитопровод витков обмотки этот ус мешает намотке, вызывает обрывы обмоток и препятствует равномерной намотке обмоток. Этот недостаток особенно проявляется при намотке сердечников из упругой ленты, при относительно толстой ленте и при тонких обмотках, навиваемых на сердечник. Удаление,
10 же уса из полости сердечника представляет собой трудоемкую операцию, особенно при малом внутреннем диаметре сердечника, поскольку извлечь ус наружу невозможно из-за приваренf5ного внутреннего витка.
Наиболее близким техническим решением к изобретению является устрой ство, содержащее намоточную оправку с фигурным пазом для заправки лен
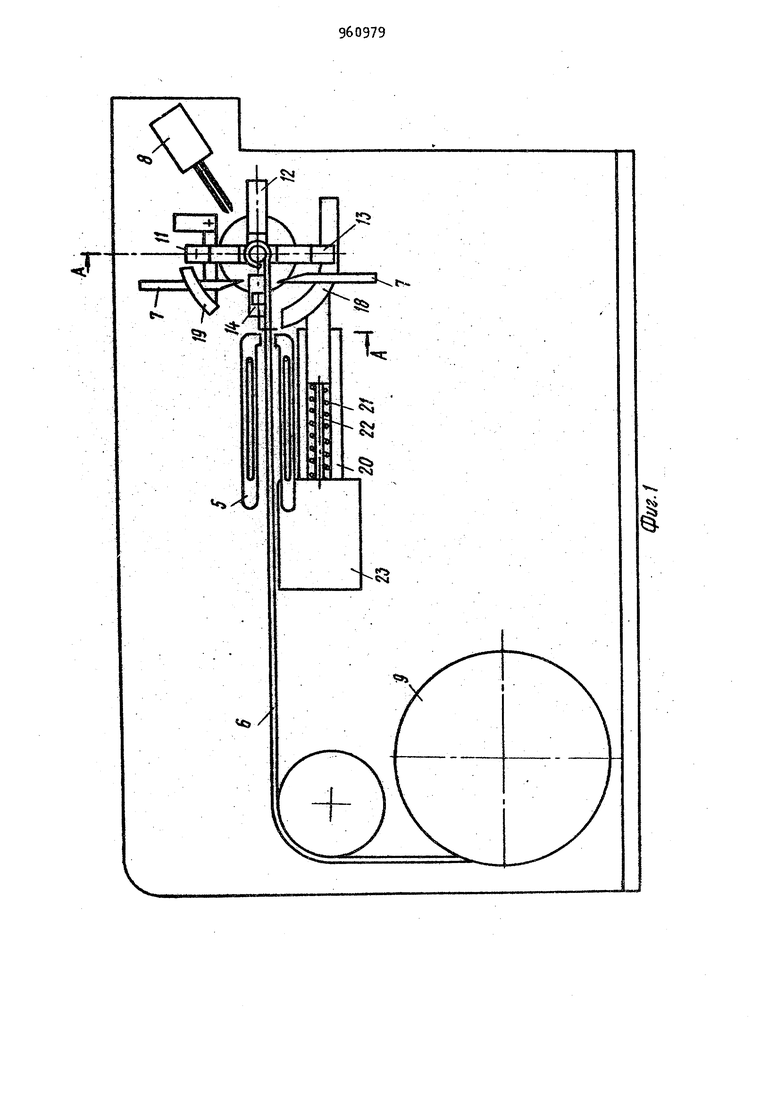
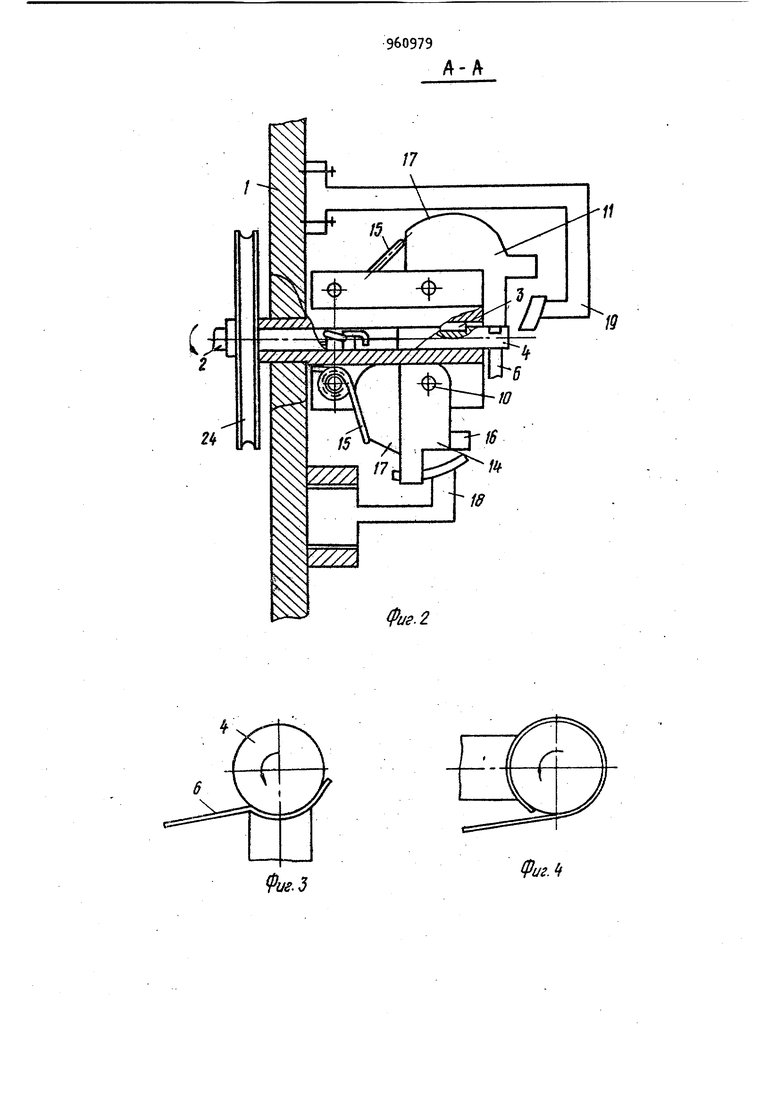
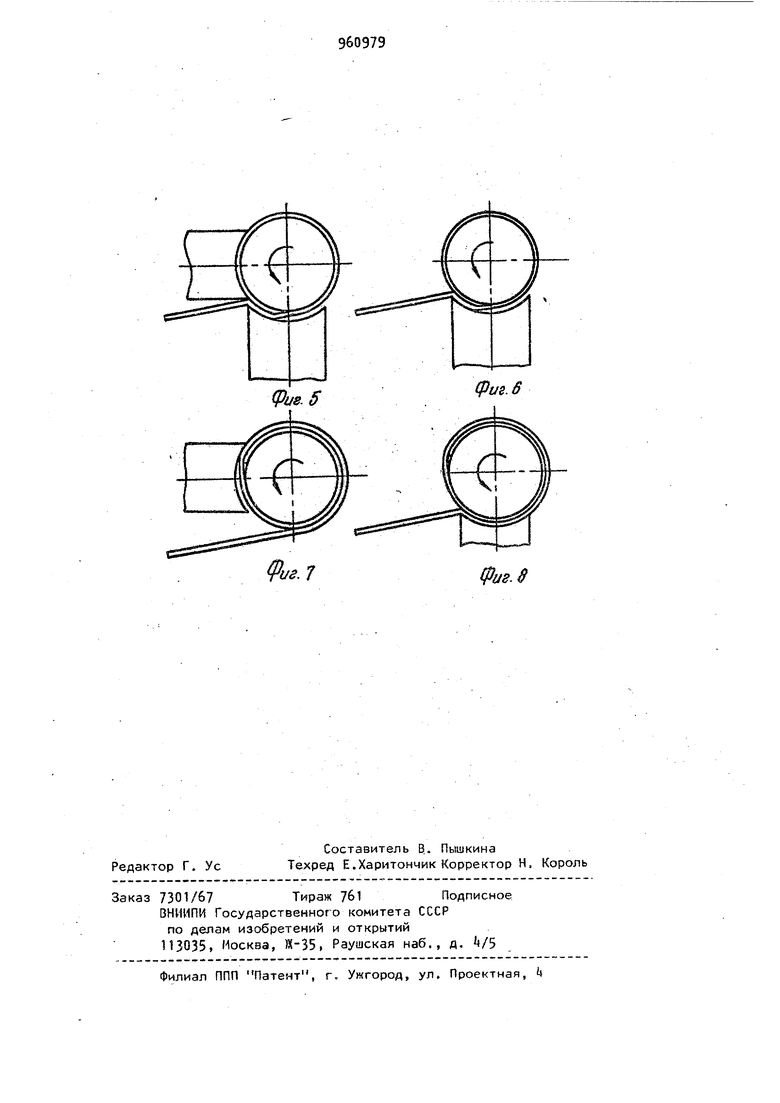
20 ты, установленную в шпинделе, механизм подачи ленты к оправке и заправки ее в оправку, механизм резки и механизм закрепления наружного яитка на намотанном магнитопроводе. В намоточной оправке перпендикулярно к обр.азующей поверхности выполнено отверстие, в котором установлен резец. Лента из смоточного устройства механизмом подачи заправляе ся в паз оправки, где она и удерживается при намотке магнитопровЪда. При достижении магнитопроводом заданного размера происходит остановка шпинделя и закрепление последнег йитка. Далее пневмоцилиндром переме щают оправку вдоль своей оси и магнитопровод, угмраясь в щеку, снимается с оправки. При этом происходит отрезка заправочного- конца ленты ре цом, закрепленным в отверстии оправ .ки г. Однако качество изготовленнных .магнитопроводов все же недостаточно высокое. При обрезке уса часто происходит распускание намотанного ма1- нитопровода или перекос витков под действием ножа. При этом магнитопроводы идут в брак. Кроме того, пр тонкой ленте добиться надежного отрезания только заправочного конца практически невозможно из-за неизбежного быстрого притупления ножа. результате.происходит или недорез заправочного ножа, или отрезается сразу несколько витков, что в том и другом с.лучае так же ведет к браку. Цельда изобретения является повышение качества магнитопроводов за счет исключения распушения витков и перекоса витков ленты. Поставленная цель достигается те что устройство для намотки ленточных магнитопроводов содержит два уп ра, один из которых жестко закреплен на станине и расположен по одну сторону от оси вращения шпинделя другой - снабжен приводом возвратно поступательного перемещения, установленным на станине, и расположен по другую сторону от оси вращения шпинделя, а механизм фиксации ленты выполнен в виде подпружиненных прижг мов, шарнирно установленных, на шпинделе и расположенных вокруг оправки , Г1ри этом оба упора поочередн контактируют с каждым прижимом, На фиг. 1 изображено устройство, общий вид; на фиг. 2 - разрез Л-А на фиг. 1; на фиг. 3. - 8 - последовательные .стадии технологического процесса намотки первого витка магнитопровода. 4 Устройство для намотки ленточных магнитопроводов содержит закрепленные на станине 1, шпиндель 2с установленной внутри него на шпонке 3 оправкой k, механизм подачи 5 ленты 6 к оправке 4, механизм резки 7, i механизм закрепления витков 8 и смоточное устройство 9. На шпинделе 2 вокруг оправки k шармирно на осях 10 установлены четыре прижима П-Й каждый из которых подпружинен пружиной 15 и имеет молоточек 16, для удержания ленты 6 на оправке. Профильная часть каждого прижима с которой взаимодействует пружина 15 име ет фигурный контур 17, обеспечивающий фиксирование прижима в крайнем, отведенном от оправки, положении и упругое поджатие прижима в положении когда его молоточек 16 опирается на оправку. На станине 1 вблизи шпинделя 2 закреплены подводящий упор 18 и отводящий упор 19. Подводящий упор 18 установлен в направляющих 20, прикрепленных к станине, под- : пружинен Пружиной 21 и тягой 22 соединен с электромагнитом 23, для перемещения его по направляющим, Упиндель приводится во вращение через шкив 24. Устройство работает следующим образом. Лента 6 из смоточного устройства 9 подается механизмом подачи 5 к оправке 4. Подводящии упор перемещают по направляющим 20 электромагнитом 23 в крайнее положение, подводя его к .прижимам. Прижим 11, взаимодействуя с подводящим упором, поворачивается на оси 10 и своим молоточком 1$ прижимает ленту к оправке так, чтобы ее конец выступал за прижим. Шпиндель -2 приводят во вращение через шкив 24 с малой скоростью, наматывая ленту на оправку. При вращении шпинделя прижим 11 остается в поджатом положении и удерживает ленту на оправке, а очередной прижим 12 и последующие прижимы 13 и 1 поочередно подводятся к оправке подводящим упором и ррижимают ленту к оправке. Последний, из вступающих в работу, прижим 14 одновременно прижимает очередной участок ленты и выступающий из под прижима И конец ленты. При дальнейшем вращении шпинделя прижим 11 отводится от оправки под действием отводящего упора 19 и, обойдя ленту, вновь подводится к оправке
подводящим упором. Последующие.прижимы 12 - Ц поочередно совершают аналогичные действия.
После намотки необходимого числа витков, достаточном для надежного стопорения ленты на оправке, подводящий упор отводят от. прижимов электромагнитом. Все прижимы под действием отводящего упора отводятся от оправки и фиксируется в отведенном положении пружинами 15. Затем производят сварку намотанных витков механизмом закрепления витков 8, после чего скорость врацения шпинделя увеличивают и намотку магнитопровода производят до достижения задан ного размера без участия прижимов. После остановки шпинделя механизмом закрепления витков 8 производят сварку наружного витка Hia намотанном магнитопроводе, механизм резки 7 отрезает ленту и готовый магнйтопровод снимают с оправки.
Использование предлагаемого устройства позволяет не только повысить качество изгotoaляeмыx магнйтопроводоа, но и уменьшить расход дефицитного материала за счет обеспечения безотходной намотки магнитопро80ярв и снижение брака, а также сократить количество рабочих, зайятых на намотке магнитоп5юводов.
Формула изобретения
Устройство для намотки ленточных магнитопроводов, содержащее станину, намоточную оправку, закрепленную в шпинделе, механизм резки, механизм закрепления витков, механизм подачи ленты к оправке и механизм фиксации ленты на оправке, отличающеее я тем, что, с целью повышения качества магни.топроводов за счет исключенияраспушения витков и перекоса витков ленты, устройство содеря жит два упора, один из которых жестко закреплен на и расположен па одну сторону от оси вращения шпин деля, другой - снабжен приводом возвратно-поступательного перемещения, установленным на станине,и расположен по другую сторону от оси вращения шпинделя, а механизм фиксации ленты выполнен в виде подпружиненных прижимов, шарнирно установленных на шпинделе и расположенных вокруг оправки при этом оба упора поочередно контактируют с каждым прижимом. Источники информации, принятые so внимание при экспертизе
1,Авторское свидетельство СССР Н 508809, кл. Н 01 F tt 1 /oi, 1975.
2,Авторское свидетельство СССР If 90196, кл. Н OV F 1/02, 197t.
JА-А


//
U8.2
Й/.J
Фиг л
