Известно устройство для формовки магнитопроводов, снабженное механизмом подачи оправок из магазина к намоточному шпинделю, сварочной головкой и приводным механизмом.
В предлагаемом устройстве для формовки магнитопроводов механизм подачи оправок в канал выполнен в виде двух соосно установленных толкателей. Канал шпинделя состоит из двух полуцилиндрических вкладышей с калиброванным прямоугольным каналом, размещенных внутри враш,аюш,ейся втулки. Против шпинделя установлен пневматический упор, враш,аюш,ийся шток которого снабжен металлическим диском с расположенным в центре диска подпружиненным толкателем. Перпендикулярно оси шпинделя установлена сварочная голоака, вынолнеппая в виде U-образного корпуса с двумя параллельно расположенными пневмокамерами, одновременно перемещаемые штоки которых несут электроды. В зоне навивки под оправкой установлен прижимной ролик. Устройство позволяет улучшить качество магнитопроводов.
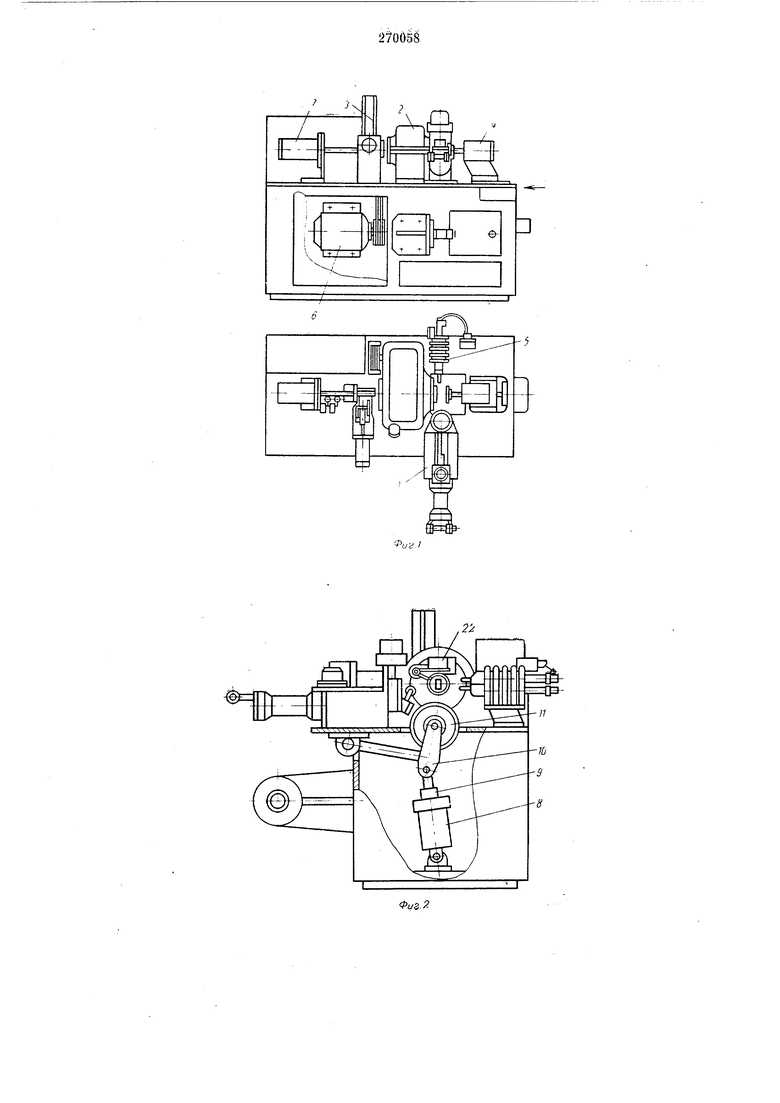
На фиг. 1 показано предложенное устройство; на фиг. 2 - узел обкатывания; на фиг. 3 - узел шпинделя; на фиг. 4 - узел пневматического упора; на фиг. 5 - сварочная головка.
Устройство для формовкп магнитопроводоб
содержит узел 1 заправки и резки ленты, узел
2 шпинделя, магазин 3 накопления оправок,
пневмоупор 4, сварочную головку 5, привод 6
н пневмоцилиндр 7.
Узел обкатывания состоит пз пневмоцилиндра 8, толкателя 9, рычажного механизма 10 и обкатывающего поджимного ролика //.
В стакане 12 узла шпинделя установлены разрезные вкладыши 13, которые образуют прямоугольный канал для прохода оправок магнитопроводов. Пнлнндрическая шестеренная пара 14 связана с приводом посредством
клиноременноГ передачи от шкива 15.
Корпус 16 пневмоупора выполнен в виде нневмокамеры. В ппевмоупоре установлен шток с поршнем и враш.ающи.мся диском 17, в центре которого расположен толкатель 18,
предназначенпып для отбрасывания навитой заготовки в случае намагннчиваппя п залппаиия ее.
Корпус 19 сварочной головки выполнен в 1И1-де двух параллельных пневмокамер, через
штоки которых проходят токопроводящие штапгп 20 с утолщенными передппмн частямп, имеющпмн конусные отверстия, куда вставляются бронзовые электроды 21 такой конфигурацш, которая обеспечивает мипимальное Перед началом работы на полз- автомате в магазин 3 наконления онравок и в канал ишинделя номещаются оправки. Из магазина иакоилеыня оправка попадает против шнннделя. Одновременно подводится нневмоупор 4, и шток пневмо подает оправку в диск пневмоупора. Конец стальной ленты пропускается через окно узла резки и заправки ленты и отрезается ножами. Конец леиты при этом отгибается. Толкателем узла резкн и заправки лента подается в прорезь оправки, подводится поджимной ролик 7/ и устройство включается на автоматический режим. Вал шпинделя начинает врандаться. Во время навивки лента- направляется торцами вкладышей шпинделя и ш;екой заднего пневмоунора, исключая неровную навивку по торцам заготовки. Поджимной ролнк 11 обеспечивает плотную укладку ленты в навиваемой заготовке. При достижении заготовкой магнитопровода заданных размеров узел 22 контроля толпцгны навивкн подает команду на остановку шпинделя. После этого сварочная головка 5 приваривает последний виток ленты на заготовке. Одновременно со сваркой нроисходит отрезка ленты. После приварки последнего витка поджимной ролик 11 и пневмоупор отводятся, а шток толкателя (см. фиг. 1) выталкивает заготовку и возврапдается за новой оиравкой. Из магазина наконления подается следующая оправка и одновременно с этим подводится задний пиевмоунор. Пневмотолкатель посылает оправку в канал вала шпинделя; толкатель узла заправки и резки ленты подает ленту в прорезь оправки, подводится поджимной ролик 11 и дается команда на пуск шпинделя. Процесс повторяется. Предмет изобретения Устройство для формовки магнитопровОдов, снабженное механизмом подачи оправок из магазина к намоточному шпинделю, механизмом иодачи и отрезки ленты, сварочной головкой и приводным механизмом, отличающееся тем, что, с целью улучшения качества формовки магнитопроводов, механизм подачи выполнен в виде двух соосно установленных толкателей, служаш,их для подачи оправок из магазина в канал шпинделя, образованный из двух полуцилиидрических вкладышей с калнброваиным нрямоугольным каналом, размеш;енных внутри врашающейся втулки с напрессованной на нее шестерней, связанной с приводным механизмом, против шпинделя установлен нневматический упор, враш;аюш,ийся шток которого снабжен металлическим диском, с расположенным в центре диска подпружиненным толкателем, предназначенным для обеспечения плоскостности торца намотки, а перпендикулярно к оси шпинделя установлена сварочная головка, выполненная в виде U-образного корпуса, снабженного двумя параллельно расположенными пневмокамерами, неремещаемые одновременно штоки которых несут электроды, служаш,ие для сварки верхнего витка магнитопровода, а в зоне навивки под оправкой установлен прижимной ролик, шарнирно укрепленный на рычаге, перемещаемом пневмотолкателем.
Ы
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления витыхлЕНТОчНыХ МАгНиТОпРОВОдОВ | 1979 |
|
SU847383A1 |
| Устройство для навивки магнитопроводов | 1977 |
|
SU942177A1 |
| Устройство для изготовления витых ленточных магнитопроводов | 1978 |
|
SU942178A1 |
| Устройство для навивки магнитопроводов | 1975 |
|
SU610195A1 |
| Автомат для навивки магнитопроводов | 1983 |
|
SU1191958A1 |
| Автомат для навивки ленты на оправку | 1977 |
|
SU684627A1 |
| Поточно-механизированная линия для изготовления витых ленточных магнитопроводов | 1980 |
|
SU959172A1 |
| Поточная линия для изготовления витых ленточных магнитопроводов | 1983 |
|
SU1140181A1 |
| Устройство для изготовления витых ленточных магнитопроводов | 1981 |
|
SU983770A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ВИТЫХ ЛЕНТОЧНЫХ МАГНИТОНРОВОДОВ | 1969 |
|
SU235188A1 |

I е1ЛИТ 1/ Ф,у j
41ччч ч ч 1
№.
