(54) МНОГОКАНАЛЬНЫЙ БРИКЕТИРОВОЧНЫЙ ПРЕСС ВЕЙДЭ-КУРИЛОВА
| название | год | авторы | номер документа |
|---|---|---|---|
| Многоканальный брикетировочный пресс | 1977 |
|
SU709384A1 |
| Брикетировочный пресс | 1985 |
|
SU1219413A1 |
| Подающее устройство для брикетного штемпельного пресса | 1980 |
|
SU863428A1 |
| Брикетировочный пресс | 1989 |
|
SU1801775A1 |
| Пресс брикетный | 1979 |
|
SU863407A2 |
| Привод кривошипного пресса | 1987 |
|
SU1473970A1 |
| Устройство для прессования стеклоизделий | 1986 |
|
SU1636353A1 |
| Роторный штамповочный пресс для изготовления двухслойных брикетов | 1990 |
|
SU1752577A1 |
| Автомат для горячей высадки изделийСТЕРжНЕВОгО ТипА | 1979 |
|
SU814543A1 |
| Холодновысадочный автомат | 1978 |
|
SU680798A1 |
1
Изобретение относится к машиностроению и может быть использовано в торфяной и угольной промышленности для получения топливных брикетов, а также в других отраслях промышленности при брикетировании различных материалов.
/ Известен многоканальный брикетировочный пресс, содержаш,йй корпус и смонтированные в нем кривошипы с опорами коленчатого вала, ползуны с опорами кривошипных шеек коленчатого вала, закрепленные по обе стороны каждого ползуна штемпели и смонтированные соосно штемпелям матрицы, а также привод, кинематически связанный с кривошипами 1.
Недостатком такого пресса являются плохие условия заполнения матриц брикетируемым материалом, что сдерживает по.вышение производительности пресса.
Цель изобретения - повышение производительности пресса.
Поставленная цель достигается тем, что многоканальный брикетировочный пресс, содержащий корпус и смонтированное в нем кривошипы с опорами коленчатого вала, ползуны с опорами кривошипных шеек коленчатого вала, закрепленные по обе стороны каждого ползуна штемпели и смонтированные соосно штемпелям матрицы, а также привод, кинематически связанный с кривошипами, снабжен установленными на входе каждой из матриц парами роторов с цилиндрическими углублениями на наружной поверхности, а также механизмом прерывистого врашения роторов с передаточным механизмом, кинематически связанным с приводом, при этом оси матрицы и соответствующей пары роторов расположены в одной плоскости.
Пресс снабжен маховиками и упругими элементами, установленными в передаточном механизме.
Ведущие звенья механизмов прерывистого врашения каждой пары роторов смонтированы с угловым смешением относительно друг друга.
Пресс может быть снабжен бункером с разбрасывателем, кинематически связанным с приводом, или шнековыми питателями, размещенными над каждой парой роторов, а также системой .смазки гидрофобизирующей жидкостью наружной поверхности роторов. .
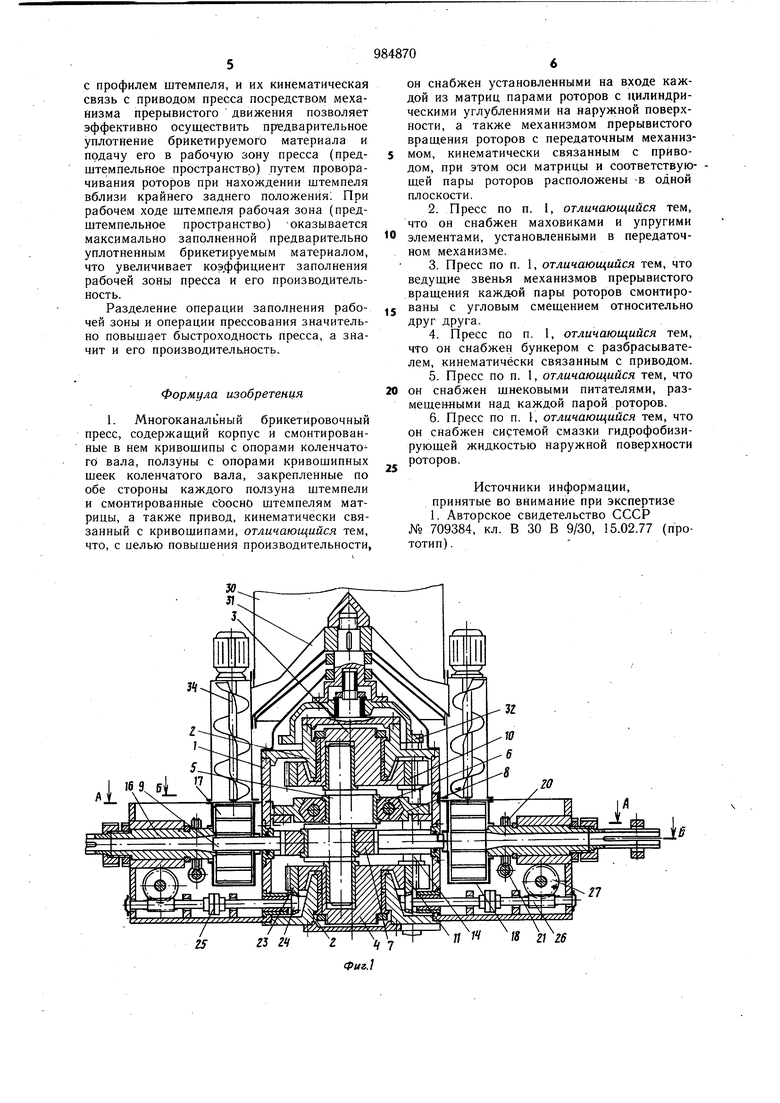
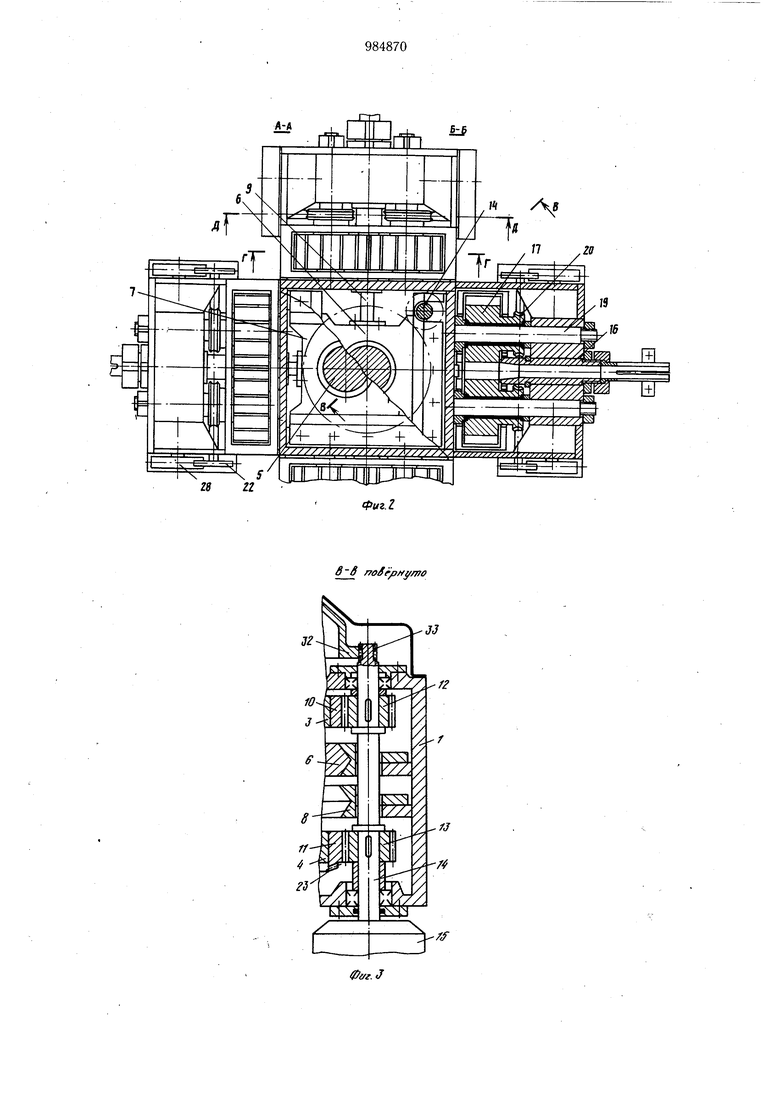
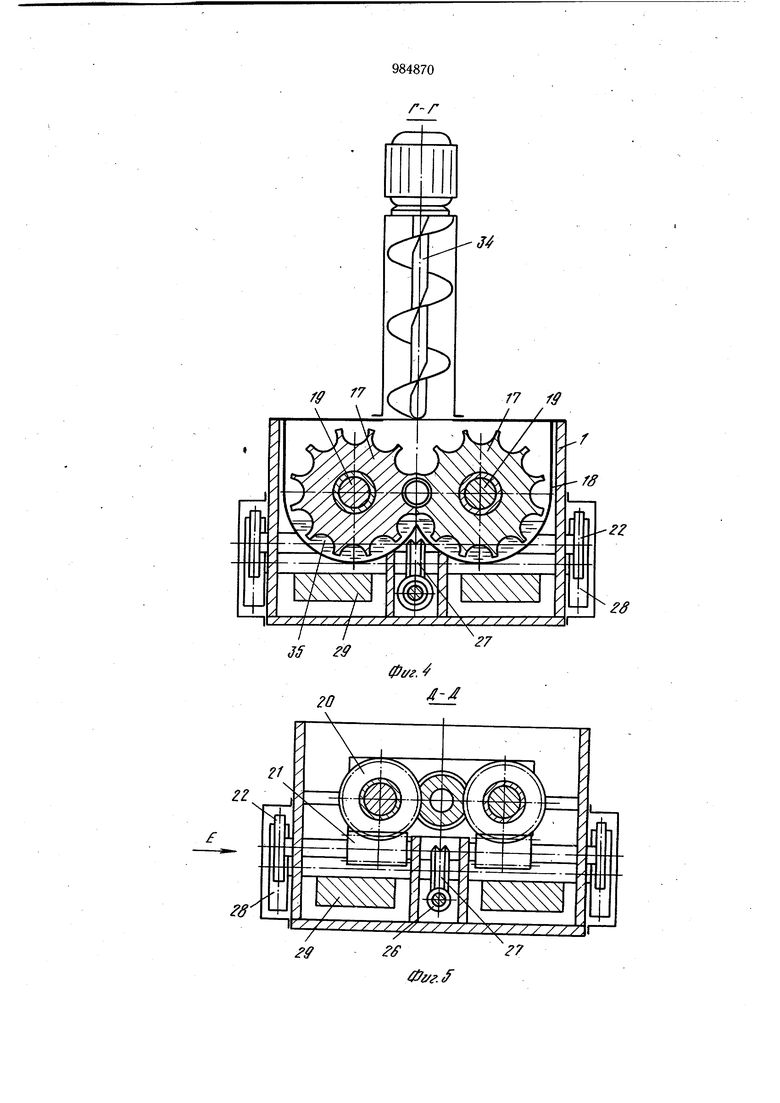
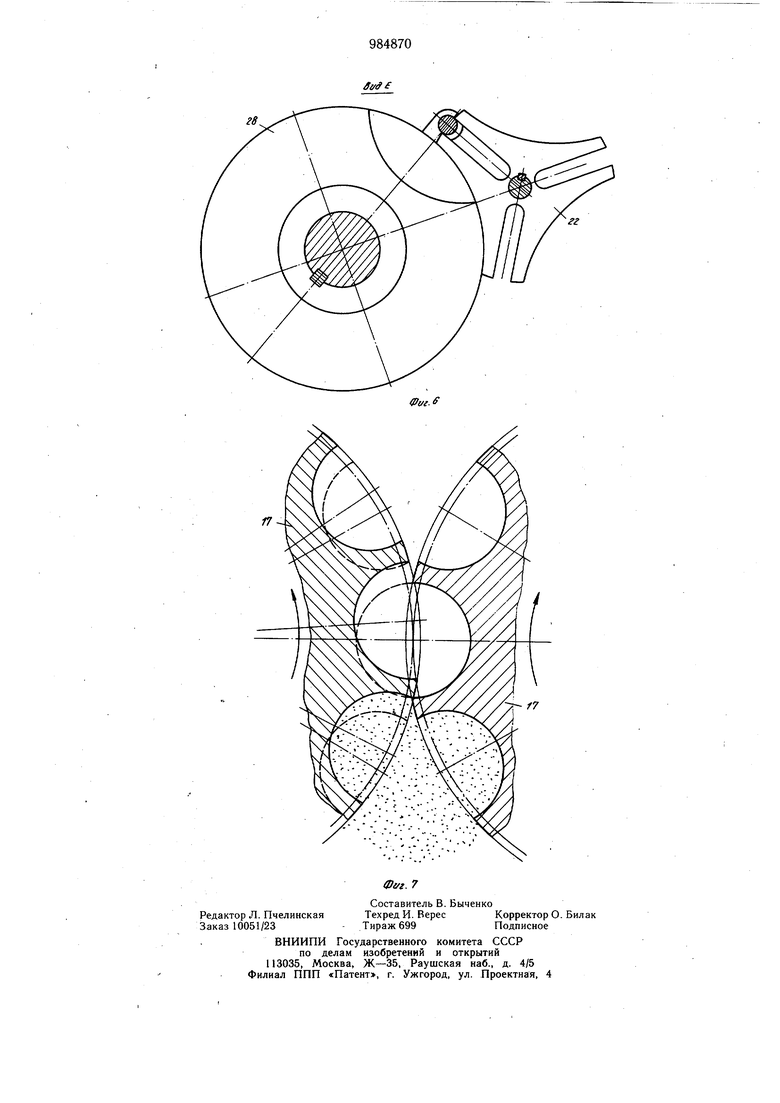
На фиг. 1 изображен пресс, разрез по осям штемпелей одного из ползунов; на фиг. 2 - совмещенные разрезы А-А и Б-Б на фиг. 1; на фиг. 3 - разрез В-В на фиг; 2; на фиг. 4 - разрез Г-Г на фиг. 2; на. фиг. 5 - разрез Д-Д на фиг. 2; на фиг. б - вид Е на фиг. 5; на фиг. 7 - роторы, поперечное сечение.
Пресс состоит из корпуса представляющего собой сварную или литую конструкцию, устанавливаемую на фундаменте. В центре корпуса, сверху и снизу имеются обоймы 3, в которых на подщипниках установлены кривощипы 2 и 4 с опорами для опорных шеек коленчатого вала 5. В ползунах 6 и 7, смещенных относительно друг друга, выполнены опоры кривошипных щеек коленчатого вала. Перемещение ползунов осуществляется в направляющих 8, закрепленных в корпусе пресса.
По обе стороны каждого ползуна установлены штемпели 9. На кривошипах имеются зубчатые колеса 10 и 11, находящиеся в зацеплении с шестернями 12 и 13 соединительного вала 14. Соединительный вал через муфту-маховик 15 связан с электродвигателем пресса. Брикетирование осуществляется в матрицах 16, установленных в корпусе пресса.
Роторы 17, имеющие профильные цилиндрические углубления на наружной поверхности, установлены в корпусах 18 на входе матриц по два на каждый штемпель на осях 19, расположенных в одной плоскости с соответствующими осями матриц. Корпуса 18 крепятся на корпусе пресса 1. На каждом роторе установлен венец 20 колеса червячной передачи, на червяке 21 этой передачи установлен мальтийский крест - ведомое звено передаточного механизма 22, связанного с приводом и предназначенного для передачи движения механизму 23 прерывистого вращения.
На нижнем кривошипе закреплено коническое зубчатое колесо, находящееся в зацеплении с конической шестерней 24, связанной через упругую муфту 25 с червяком 26 и червячным колесом 27, передающим вращательное движение на ведущее звено 28 мальтийского механизма. На валах, соединяющих червячное колесо 27, с ведущими звеньями 28 мальтийского механизма, закреплены маховики 29.
Над центром пресса установлен бункер 30 с разбрасывателем 31, закрепленным на зубчатом колесе 32, находящемся в зацеплении с шестерней 33, установленной на соединительном валу 14.
Пресс снабжен шнековыми питателями 34, установленными над каждой парой роторов и соединенными с бункером 30.
В корпуса 18 заливается гидрофобизирующая жидкость 35, чем осуществляется картерная система смазки (возможна и циркуляционная система смазки с помощью сопел или коллекторов).
Многоканальный брикетировочный пресс работает следующим образом.
При вращении двигателя крутящий момент через муфту-маховик 15 передается на соединительньш вал 14. Посредством зубчатой передачи через шестерни 12 и 13 и зубчатые колеса 10 и 11 во вращение приводятся кривошипы 3 и 4, которые вращают коленчатый вал 5, при этом ползуны 6 и 7 совместно с закрепленными на них
штемпелями 9 совершают возвратно-поступательное движение по направляющим 8. Вращение кривошипов и коленчатого вала происходит в противоположных направлениях. С помощью конического зубчатого колеса и шестерни 24 вращ,ение от нижнего кривошипа 4 передается через упругую муфту 25 и червячную передачу, состоящую из червяка 26 и червячного колеса 27, на два ведущих звена 28 мальтийских механизмов, предназначенных для двух роторов одного штемпеля. В момент зацепления ведущих звеньев 28 мальтийских механизмов с мальтийскими крестами вращательное движение через червяк 21 и червячное колесо 20 передается на роторы 17. При этом путем смещения ведущих звеньев мальтийских
5 механизмов относительно друг друга в угловом направлении, вращение одного из двух роторов, относящихся к одному штемпелю, начинается и заканчивается несколько раньще другого. Проворачивание роторов совершается в момент нахождения штемпелей вблизи крайнего заднего положения.
На разбрасыватель 31, установленный в бункере 30, крутящий момент передается через зубчатую передачу, состоящую из колеса 32 и щестерни 33, от соединительного вала 14. Вращение шнековых питателей 34 осуществляется от собственных двигателей, установленных на каждом питателе.
0 Брикетируемый материал поступает в бункер 30 и разбрасывателем 31 подается к щнековым питателям 34. Шнековые питатели подают материал к роторам 17 и осуществляют его предварительное уплотнение.
5 При неподвижном положении роторов брикетируемый материал заполняет профильные канавки, а при их проворачивании уплотняется и поступает в рабочую зону пресса.
,j При рабочем ходе штемпелей 9 происходит окончательное прессование брикета и его проталкивание в матрицы 16.
При проворачивании роторов их наружная поверхность смазывается гидрофобизирующей жидкостью, заливаемой в корпу5 се 18.
Установка на входе матриц роторов с профильными углублениями на наружной поверхности, образующими в месте каса-. Нин роторов друг с другом замкнутый объем
с профилем штемпеля, и их кинематическая связь с приводом пресса посредством механизма прерывистого движения позволяет эффективно осуществить пргедварительное уплотнение брикетируемого материала и подачу его в рабочую зону пресса (предштемпельйое пространство) путем проворачивания при нахождении штемпеля вблизи крайнего заднего положения: При рабочем ходе штемпеля рабочая зона (предштемпельное пространство) оказывается максимально заполненной предварительно уплотненным брикетируемым материалом, что увеличивает коэффициент заполнения рабочей зоны пресса и его производительность.
Разделение операции заполнения рабочей зоны и операции прессования значительно повышает быстроходность пресса, а значит и его производительность.
Формула изобретения
ОН снабжен установленными на входе каждой из матриц парами роторов с цилиндрическими углублениями на наружной поверхности, а также механизмом прерывистого вращения роторов с передаточным механизмом, кинематически связанным с приводом, при этом оси матрицы и соответствующей пары роторов расположены -в одной плоскости.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 709384, кл. В 30 В 9/30, 15.02.77 (прототип).
rfoSe ffy/no
32 zJV
JJ A
гв
/
г/г.
