1
Изобретение относится к изготовлению инструмента, используемого при изолирооаиии металлических жил кабельных иэделий.
В кабельной промышленности широко используются инструменты с твердоспла иыми вставками и вставками из сннт&тических алмазов.
Такие вставки прнмешпотся, например, в волоках, причем для их закрепления используются различные методы, Б частности твердосплавная вставка может закрепляться диффузисншой сваркой i либо пайкой медью шш латунью 2 .
Однако фиксация твердосплавной В тавки в дорне по сравнению с ее фиксацией в волоке имеет свою спепифику, так как в волоке усилие волочения прижимает вставку к буртику -конусной поверхности корпуса, в то время как в дорне изолируемая жила вырвать вставку из корпуса. Крюме того, при испош зовании вставки из синтетического алмаза при существующем уровне техники не могут быть использованы ни пайка, ни диффузионная сварка.
Наиболее близким к -предлагетлсллу является способ иэтчуговления дерна для наложения полимерного покрытия на кабельное изделие, включающий установку износостойксЛ вставки в ступенчатый 1шнал заготовки, фиксацию вставки в канале путем горячей деформашш заготовки с помощью пуаисона и последующую обточку наружн(Л части заххуговки на конус з.
15
В этом способе твердосплавную вставку устанавливают в корпусе, предварительно нагретом до температуры 56О-. 600 С (в случае использования латунно
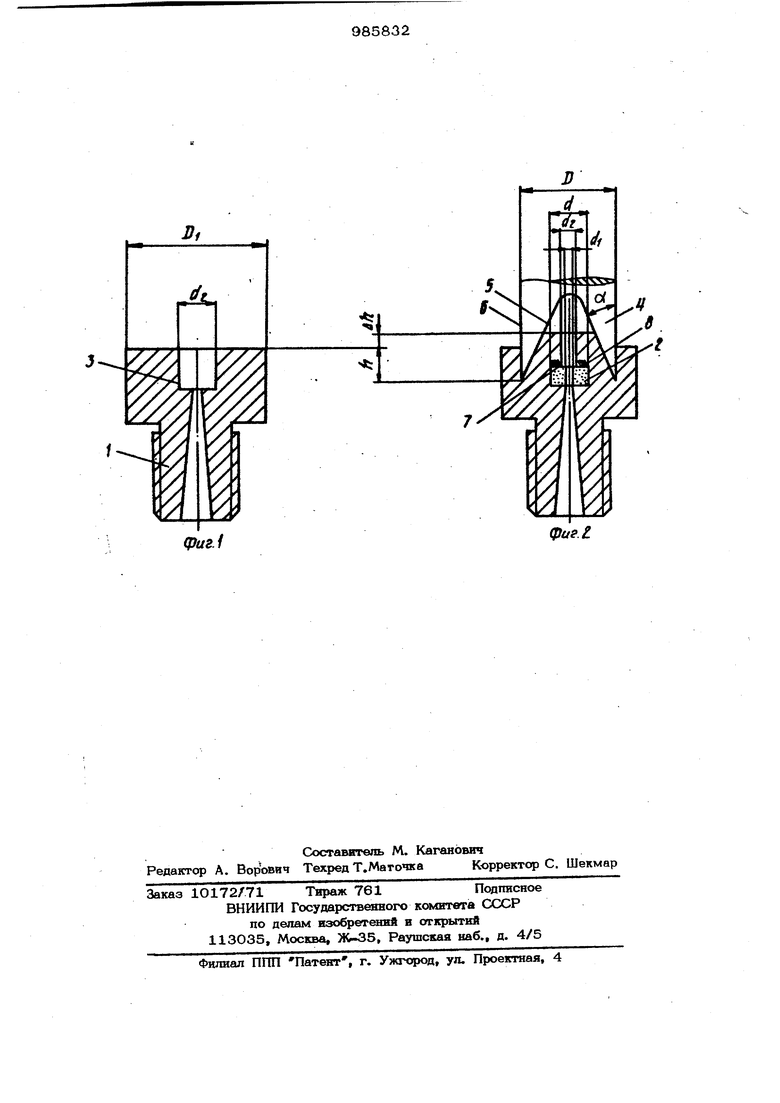
20 го корпуса) или температуры 8409ООс (при использовании стального корпуса) Н осаживают корпус плоским пуансоном. При осадке металл течет в поперечном относительно оси дорна направлении, вследствие чего прочность оставшегося после обточки деформированного участка дорна на |зазрыв в направлении оси дорна получается ниже его прочности в исходном состояшш. Этот недостаток приводит к разрушению концевой части дорна с отрывом участка корпуса в районе переднего вставки задолго до наступления ее износа. Цель изобретения - устранение указанного недоста- ка. Дпя этого используют кольцевой ну- адсон с внутренней конической поверх- Нсхзтью и сощЗяженной с ней наружной Цилиндрической поверхностью, диаметр Которого выбирают меньше наружного Диаметра заготовки, пуансон вдавливают Ь заготовку на глубину, при которой ме ,Талл в зоне поверхности вставки течет S радиальном направлении, а диаметр ка Нала заготовки в зоне деформапии остается больше диаметра канала вставшт. На фиг. 1 показана заготовка корпуса дорна; на фиг, 2 - технология иэ готовления дорна (показана схематично). Как в известном способе заготовку 1 нагревают до температуры 560-60О С (в случае использования латунного корпуса) или до 840-900 С (при использо вании стального корпуса). Износостойкую вставку 2 вставляют на легкопрессовой Посадке в ступенчагый канал 3 предварительно нагретого корпуса. Деформацию осуществляют кольцевым пуансоном 4 с внутренней конической поверхностью 5 и сопряженной с ней наружной шшшадрической поверхностью 6, Угол об конусноо ти поверхности 6 рекомендуе1ся в пределах 15-35. При изготовлении крупной партгак одинаковых дорнов угол пуансона выбирают равным требуемому углу конусности до1 на. При изготовлении нескольких дорнов разной конусности угол пуансона выбирают равным углу дорна наибольшей конуо ности. Диаметр D наружной цилиндрической поверхности пуансона; 4 выбирают .меньше наружного диаметра Oji заготовки , 1, но в 3,5-4 раза больше, чем диаметр i3 износостойкой вставки 2. Пуансон 4 вдавливают в заготовку 1 на глубину V, при которой металл в зоне поверхности 7 вставки 2 течет в радиальном направлении, а диаметр d 2 канала заготовки 1 остается больше диаметра d канала вставки 2. При этом металл заготовки течет вдоль внутренней образующей пуансона, пост&пенно занимая пространство над вставкой 2, причем аиаметр с12Уменьшается, сопротивление течению металла вдоль образующей возрастает и металл начинает течь B радиальном направлении. Пуансон вдавливают до тех пор, пока радиальное течение металла не будет наблюдаться непосредственно в зоне 8 поверхности 7 вставки 2. Дальнейшее вдавливание пуансона не приводит к повышению качества закрепления вставки. Радиальное течение металла в зоне 8 наблюдается при погружении пуансона на глубину 0,42D. При этом до значения глубины погружения 0,7D качество закрепления не ухудшается, а внутренний диаметр канала d образованного дефо1 мируемым материалом,превышает,как прави- ло,диаметр внутреннего канала вставки . Предлагаемый способ обеспечивает надеяшое закрепление износостойкой вставки в течение работы дорна до nojv ного износа. Формула изобретения Способ изготовления дорна для наложения полимерного покрытия на кабельное изделие, включающий установку иэносостойкой вставки в ступенчатый канал заготовки, закрепление вставки в канале путем горячей деформахши заготовки с помощью пуансона и последующую обточ- ку наружной части заготовки на конус, отличающийся тем, что, с целью повышения надежности закрепления вставки без применения припоя, используют кольцевой пуансон с внутренней конической поверхностью, диаметр которой выбирают меньше наружного диаметра заготовки, пуансон вдавливают в заготовку на глубину, при которой металл в зоне поверхности вставки течет в радиаль ном направлении, а диаметр канала заготовки в зоне деформации остается бопь- ше диаметра канала вставки. Источники информации, принятые во внимание при экспертизе 1. Патент США № 215О734, кл. 72-467, опублик. 1939. 2.Хаяк Г.С. Инструмент для волочения ,проволокй.М.,Металлургия,1974,с.47. 3. Технологическая документация завода Эпектрокабель № ВКр 22810 Дорны и матрицы для наложения изопящш или оболочки на провода.Кольчугино, 979. (риг.1 U9.t
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления дорна для наложения полимерного покрытия на кабельное изделие | 1987 |
|
SU1523297A1 |
| СБОРНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ В РЕЖИМЕ ГИДРОДИНАМИЧЕСКОГО ТРЕНИЯ ИЗДЕЛИЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ СПЛАВОВ | 2009 |
|
RU2434700C2 |
| Способ изготовления резьбового соединения | 1978 |
|
SU766720A1 |
| КОРПУС ШИПА ПРОТИВОСКОЛЬЖЕНИЯ | 2002 |
|
RU2223179C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ ВТУЛОЧНОГО ТИПА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2091200C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕЦИЗИОННЫХ БИМЕТАЛЛИЧЕСКИХ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА ТРУБ | 2004 |
|
RU2263013C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДА С ИЗНОСОСТОЙКОЙ ВСТАВКОЙ | 2001 |
|
RU2187416C1 |
| ШИП ПРОТИВОСКОЛЬЖЕНИЯ | 2009 |
|
RU2397879C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ СОСТАВНЫХ ДОРНОВ ПИЛИГРИМОВЫХ СТАНОВ ДЛЯ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ | 2012 |
|
RU2523395C2 |
| ТВЕРДОСПЛАВНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ ИЗДЕЛИЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ СПЛАВОВ | 2009 |
|
RU2400320C1 |