Изобретение относится к области станкостроения и может быть использовано при закреплении деталей при обработке, например, на токарных станках.
Известны устройства аналогичного назначения, содержащие конический корпус, на котором размещена упругая центрирующая втулка с внутренним конусом, перемещаемая по корпусу посредством винтовой пары 1.
Недостатками известных устройств являются относительно низкая точность центрирования и ограниченные технологические возможности, определяемые упругими свойствами втулки.
Цель изобретения - повыщение точности центрирования и расщирение технологических возможностей зажимных устройств этого типа.
Для этого упругая центрирующая втулка выполнена в виде отдельных секторов, снабженных радиальными ребрами жесткости и полостями, связанных между собой посредством кольцевых резиновых прокладок, запрессованных в указанные полости, причем больщий диаметр внутреннего конуса втулки в растянутом состоянии выполнен равным наибольщему диаметру конуса корпуса, а диаметр цилиндрической поверхности втулки в свободном состоянии равен наименьшему диаметру базового отверстия закрепляемой детали.
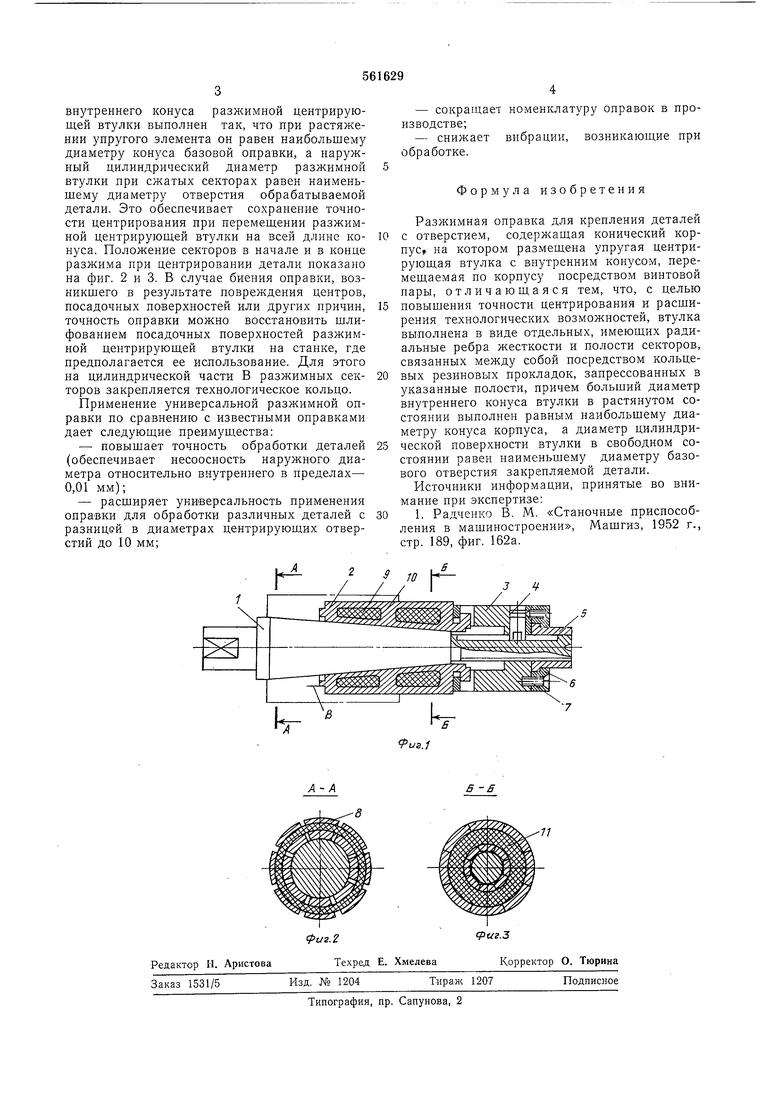
На фиг. 1 изображена предлагаемая оправка, осевой разрез; на фиг. 2 - сечение
по А-А на фиг. 1; на фиг. 3 - сечение по Б-Б на фиг. 1.
Оправка состоит из корпуса 1, центрирующей разжимной втулки 2, муфты 3, щпонки 4, гайки 5 и упорной щайбы 6 с винтами 7.
Втулка состоит из секторов 8, снабженных полостями 9 и радиальными ребрами 10 жесткости. В полостях 9 запрессованы резиновые прокладки 11, связывающие секторы 8. Изменение диаметра центрирующей разжимной втулки 2 обеспечивается за счет разжима на конусе корпуса 1 при приложении усилия от гайки 5 через муфту 3.
Сжатие центрирующей разл имной втулки 2 при снятии обрабатываемой детали производится при помощи гайки 5, которая при отвинчивании через муфту 3 вытягивает центрирующую втулку с упругим элементом, с помощью которого секторы плотно прижимаются к конусу корпуса 1 на протяя ении всей
длины перемещения. От поворота центрирующую разжимную втулку предохраняет щпонка 4, которая перемещается вместе с муфтой 3 по пазу корпуса 1. Ввиду того, что конус корпуса 1 имеет переменное сечение, диаметр
внутреннего конуса разжимной центрирующей втулки выполнен так, что при растяжении упругого элемента он равен наибольшему диаметру конуса базовой оправки, а наружный цилиндрический диаметр разжимной втулки при сжатых секторах равен наименьшему диаметру отверстия обрабатываемой детали. Это обеспечивает сохранение точности центрирования при перемешении разжимной центрирующей втулки на всей длине конуса. Положение секторов в начале и в конце разжима при центрировании детали показано на фиг. 2 и 3. В случае биения оправки, возникшего в результате повреждения центров, посадочных поверхностей или других причин, точность оправки можно восстановить шлифованием посадочных поверхностей разжимной центрирующей втулки на станке, где предполагается ее использование. Для этого на цилиндрической части В разжимных секторов закрепляется технологическое кольцо.
Применение универсальной разжимной оправки по сравнению с известными оправками дает следующие преимуахества:
-повышает точность обработки деталей (обеспечивает несоосность наружного диаметра относительно внутреннего в пределах- 0,01 мм);
-расширяет универсальность применения оправки для обработки различных деталей с разницей в диаметрах центрирующих отверстий до 10 мм;
-сокращает номенклатуру оправок в производстве;
-снижает вибрации, возникающие при обработке.
Формула изобретения
Разжимная оправка для крепления деталей с отверстием, содержащая конический корпус, на котором размещена упругая центрирующая втулка с внутренним конусом, перемещаемая по корпусу посредством винтовой пары, отличающаяся тем, что, с целью повышения точности центрирования и расширения технологических возможностей, втулка выполнена в виде отдельных, имеющих радиальные ребра жесткости и полости секторов, связанных между собой посредством кольцевых резиновых прокладок, запрессованных в указанные полости, причем больший диаметр внутреннего конуса втулки в растянутом состоянии выполнен равным наибольшему диаметру конуса корпуса, а диаметр цилиндрической поверхности втулки в свободном состоянии равен наименьшему диаметру базового отверстия закрепляемой детали.
Источники информации, принятые во внимание при экспертизе:
1. Радченко В. М. «Станочные приспособления в машиностроении, Машгиз, 1952 г., стр. 189, фиг. 162а.
J Ч
7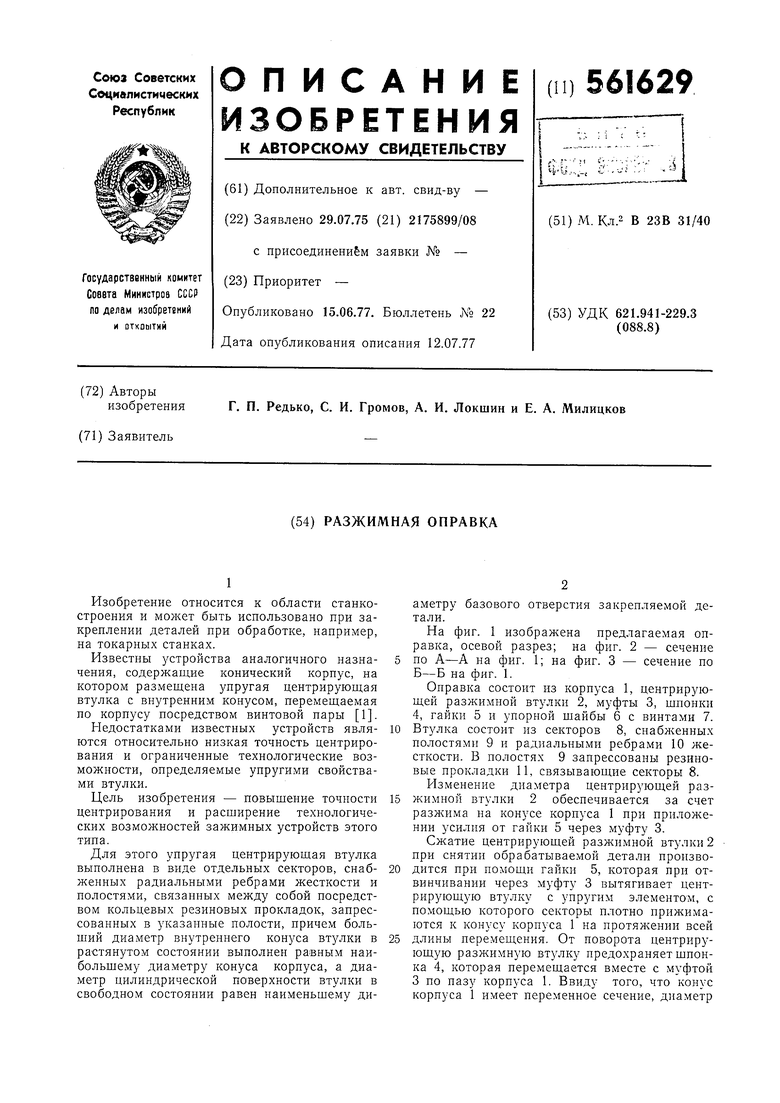
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ ЗУБЧАТЫХ КОЛЕС ПРИ ШЕВИНГОВАНИИ | 2005 |
|
RU2294820C2 |
| Оправка разжимная | 2021 |
|
RU2765419C1 |
| Оправка разжимная для исправления деформации отверстия прецизионных тонкостенных длинномерных труб в процессе наружной обработки | 2019 |
|
RU2759818C2 |
| Оправка | 1989 |
|
SU1696167A1 |
| ОПРАВКА ДЛЯ ЦЕНТРИРОВАНИЯ И ЗАКРЕПЛЕНИЯ ТОНКОСТЕННОЙ ДЕТАЛИ | 1998 |
|
RU2134182C1 |
| Автомат для сборки уплотнительногоузлА КАРдАННыХ пОдшипНиКОВ | 1978 |
|
SU796513A1 |
| Способ установки детали и устройство для его осуществления (варианты) | 2015 |
|
RU2639589C2 |
| РАЗЖИМНАЯ ОПРАВКА | 2013 |
|
RU2519708C1 |
| РАЗЖИМНАЯ ОПРАВКА | 1992 |
|
RU2030257C1 |
| Разжимная оправка | 1991 |
|
SU1825973A1 |
