(54) МАШИНА ДЛЯ КОНТА1СГНОЙ СТЫКОВОЙ СВАРКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ОСТРЯКОВ И РЕЛЬСОВ | 2021 |
|
RU2766092C1 |
| Устройство для стыковой контактной сварки цепей | 1990 |
|
SU1756064A1 |
| Машина для контактной стыковой сварки труб | 1987 |
|
SU1555084A1 |
| Устройство для контактной стыковой сварки многопроволочных изделий | 1981 |
|
SU990454A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 1998 |
|
RU2186664C2 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1991 |
|
RU2016723C1 |
| Машина для контактной стыковой сварки труб | 1988 |
|
SU1496952A2 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ РЕЛЬСОВ | 1991 |
|
RU2051016C1 |
| Машина для стыковой контактной сварки оплавлением | 1983 |
|
SU1109284A1 |
| Машина для контактной стыковой сварки оплавлением с импульсным подогревом | 1978 |
|
SU739821A1 |
1
Изоьретение относится к области сварки изделий из легированной и малоуглеродистой сталей и мсвкет найти применение при сварке инструмента, арматуры, труб, цепей и т.п.
Наиболее близким к предлагаемому техническим решением является машина для контактной стыковой сварки, содерм жашая искрозашитный кожух для защиты обслуживающего персонала от брызг рас- плавленного металла, закрытие и открытие которого осуществляется вручную tl).
Недостатком этих машин является трудоемкость в обслуживании, затраты -времени на закрытие и открытие искро- 15 защитного кожуха.
Целью изобретения является упрощение конструкции и повышение производитель- ности машины за счет автоматического подъема искрозащитного кожуха.zq
Это достигается тем, что машина для контактной стыковой сварки, содержащая корпус, трансформатор, привод оплавления и осадки, подвижный и неподвижный зажлмы рычажного типа с силовыми цилиндрами и искрозащитный кожух, снабжена устройством, состоящим из закрепленного на неподвижном зажиме кронштейна, двуплечего рычага и фиксатора исходного положения кожуха, при этом двуплечий рьгчаг соединен с кронштейном шарнирно, а с кожухом- жестко и установлен с возможностью взаимодействия с рычагом неподвижного зажима.
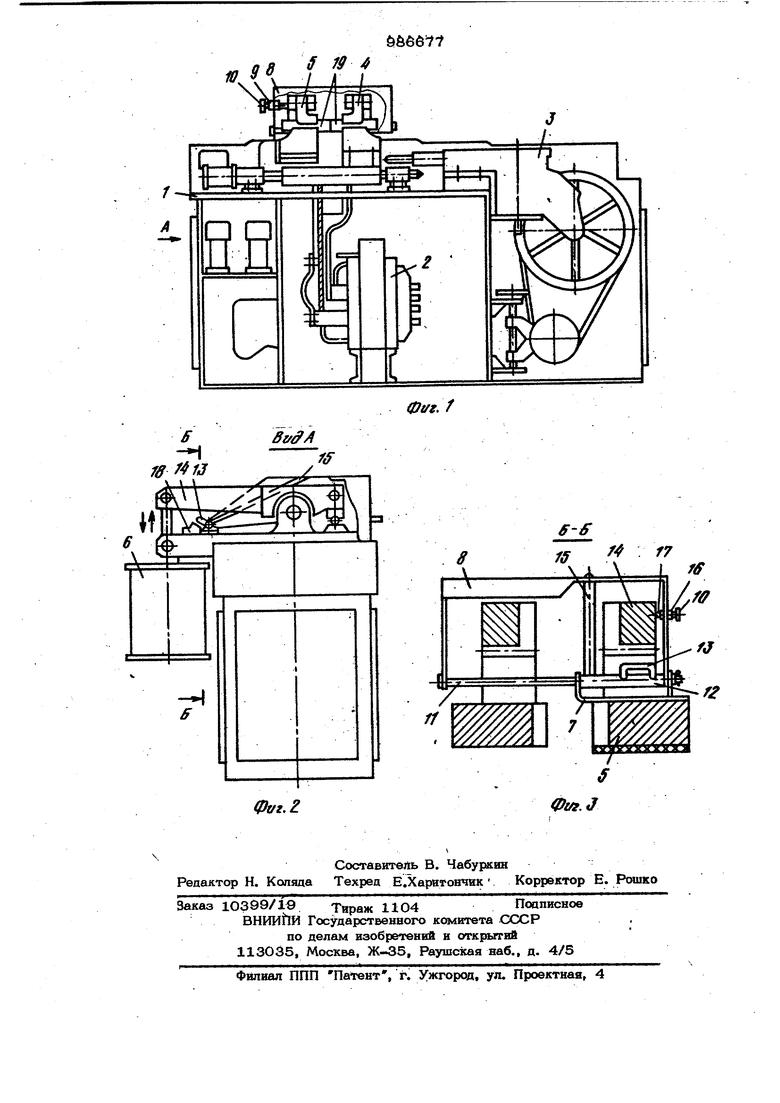
На фиг. 1 схематически изображена мащина для контактной стьжовой сварки с зажимами рычажного типа, общий 1вид; на фиг. 2 - то же, вид по стрелке А на фиг. 1, на фиг. 3 - разрез Б-Бна на фиг. 2.
Машина для контактнЬй стыковой свар ки с зажимами рычажного типа состоит из кортуса 1, трансформатора 2, привода оплавления и осадки 3, подвижного и неподвижного зажимов 4,- 5 рычажного типа, силовых цилиндров 6 зажимов.
На неподвижном зажиме 5, изолированном от корпуса машины, установлен кронштейн 3&S6 7 искрозашитного кожуха 8. Искрозашитный кожух 8 с установленным на левой стенке фиксатором 9 и ручкой 1О шарнир но соединен с кронштейном 7 осью 11, на которую надет с возможностью вращения двуплечий рычаг 12, плечи которого закреплены на втулке под нужным углом и на определенном расстоянии друг от друга. При этом короткое плечо 13 его взаимодействует с рычагом 14 неподвижного зажима 5, а длинное плечо 15 жестко соединено с искрозащитным кожухом. Упомянутый фиксатор 9, предназначенный .для удержания искрозащитного кожуха в поднятом исходном положении, состоит из втулки 16, жестко закрепленной на искрозащитном кожухе 8 подпружиненног штока 17 и ручки 1О. Амортизатор 18, расположенный на неподвижном зажиме 5, служит для погашения инерционных сил, возникающих в момент подъема иск- розащитного кожуха 8. Свариваемые детали 19 размещены в зажимах 4 и 5. Машина работает следующим образом. При зажатии свариваемых изделий 19 искрозащитный кожух находится в приподнятом положении и удерживается фиксатором 9. При этом фиксатор 9 своим подпружиненным штоком 17 опирается о рычаг 14-Неподвижного зажима 5 в точке, расположенной на оси его врашени .благодаря чему искрозащитный кожух 8 не меняет своего открытого положения при перемещении рычага 14 неподвижног зажима 5. После зажатия свариваемых изделий 19 оператор утапливает ручкой 1О подпружиненный шток 17 фиксатора 9 и опускает искрозащитный кожух 8 на основание неподвижного зажима 5, закрывая тем самым зону сварки. По окончании цикла сварки свариваемые изделия 19 автоматически освобождаются с помощью силовых цилиндров 6, при этом рычаг 14 неподвижного зажима 5 своим длинным плечом опускается вниз и нажимает на короткое плечо 13 двуплечего рычага 12, который, поворачиваясь против часовойстрелки своим длинным плечом 15, поднимает искрозащитный кожух 8 вверх. При этом подпружиненный шток 17 фиксатора 9, находящийся в утопленном положении, опирается на вертикальную плоскость проушины рычага 14, скользя по ее поверхности. При Достижении искрозащитным кожухом 8 верхнего исходного положения подпружиненньй шток 17 фиксатора 9 выходит из своего гнезда и становится над проушиной рьмага 14 неподвижного зажима 5. При этом искрозащитный кожух 8 удеркивается вверхнем положении рычагом 14 неподвижного зажима 5, а когда свариваемые изделия зажимаются и двуплечий рычаг 12 освобождается, искрозащитный кожух 8 удерживается в верхнем положении фиксатором 9, который своим штоком 17 опирается в точке, находящейся на оси вращения рычага 14. При такой конструкции искрозащитный кожух не мешает регулировать положение свариваемых изделий 19 в зажимных губках. По окончании регулировки свариваемых изделий и зажатия их искрозащитный кожух 8 опускается оператором, как было описано выше, и цикл сварки повторяется вновь. Машина для контактной стыковой сварки с зажимами рычажного типа с устройством, автоматизирующим подъем искрозашитного кожуха, выгодно отличается от прототипа, так как исключается использование сложного дорогостояшего оборудования для перемещения искрозащит- ного кожуха, а также уменьщается трудоемкость в обслуживании машины. Формула изобретения Машина для контактной стыковой сварьки, содержащая корпус, трансформатор, привод оплавления и осадки, подв10кньй и неподвижный зажимы рычажного типа с силовыми цилиндрами и искрозашитньй кожух, отличаюшаяся тем, что с целью упрошения конструкции и повышения производительности машины за счет автоматического подъема искрозащитного кожуха, машина снабжена устройством, состоящим из закрепленнрго на неподвижном зажиме кронштейна, двуплечего рычага и фижсатора исходного положа- ния кожуха, при этом двуплечий рычаг соединен с кронштейном шарнирно, а с кожухом - жестко и установлен с возможностью взаимодействия с рычагом неподвижного зажима. Истшники информации, принятые во внимание при экспертизе 1. Машины для контактной стыковой сварки закладных деталей сборного железобётона К-ЗЗЗМ разработка Института электросварки имени Е. О. Патона, Киев, 1965, изготовитель Каховский завод ЭСО (прототип).
«JA fff
&666t-
