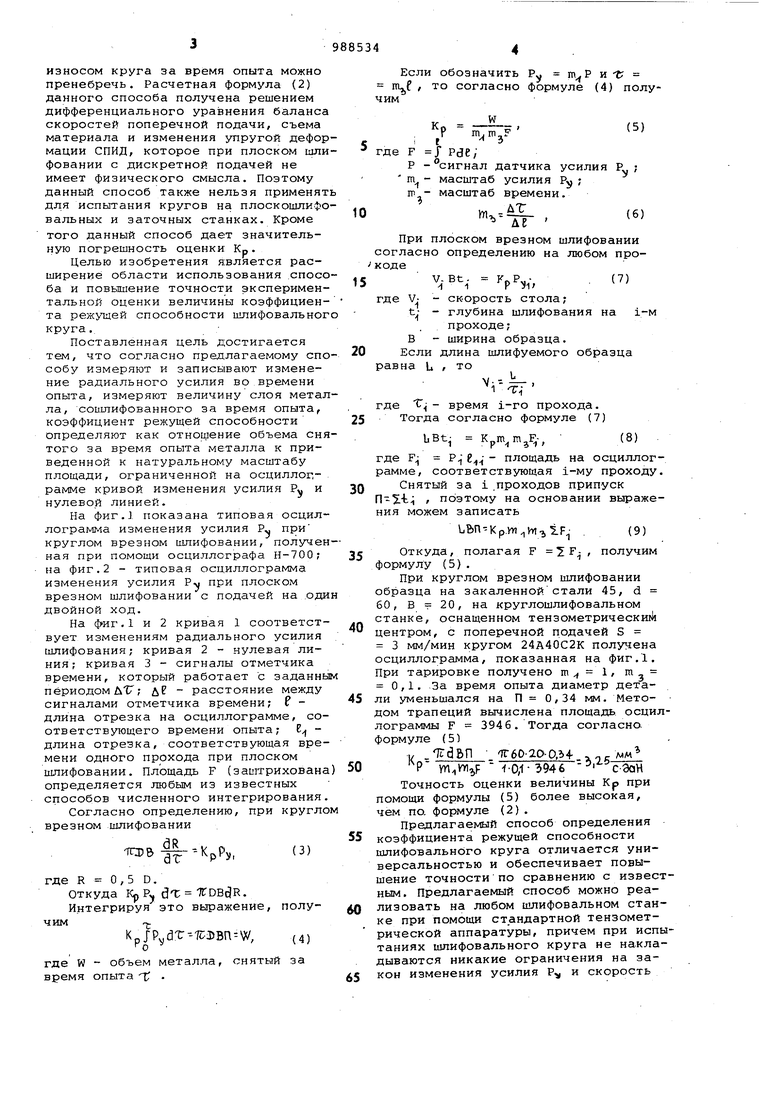
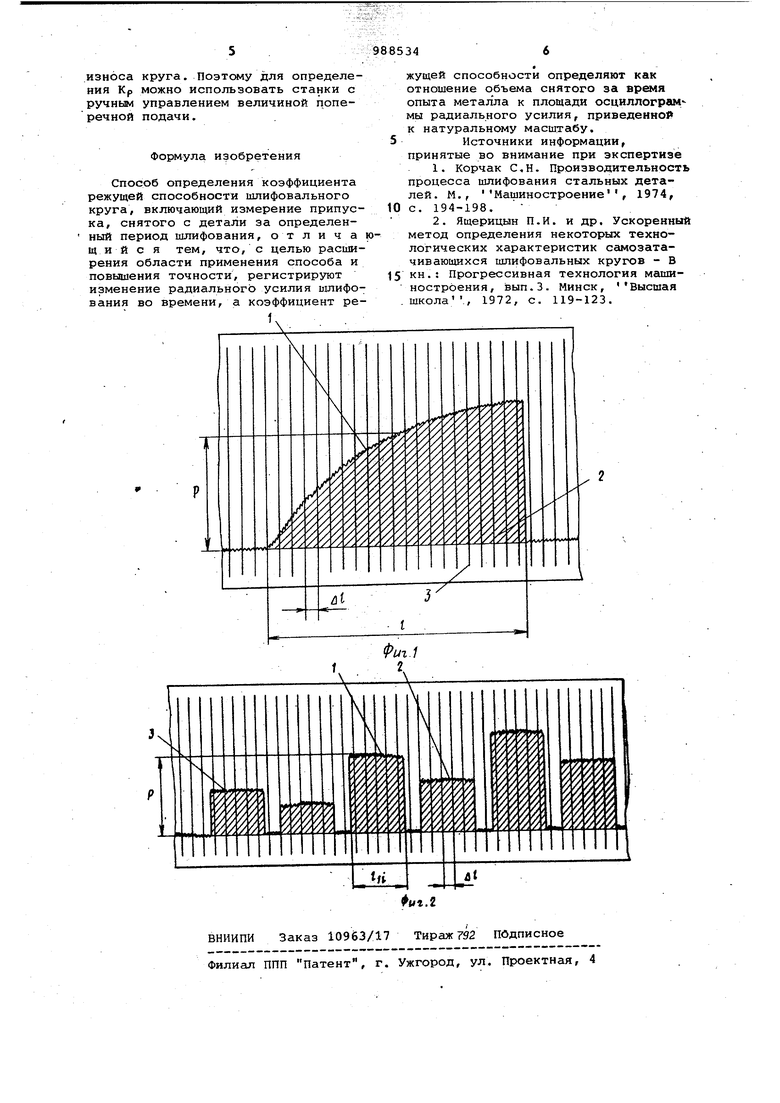
износом круга за время опыта можно пренебречь. Расчетная формула (2) данного способа получена решением дифференциального уравнения баланс скоростей поперечной подачи, съема материала и изменения упругой дефор мации СПИД, которое при плоском шли фовании с дискретной подачей не имеет физического смысла. Поэтому данный способ также нельзя применят дл;я испытания кругов на плоскошлифо вальных и заточных станках. Кроме того данный способ дает значительную погрешность оценки Кр. Целью изобретения является расширение области использования спос ба и повышение точности эксперимен тальной оценки величины коэффициен та режущей способности шлифовальног круга.. Поставленная цель достигается тем, что согласно предлагаемому спо собу измеряют и записывают изменение радиального усилия во времени опыта, измеряют величину слоя метал ла, сошлифованного за время опыта, коэффициент режущей способности определяют как отно1иение объема сн того за время опыта металла к приведенной к натуральному масштабу площади, ограниченной на осциллопрамме кривой изменения усилия Р и нулевой линией. На фиг.1 показана типовая осциллограмма изменения усилия Р при круглом врезном шлифовании, получен ная при помощи осциллографа Н-700 на фиг.2 - типовая осциллограмма изменения усилия Р при плоском врезном шлифовании с подачей на .оди двойной ход. На фиг, и 2 кривая 1 соответствует изменениям радиального усилия шлифования; кривая 2 - нулевая линия; кривая 3 - сигналы отметчика времени, который работает с заданны периодом ЛТ дР расстояние между сигналами отметчика времени; Р длина отрезка на осциллограмме, соответствующего времени опыта; Е длина отрезка, соответствующая времени одного прохода при плоском шлифовании. Площадь F (заштрихована определяется любым из известных способов численного интегрирования Согласно определению, при кругло врезном шлифовании 11Т5в||--КрР, где R 0,5 D. откуда КрР 6С 7 :ОВЙК. Интегрируя это выражение, получим т KpJPvdC--7(;Mn W, (4) где W - объем металла, снятый за время опыта . Если обозначить Р и -р , то согласно формуле (4) получимк - -Н Р - rn.m; Р - сигнал датчика усилия Р ; т - масштаб усилия Р, ; IP - масштаб времени. УУ1 -Д -ТГ При плоском врезном шлифовании согласно определению на любом прокоде КрР,-, (7) где V- - скорость стола; - глубина шлифования на i-м проходе; В - ширина образца. Если длина шлифуемого образца равна L , то где С - время i-ro прохода. Тогда согласно формуле (7) bBt, , (8) где F - площадь на осциллограмме, соответствующая i-му проходу. Снятый за i .проходов припуск , пЬэтому на основании выражения можем записать .,,1Р Откуда, полагая F 2.F-, получим формулу (5). При круглом врезном шлифовании образца на закаленной стали 45, d 60, в 20, на круглошлифовальном станке, оснащенном тензометрическим центром, с поперечной подачей S 3 мм/мин кругом 24А40С2К получена осциллограмма, показанная на фиг.1. При тарировке получено m 1, ni 0,1. За время опыта диаметр детали уменьшался на П 0,34 мм. Методом трапеций вычислена площадь осциллограммы F 3946. Тогда согласно формуле (5) К 60-20-0,34- , ..q мм Р -f0,1-3946 с-ЭаН Точность оценки величины Кр при помощи формулы (5) более высокая, чем по. формуле (2) . Предлагаемый способ определения коэффициента режущей способности шлифовального круга отличается универсальностью и обеспечивает повышение точности по сравнению с известным. Предлагаемый способ можно реалиэовать на любом шлифовальном станке при помощи ст андартной тензометрической аппаратуры, причем при испытаниях шлифовального круга не накладываются никакие ограничения на закон изменения усилия Р и скорость износа круга. Поэтому для определения Кр можно использовать станки с ручным управлением величиной поперечной подачи. Формула изобретения Способ определения коэффициента режущей способности шлифовального круга, включающий измерение припус ка, снятого с детали за определенный период шлифования, о т л и ч а щи и с я тем, что, с целью расши рения области применения способа и повышения точности, регистрируют изменение радиального усилия ишифо вания во времени, а коэффициент ре 346 жущей способности определяют как отношение объема снятого за время опыта металла к площади осциллограм мы радиального усилия, приведенной к натуральному масштабу. Источники информации, принятые во внимание при экспертизе 1.Корчак С,Н. Производительность процесса шлифования стальных деталей. М., Машиностроение, 1974, с. 194-198. 2.Ящеридын П.И. и др. Ускоренный метод определения некоторых технологических характеристик самозатачивающихся шлифовальных кругов - В кн.: Прогрессивная технология машиностроения, вып.З. Минск, Высшая школа., 1972, с. 119-123.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения жесткости системы "СПИД" круглошлифовальных станков | 1981 |
|
SU986726A1 |
| Способ определения жесткости системы СПИД шлифовальных станков с дискретным циклом | 1981 |
|
SU988526A1 |
| Способ шлифования с автоматическим регулированием поперечной подачи | 1987 |
|
SU1450978A1 |
| Устройство управления рабочим циклом при врезном шлифовании | 1986 |
|
SU1400865A1 |
| Установка для исследования образования отклонений формы деталей при шлифовании | 1980 |
|
SU921821A1 |
| СПОСОБ УПРАВЛЕНИЯ ДВУСТОРОННИМ ТОРЦОВЫМ ШЛИФОВАНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2490110C2 |
| Круглошлифовальный станок | 1988 |
|
SU1641586A1 |
| Способ управления циклом шлифовального станка | 1983 |
|
SU1166976A1 |
| Способ управления врезным шлифованием | 1981 |
|
SU1009733A1 |
| Способ определения усилий прижима абразивной ленты при шлифовании | 1990 |
|
SU1824291A1 |
