где В- ширина шлифуемого образца;
V- скорость, стола;
t.- глубина шлифования на i-м
проходе.
Откуда
{
где У .- удельная деформация; Y- VB . Vi
(4)
- 4- 1
упругая деформация системы СПИД во время i-ro прохода.
Если цикл состоит из п проходов, то, сложив форму.пы (3) для всех проходов, получим 11де П - припуск, снятый за время опыта; П--.(6) , Для определения значения удельной деформации У по значениям П и п необходимо знать закон изменения П в зависимости от числа проходов. При врез ном плоском шлифовании с подачей S на каждый проход согласно балансу перемещений ti4., (7) Откуда согласно уравнению (1) , -bl liiii ( 4--Х Подставляя последовательно в дан ное уравнение значения начиная с 1-1 и использовав известную форму лу для суммы членов геометрической прогрессии, получим г-.-Ш Далее, применив тот же прием с (учетом формулы (6), получим (iVn (
Откуда
KiVrb-t
Так как данное уравнение невозможно разрешить относительно У, то для определения У по известному из эксперимента значению fb ,
10 где
1Ъ-и-Д(12)
.
используется.номограмма, показанная па фиг. 1.
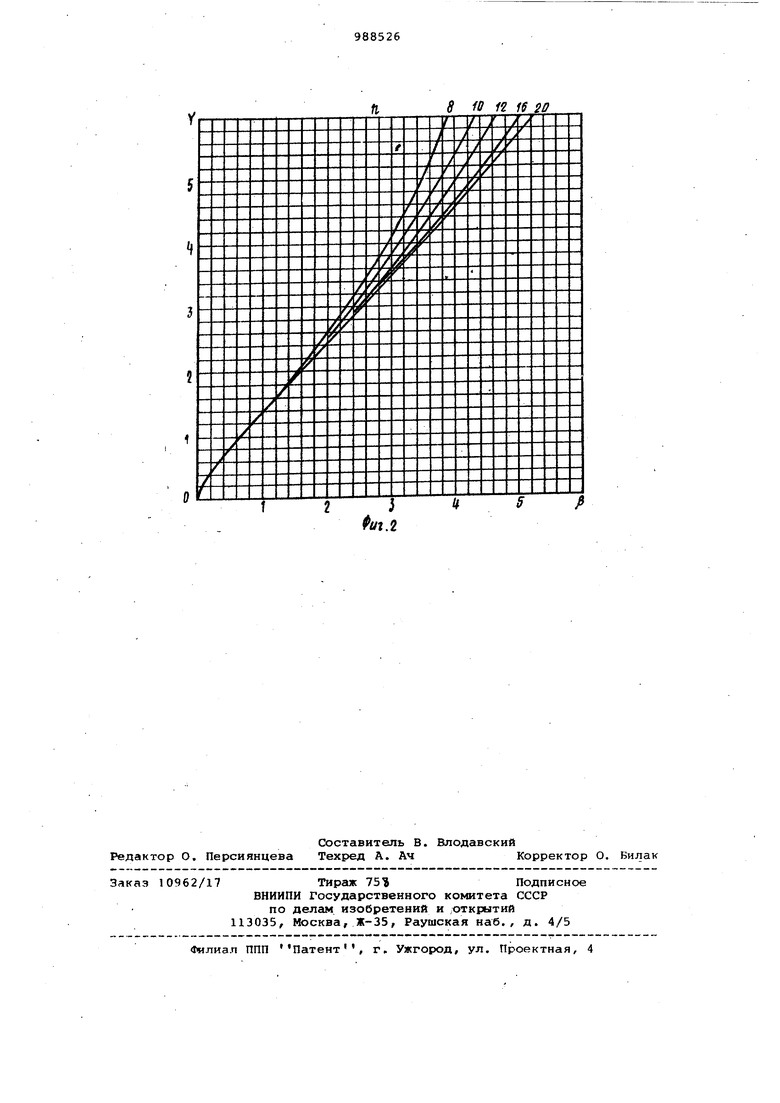
Аналогично для случая врезного 1плоскоЬо шлифования с подачей S на один двойной ход, получаем (п где m - число двойных ходов в цикле. Поскольку n 2in и условно можно считать, что slj 2S то уравнение (13) можно определить - переписать применительно к числу проходов и условной подаче на один проход. -Ш Откуда bw/r -l Данное уравнение также не разрешается относительно У, поэтому для определения У по известному из эксперимента значению Ъ используется номограмма, показанная на фиг. 2. В результате обработки образца из быстрорежущей стали шириной h 10 мм на универсально-заточном полуавтомате В3146-Ф1 со следующими параметрами режима:У 6 м/мин 100 мм/с, S 0,05 мм/ход за 10 ходов снят припуск ,35 . Измеренные при помощи динамометра и записанные самописцем значения усилия представлены в таблице.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения коэффициента режущей способности шлифовального круга | 1981 |
|
SU988534A1 |
| Способ определения жесткости системы "СПИД" круглошлифовальных станков | 1981 |
|
SU986726A1 |
| Способ определения жесткости отдельных узлов металлорежущего станка | 1983 |
|
SU1164038A1 |
| Способ круглого шлифования | 1985 |
|
SU1255398A1 |
| Устройство управления рабочим циклом при врезном шлифовании | 1986 |
|
SU1400865A1 |
| СПОСОБ АДДИТИВНО-АДАПТИВНОГО ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2118248C1 |
| Адаптивная система управления шлифованием изделий сложной формы | 1982 |
|
SU1075232A1 |
| Способ шлифования зубчатых колес | 1988 |
|
SU1611610A1 |
| СПОСОБ РАЗМЕРНОГО МИКРОШЛИФОВАНИЯ ИЗДЕЛИЙ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ПРИСПОСОБЛЕНИЕ ДЛЯ КРЕПЛЕНИЯ ОБРАБАТЫВАЕМЫХ ИЗДЕЛИЙ | 2000 |
|
RU2165837C1 |
| Способ адаптивного управления | 1977 |
|
SU878540A1 |
Значение параметра А составляет „ ,п 0,35 , Р 10 - oto5 3
Тогда, согласно номограмме ,2 и согласно (5)
В|-з72 /
Определение жесткости при других скоростях стола, других характеристиках шлифовального круга, различных материалах образца дает близкие, отличанмциеся не более чем на 5%, результаты,что характеризует объективно65 -сть и точность предлагаемого способа.
Формула изо.бретения
Способ определения жесткости системы СПИД шлифовальных станков с дискретным циклом, включающий измерение сил резания, отличающийся ,тем, что, с целью повышения точности, (Осуществляют цикл многопроходного шлифования с постоянной дискретной подачей, измеряют величину усилия шлифования во время каждого прохода и величину припуска, снятого за весь
цикл, а жесткость определяют как отношение суммы измеренных усилий к произведению величины снятого припуска и удельнбй деформащш, определяемой в зависимости от; разности между заданным числсад проходов и отношением снятого припуска к величине дискретной подачи за один проход.
Источники информации, принятые во внимание при экспертизе
I. Авторское свидетельство СССР ч 677877, кл. В 23 Q 15/00, 1979.
