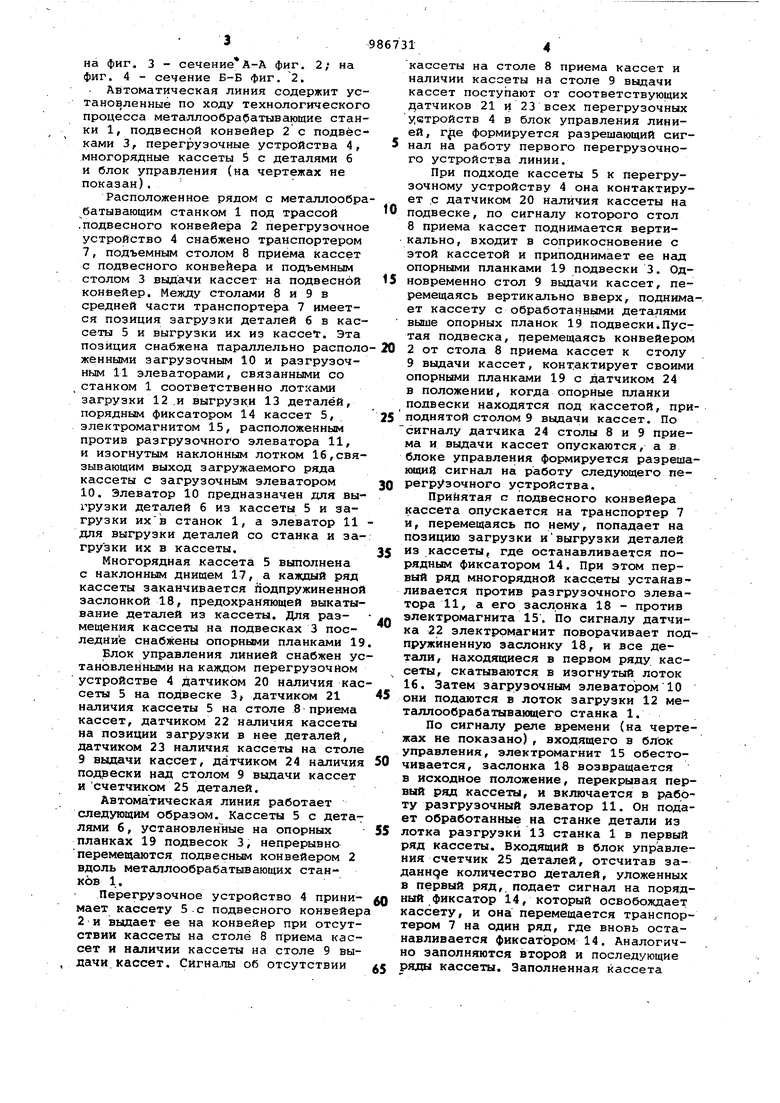
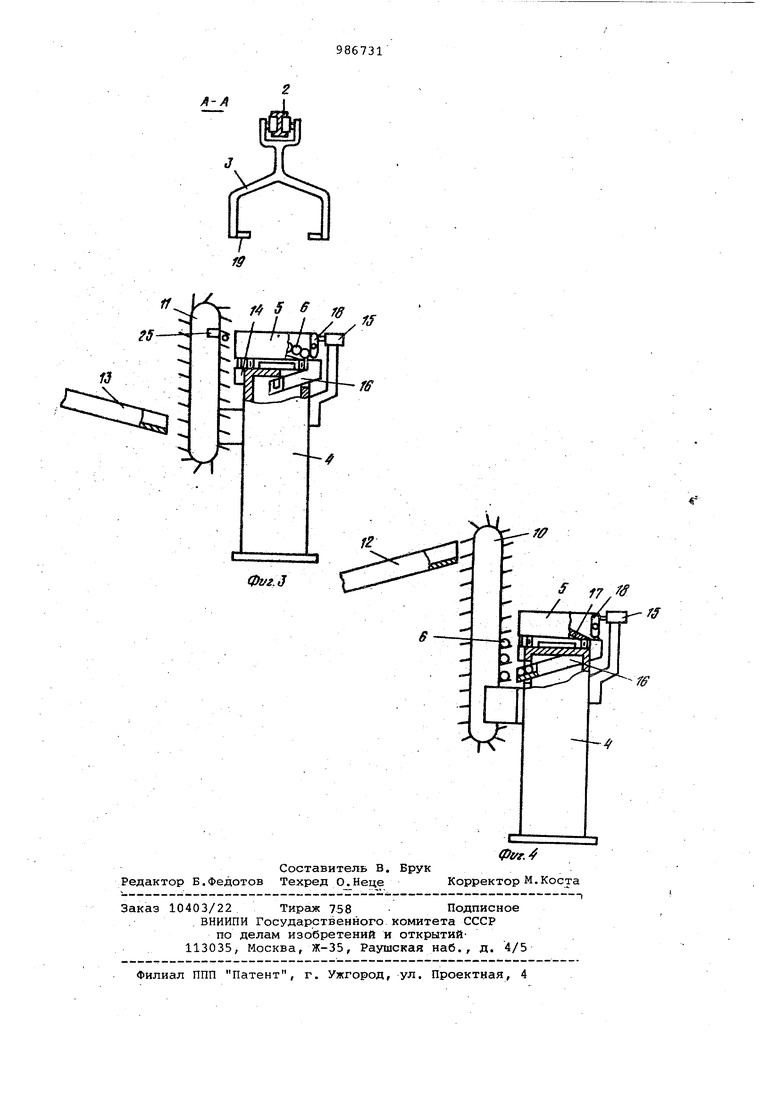
Изобретение относится к матяиностроению, а именно, к автоматическим линиям дяя обработки цилиндрических деталей с транспортировкой их в многорядных кассетах. Известны автоматические линии для механической обработки деталей, содержащие установленные в технологической последовательности обрабатыва ющие станки, связанные конвейером, и перегрузочные устройства в виде автооператоров с захватами, установленные на рабочих позициях tl. Указанная линия не может быть использована для автоматической загруз ки деталей в станок и выгрузки из станка при транспортировании деталей в многорядных кассетах. Известна автоматическая линия для механической обработки деталей, содержащая установленные вдоль подвесного конвейера с подвесками для кассет металлообрабатывающие станки, перегрузочные устройства с вертикаль но перемещающимися столами приема и выдачи кассет, соединенные с металло обрабатывающими станками лотками за,грузки и выгрузки деталей, и блок управления линией t2j. Указанная линия имеет невысокую производительно сть, так как не обеспечивает автома.тическую разгрузку деталей из каждого ряда кассеты (поддона) в металлообрабатывающий сханок и автоматическую загрузку обработанных деталей в тот же ряд на той же рабочей позиции. Целью изобретёния является расширение технологических возможностей линии путем обеспечения транспортирования детёшей в многорядных кассетах и повышения производительности. Указанная цель достигается тем, что перегрузочное устройство снабжено транспортером, соединяющим стол приема кассет со столом вьщачи кассет через дополнительно введенную позицию йагрузки и выгрузки деталей в кассеты, снабженную порядным фиксатором и параллельно расположенными загрузочным и разгрузочным элеваторами, связанными соответственно с лотками загрузки и выгрузки деталей, и имеющую изогнутый лоток, связывающий выход загружаемого .ряда кассеты с загрузочным элеватором. На фиг. 1 изображена автоматическая линия, вид в планер на фиг. 2 общий вид перегрузочного устройства; на фиг. 3 - сечение А-А фиг. 2/ на фиг. 4 - сечение Б-Б Фиг. 2. . Автоматическая линия содержит установленные по ходу технологического процесса металлообрабатывающие станки 1, подвесной конвейер 2 с подвесками 3, перегрузочные устройства 4, многорядные кассеты 5 с деталями б и блок управления (на чертежах не показан) , Расположенное рядом с металлообра батывающим станком 1 под трассой .подвесного конвейера 2 перегрузочное устройство 4 снабжено транспортером 7, подъемным столом 8 приема кассет с подвесного конвейера и подъемным столом 3 выдачи кассет на подвесной конвейер. Между столами 8 и 9 в средней части транспортера 7 имеется позиция загрузки деталей б в кассеты 5 и выгрузки их из кассет. Эта позиция снабжена параллельно располо женньзми загрузочным 10 и разгрузочным 11 элеваторами, связанными со станком 1 соответственно лотками загрузки 12 .и выгрузки 13 деталей, порядным фиксатором 14 кассет 5, электромагнитом 15, расположенным против разгрузочного элеватора 11, и изогнутым наклонным лотком 16,связывающим выход загружаемого ряда кассеты с загрузочным элеватором 10. Элеватор 10 предназначен для выгрузки деталей б из кассеты 5 и загрузки станок 1, а элеватор 11 для выгрузки деталей со станка и загрузки их в кассеты. Многорядная кассета 5 выполнена с наклонным днищем 17, а каждый ряд кассеты заканчивается йодпружиненной заслонкой 18, предохраняющей выкатывание деталей из кассеты. Для размещения кассеты на подвесках 3 последние снабжены опорными планками 19 Блок управления линией снабжен ус танбвленными на каждом перегрузочном устройстве 4 датчиком 20 наличия кас сеты 5 на подвеске 3 датчиком 21 Нсшичия кассеты 5 на столе .8 приема кассет, датчиком 22 наличия кассеты на позиции загрузки в нее деталей, датчиком 23 наличия кассеты на столе 9 выдачи кассет, датчиком 24 наличия подвески над столом 9 выдачи кассет и счетчиком 25 деталей. Автоматическая линия работает следующим образом. Кассеты 5 с деталями б, установленные на опорных планках 19 подвесок 3, непрерывно перемещаются подвесным конвейером 2 вдоль металлообрабатывающих станков 1. Перегрузочное устройство 4 принимает кассету 5 .с подвесного конвейер 2 и выдает ее на конвейер при отсутствии кассеты на столе 8 приема кассет и наличии кассеты на столе 9 выдачи кассет. Сигна.пы об отсутствии кассеты на столе 8 приема кассет и наличии кассеты на столе 9 выдачи кассет поступают от соответствующих датчиков 21 и 23 всех перегрузочных устройств 4 в блок управления линией , гре формируется разрешающий сигнал на работу первого перегрузочного устройства линии. При подходе кассеты 5 к перегрузочному устройству 4 она контактирует с датчиком 20 наличия кассеты на подвеске, по сигналу которого стол 8приема кассет поднимается вертикально, входит в соприкосновение с этой кассетой и приподнимает ее над опорными планками 19 подвески 3. Одновременно стол 9 выдачи кассет, перемещаясь вертикально вверх, поднима-. ет кассету с обработанными деталями выше опорных планок 19 подвески.Пустая подвеска, перемещаясь конвейером 2 от стола 8 приема кассет к столу 9выдачи кассет, контактирует своими опорными планками 19 с датчиком 24 в положении, когда опорные планки подвески находятся под кассетой, приподнятой столом 9 выдачи кассет. По сигналу датчика 24 столы 8 и 9 приема и выдачи кассет опускаются, а в блоке управления формируется разрешающий сигнал на работу следующего перегрузочного устройства. Прийятая с подвесного конвейера кассета опускается на транспортер 7 и, перемещаясь по нему, попадает на позицию загрузки ивыгрузки деталей из кассеты, где останавливается порядным фиксатором 14. При этом первый ряд многорядной кассеты устанавливается против разгрузочного элеватора 11, а его заслонка 18 - против электромагнита 15. По сигналу датчика 22 электромагнит поворачивает подпружиненную заслонку 18, и все детали, находящиеся в первом ряду кассеты, скатываются в изогнутый лоток 16. Затем загрузочным элеватором 10 они подгиотся в лоток загрузки 12 металлообрабатывающего станка 1. По сигналу реле времени (на чертежах не показано), входящего в блок управления, электромагнит 15 обесточивается, заслонка 18 возвращается в исходное положение, перекрывая первый ряд кассеты, и включается в работу разгрузочный элеватор 11. Он подает обработанные на станке детали из лотка разгрузки 13 станка 1 в первый ряд кассеты. Входящий в блок управления счетчик 25 деталей, отсчитав заданн9е количество деталей, уложенных в первый ряд, подает сигнал на порядный фиксатор 14, который освобождает кассету, и она перемещается транспортером 7 на один ряд, где вновь останавливается фиксатором 14. Аналогично заполняются второй и последующие ряды кассеты. Заполненная кассета
перемещается транспортером на стол 9 вьщачи кассет, и датчик 23 подает сигнал в блок управления о наличии кассеты на столе 9.
Одновременно кассета, вщ анная на подвесной конвейер 2, перемещается к перегрузочному устройству 4 следующего металлообрабатывающего станка, где повторяются операции по приему кассеты, ее разгрузки в станок, загрузки обработанными на станке деталями и вьщачи на подвесной конвейер 2. Последовательно рйботгиот все перегрузочные устройства 4 линии.
Аналогичным образом подлежащие обработке детали подаются в мёталлообрабатывсцощие станкиПО ходу технологического процесса. Затем цикл работы линии повторяется.
Линия позволяет осуществлять автоматическую вьягрузку деталей из многорядных кассет в металлообрабатывающий станок, автоматическую загрузку обработанных детёшей в кассету на той же рабочей позиции, что значительно повьвиает производительность линии.
Формула изобретения
Автоматическая линия для механической обрабртки деталей, содержащая установленные вдоль подвеснЪго конвейера с подвесками для кассет металлообрабатывающие станки, перегрузочные устройства с вертикально перемещающимися столами приема и выдачи кассет, соединенные с метгшлооб рабатывающими станками лотками заг
грузки и выгрузки деталей, и блок управления линией, отличающая с я тем, что, с гасоирения технологических возможносге « путем обеспечения транспортирование
деталей в многорядных кассетах и повышения производительности, перегрузочное устройство снабжено транспортером, соединякнцим стол приема кассет со столом выдачи кассет через дополнительно введенную позицик загрузки и выгрузки деталей в кассеты, снабженную порядным фиксатором и параллельно расположенными загрузочным и разгрузочным элеваторанш, связанными
соответственно с лотками загрузки и выгрузки деталей, и имеющую изогнутый лоток, связывающий выход загружаемого ряда кассеты с загрузочным злеватором..
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР I 580975, кл. В 23 Q 41/02, 1977.
2.Воронцов В.И. Механизация и автоматизация транспортных и транспортяо-склащских работ в механообрабатывагадих цехах машиностроительных предприятий, М., НИИММа, 1979, с. 9-17.
-fff
fffj
/J
W f2 i..
15
-fi tt
rr rj
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для загрузки гравитационного многоярусного стеллажа цилиндрическими изделиями | 1989 |
|
SU1654153A1 |
| АВТОМАТИЗИРОВАННАЯ ТРАНСПОРТНО-СКЛАДСКАЯ СИСТЕМА ДЛЯ КОЛЕСНЫХ ШИН | 1990 |
|
RU2013327C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| Транспортная система автоматической линии | 1980 |
|
SU897475A1 |
| Устройство для межоперационного транспортирования детален к станкам | 1941 |
|
SU66996A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ, ОБЖИГОВАЯ МНОГОЩЕЛЕВАЯ ШАХТНАЯ ПЕЧЬ ДЛЯ СТРОИТЕЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ И СУШИЛЬНАЯ КАМЕРА ДЛЯ СТРОИТЕЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1993 |
|
RU2046708C1 |
| Автоматическая линия для обработки замков лопаток | 1982 |
|
SU1103993A1 |
| Автоматическая линия для обработки деталей типа дисков | 1973 |
|
SU459324A1 |
| Поточная линия обработки стружки | 1986 |
|
SU1344583A1 |
| Устройство для выгрузки радиодеталей из групповых кассет с канавками | 1990 |
|
SU1781857A1 |

/
ту fff
Ши
a:
1
A
fT f3
и
Фиг. f
Т т
1 L
w/
