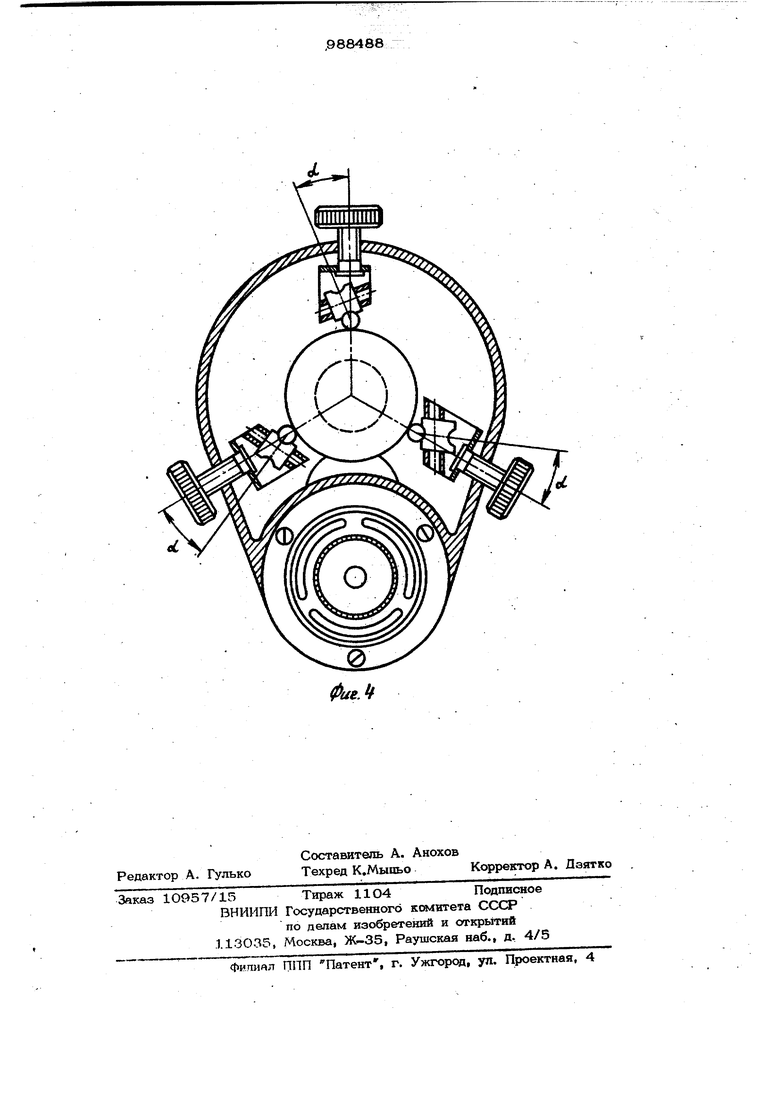
3&8S4 На фиг. 1 представлено устройство для подачи сварочной проволоки, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - схема действующих на сварочную проволоку усилий; на фиг. 4 - устрой-5 ство для подачи сварочной проволоки с полнительными кассетами. Устройство состоит из заключенного в корпус 1 подающего ролика 2, ось 3 которого вращается в подишпниках 4, и сеты 5, расположенных по разные стороны от сварочной проволоки 6. Подающий ролик 2 имеет винтовую на- . резку с острозаточенной вершиной витка и связан с приводом 7 через передачу 8, например зубчатую. Привод 7 может быть расдоложен в любом, удобном для эксплуаташш месте связац любой, подходящей для этого случая, передачей. Кассета 5, расположенная параллельно 20 оси вращения подающего ролика 2, В1слючает прижимные ролики 9, свободно вращаюцшеся на своих осях 1О в отверстиях планок 11, которые жестко связаны между собой. Планки 11 несут направляющие штыри 12, установленные в соосных отверстиях, выполненных в кассете 5 и корпусе 1. Кассета 5 снабжена винтом 13, ввернутым в резьбовое отверстие корпуса 1, вследствие чего она может перемещаться по направлению к подающему ролику 2. Планки 11 установлены в кассете 5 таким образом, что оси вращения прижимных роликов 9, расположенные в одной плоскости, наклонены по отношению к вер-.35 тикальной плоскости подающего ролика 2 под углом , где oi угол подъема винтовой линии подающего ролика. Планки 11 совместно с прижимными роликами упруго поджимаются к проволоке с помощью 0 пружин 14. В корпусе 1 может быть установлено несколько кассет, которые для замыкания возникающих усилий при вращении подающего ролика должны быть равномерно рас-15 положены вокруг последнего. В этом случае можно подавать несколько проволок с идентичной скоростью без каких-либо относительных отставаний друг от друга.
Устройство работает следуюишм образом.1- Устройство для подачи сварочной
Для установки сварочной проволоки 6проволоки,. преимущественно порошковой,
в устройство с помощью винта 13 припод-содержащее корпус, установленные в нем
нимают кассету 5, заводят между подаю- 55на оси подающий ролик с винтовой нарез-
щим 2 и прижимными 9 роликами конецкой, прижимной механизм и привод, о т сварочной проволоки 6 и слегка к немуличаю щееся тем, что, с целью
прижимают кассету 5. При этом остро;за-.повышения стабильности подачи сварочной
50 формула
изобретения 884 точенные вершины винтовой нарезки врежутся в поверхность проволоки. При включении привода 7 крутящий момент через передачу 8 сообщается подак щему ролику 2, который, вращаясь, тащит проволоку 6 за заправленный конец. Подаюший ролик 2, вращаясь, нарезает в сварочной проволоке 6 канавки, которые расположены параллельно между собой по винтовой линии, т.е. является частью винтовой нарезки гайки. Так как прижимной ролик 2 только вращается и поступатель но не перемещается, то продольное движение совершает сварочная проволока 6. Вви ДУ того, что вершины нарезки острозаточ ны, они не мнут оболочку сварочной порошковой проволоки, а нарезают небольшие канавки малой протяженности, При вращении подающего ролика 2, являющегося винтом, возникает усилие Р, которое раскладывается на усилие Р , являющееся тянущим, и усилие Р, направленнов перпендикулярно усилию 1, и стремящееся сместить вбок сварочную проволоку 6. Чтобы этого не произошло, оси вращения прижимных роликов 9 расположены под утлом 90 - с , что дает возможность уравновесить усилие Ц. При колебаниях диаметра сварочной проволоки 6 планки 11 совместно с прюкимны- ми роликами9 смещаются параллельно са себе, т.е. угол 90-0 сохраняется, Благодаря кинематической связи (типа винт-гайка) между сварочной проволокой и подающим- роликом состояние поверхности сварочной, проволоки и, следовательно, изменение коэффициента трения не влияет, на стабильность ее подачи, что обеспечивает надежную подачу сварочной проволоки при отклонениях диаметра проволоки оптимального. Экономический эффект от внедрения предлагаемого изобретения по сравнению с известным составляет 10-15 тыс. руб. на один сварочный пост за счет сокраще™я брака на 10-2О% повышения качества на 15% и увеличения производительности на 20-25%. 5088 прижимной механизм выполнен проволоки в виде кассеты с роликами, смонтироваины ми на ней с возмояшостью вращения, подпружиненной к подающему ролику, при этом оси роликов параллельны, расположены в одной плоскости и установлены под углом QCf-oLt где угол, равный углу подъ&ма винтовой линии подающего ролика, к вертикальной оси подающего ролика. 2. Устройство по п. 1, о т л и ч а ющ е е с я тем, что, с целью обеспечения 8 подачи нескольких сварочных проволок, Rpttжймной механизм снабжен дополнительн№. ми кассетами, равномерно расположенными вокруг подающего ролика. Источники информашга принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 5О1849, кл. В 23 К 9/12, 1973. 2.Авторское свидетельство СССР № 671952, кл. В 23 К 9/12, 1976 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи сварочной проволоки | 1983 |
|
SU1118499A2 |
| Устройство для подачи проволоки | 1985 |
|
SU1299727A1 |
| Устройство для подачи сварочной проволоки | 1982 |
|
SU1061953A2 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СВАРОЧНОЙ ПРОВОЛОКИ | 1990 |
|
SU1760700A1 |
| Устройство для подачи сварочной проволоки | 1977 |
|
SU645792A1 |
| Устройство Лебедева для подачи электродной проволоки | 1990 |
|
SU1722732A1 |
| Механизм подачи | 1990 |
|
SU1771903A1 |
| Устройство для автоматической сварки тавровых соединений с двух сторон | 1988 |
|
SU1539031A1 |
| Способ односторонней дуговой автоматической сварки и устройство для его осуществления | 1990 |
|
SU1837003A1 |
| Устройство для подачи сварочной проволоки | 1990 |
|
SU1738531A1 |

I-/J/ f f
0ие 2
Фиг.З
Фаг.
