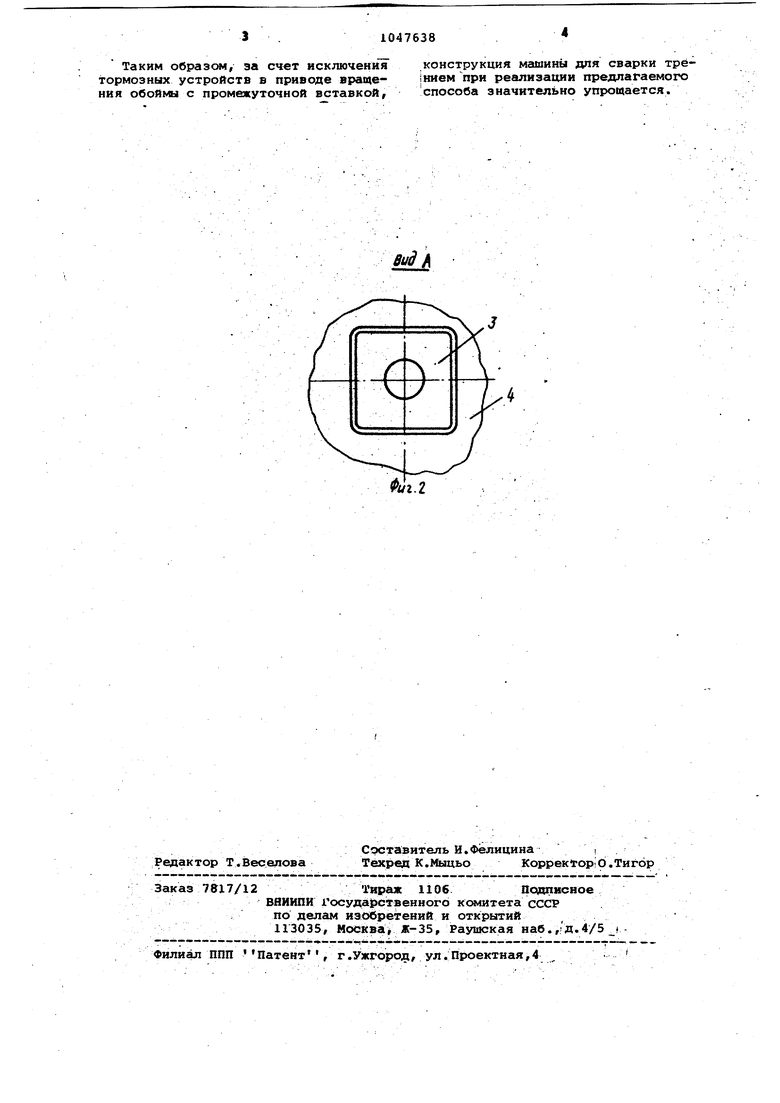
Изобре тение относится к способам сварки трением преимущественно трех деталей, либо двух деталей из разнородных материалов с использованием промежуточной вращающейся вставки . Известен-способ сварки трением изделий типа магистральных трубопроводов больших диаметров, с использованием промежуточной вставки, вращение которой сообщается от маховика .17 . Однако этот способ требует повышенных удельных давлений при сварке и высоких скоростей трени.я, что огра ничивает технологические возможности способаи усложняет оборудование. Известен способ сварки трением двух деталей .с использованием промежуточной вставки, которую устанавливают в приводдой обойме с возможностью совместного с ней вращения 2 . : Недостатком способа является кон структивная сложность оборудования, необходимого для его реализации. Цель изобретения - упрощение конструкции машины для сварки трением, за счет исключения устройств для тор можения вставки. Поставленная цель достигается тем что согласно способу сварки трением двух деталей с использованием промежуточной вставки, которую устанавливают в приводной обойме с возможно- стью совместного с ней вращения, вставку располагают на расстоянии, равном величине припуска на нагрев от одного из торцов обоймы, и впроцессе нагрева сообщают ей продольное перемещение относительно обойлы,а проковку осуществляют непосредственно после выведении вставки из зацепления с обой мой. На фиг. 1 изображена схема осуществления способа, на фиг. 2 вид А на фиг,1. Между свариваелвами деталями 1 и. 2 расположена промежуточная вставка 3, Вставка 3 размещена в приводной обой ме 4 на расстоянии, равном величине припуска на нагрев от одного из ее торцов. Обойма 4 соединена с приводом вращения 5 и опирается на опоры 6 , Форма вставки 3 выбрана такой, чтобы без зажатия ее передавгшось вращение от обоймы 4 и обеспечивалась возможность продольного:.-перемещения внутри обоймы, например, прямо угольной формы (фиг, 2), при этом относительно гнезда обойки 4 вставка 3 установлена с некоторым зазором. Если материалы деталей 1 и 2 резко отличаются по теплофизическнм свойствам, вставка 3 выполняется биметаллической, например, при плохой свариваемости силумина со сталью/ вставка 3, изготовленная сваркой взрывом, выполняется сталеапюми иевой - сталь вставки обращена к стальной заготовке, а алюминий обращен к силуминовой заготовке. Сварка осуществляется следующим образом. Деталь 1 зажимаетсялибо в тисках, имеющих привод продольного перемещег , ния для осуществления нагрева и проковки, либо во вращающемся патроне, имеющем аналогичный привод продольного перемещения. Вращающийся патрон (не показан) для закреп:г1ения детали 1 применяется для расширения технологических возможностей способа с целью расширения диапазона относительных скоростей вращения трущихся поверхностей детали 1 и вставки 3 при их одинаковом либо противоположном направлениях вращения. Вставка 3 устанавливается в гнездо обоймы 4. Свариваемая деталь 2 зажимается в тисках правого зажима (не показан), имеющего продольное перемещение ДЛЯ удобства загрузки и выгрузки деталей, а также возможность, продольного перемещения во время нагрева торцов свариваемых -изделий 1 и 2.. После установки вставки 3 и зажима деталей 1 и 2 св.арка осуществляется по схеме: сжатие вставки меянДу деталями, вращение вставки, перемещение одной из деталей на величину припуска на нагрев с таким расчетом, чтобы к концу нагрева вставка оказалась у торца Б обоймы, проковка осуществляется резким перемещением детали 1, мгновенно выводящим вставку 3 из контакта с гнездом обоймы 4.-При автоматически прекращается вращение вставки 3 и под полным усилием проковки заканчивается сварка без обычно применяемого предваритель ного торможения вращения обоймы 4, Указанный способ может осуществляться и при принудительном продольном смещении обоймы 4 относительно вращающейся вставки 3, однако констру- , тивно такую схему осуществить сложнее. При больших припусках на нагрев и проковку, что зависит от рода свариваемых материалов, продольное перемещение привода детали 1 при нагреве может сопровождаться синхронным (по заданной программе) продольным перемещением зажима детали 2 до жесткого упора для восприятия проковки после выведения вставки 3 из зацепления с обоймой 4. Сварка может прс«зводиться либо с вргицением только вставки 3, либо (при резком отличии теплофизических свойств деталей 1 и 2) с одновременным вращением вставки 3 и, детали 1. В случае, если детали 2 также сообщается вращение,.привод ее вращения перед проковкой тормозится как и в ДРУГИХ известных машинах, что не влияет на процесс выведения вставки 3 из гнезда обоймы 4-.
Таким образом, за счет исключения тормозных устройств в приводе вращения обоймы с промежуточной вставкой,
конструкция машины для сварки трё1нием при реализации предлагаемого способа значительно упрощается.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки трением деталей из разнородных металлов | 1989 |
|
SU1764901A1 |
| Способ сварки трением | 1984 |
|
SU1449285A1 |
| Машина для сварки трением | 1981 |
|
SU988497A1 |
| Устройство для сварки трением | 1976 |
|
SU716743A1 |
| Способ сварки труб трением | 1977 |
|
SU721283A1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ | 2001 |
|
RU2196031C2 |
| Способ сварки трением | 1982 |
|
SU1087289A1 |
| Устройство для орбитальной сваркиТРЕНиЕМ | 1979 |
|
SU814627A1 |
| Способ сварки давлением | 1990 |
|
SU1754365A1 |
| Способ сварки трением | 1984 |
|
SU1232439A1 |
СПОСОБ СВАРКИ ТРЕНИЕМ двух деталей с использованием промежуточной вставки,которую устанавливают в приводной обойме с возможностью совместного с ней вращения, о т л и ч аю щ. и и с я тем, что, с целью упрощения конструкции машины за счет исключения устройств для торможения вставки, вставку располагают на роестоянии, равном величине припуска на нагрев от-одног6 из торцов обоймы, и в процессе нагрева сообщают ей продольное перемещение относительно обоймы, а проковку осуществляют непосредственно после выведения вставки из зацепления с обоймой. (Л О) со СХ)
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США 3826231, i кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для сварки труб трением через промежуточную вставку | 1975 |
|
SU586971A1 |
