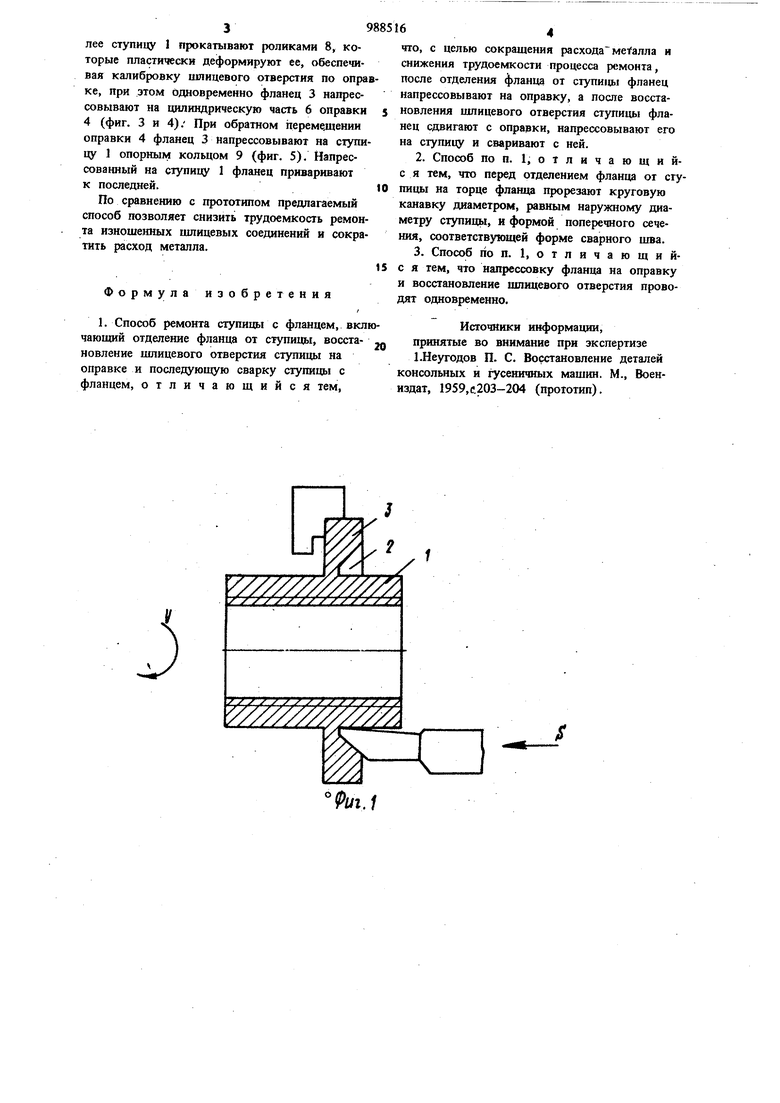
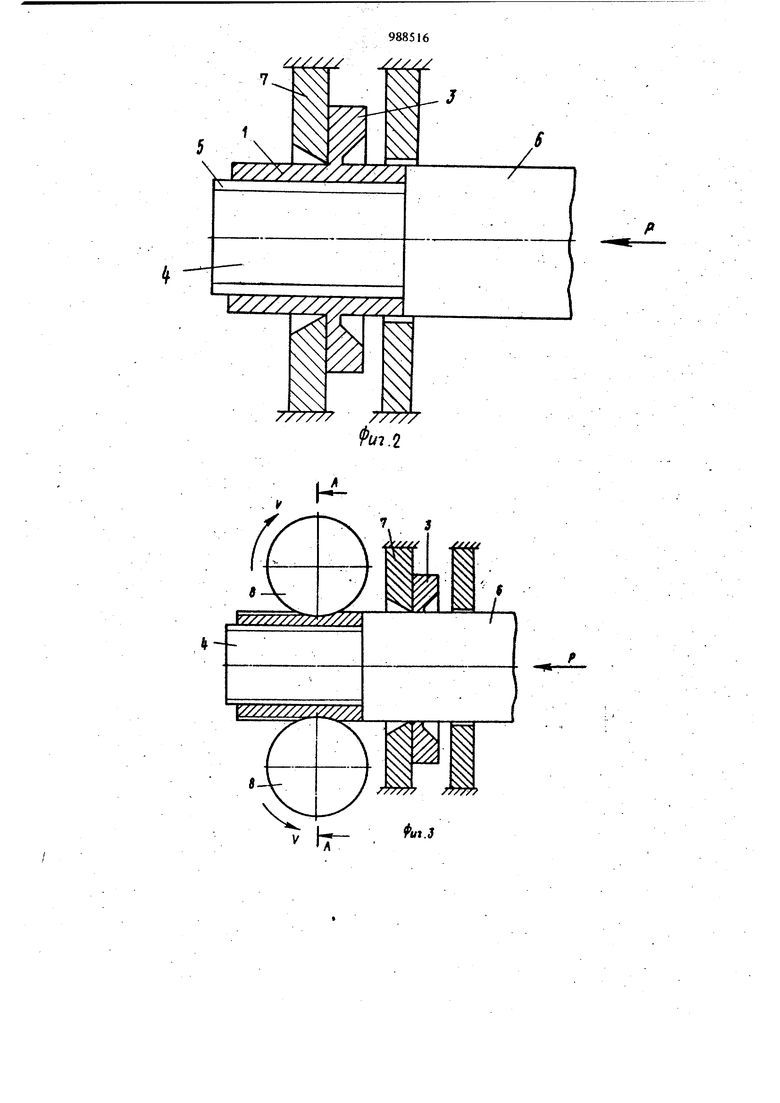
Изобретение относится к ремонтному нроизводству, а именно к способам восстановления изношфных деталей. Известен способ ремонта ступицы с фланцем, включающий отделение фланца от ступицы с фланцем 1. Недостатками известного способа являются сложность его осуществления и большой расход металла. Целью изобретения является сокращение расхода металла и снижение трудоемкости процесса ремонта. Эта цель достигается тем, что согласно спо собу ремонта ступицы с фланцем, включающему отделение фланца от ступицы, восстанов ление шлицевого отверстия ступицы на оправке и последующую сварку ступицы с фланцем, после отделения фланца от ступицы фла нец напрессовывают на оправку, а после восстановления шлицевого отверстия ступицы фланец сдвигают с оправки, напрессовывают его на ступицу и сваривают с ней. Перед отделением фланца от стуш)цы на торце фланца прорезают круговую канавку диаметром, равным наружному диаметру ступицы и формой поперечного сечения, соответствующей форме сварного шва. Напрессовку фланца на оправку и восстановление шлицевого отверстия проводят одновременно. На фиг. I изображена схема, формования канавки на торце фланца; на фиг. 2 - схема отделения фланца от ступицы; на фиг. 3 - схема восстановления шлицевого отверстия ступицы с напрессовкой фланца на цилиндрическую оправку; на фиг. 4, - сечение А-А на фиг. 3; на фиг. 5 - схема иалрессрвки фланца на ступицу после восстановления шлицевого отверстия. Способ осуществляется следуюишм образом. На ступице 1 с изношенным шлицевым отверстием растачивают круговую канавку 2 у основания фланца 3 с поперечнь1м сечением, соответствующим разделке шва под последующую сварку (фиг. 1). Затем фланец 3 срезают посредством калибрующей оправки 4, имеющей шлицевую калибрующую 5 и цилиндрическую 6 части, и матрицы 7 (фиг. 2). Да39лее ступицу 1 прокатывают роликами 8, которые пластически деформируют ее, обеспечивая калибровку шлицевого отверстия по оправ ке, при этом одновременно фланец 3 напрессовывают на цилиндрическую часть 6 оправки 4 (фиг. 3 и 4); При обратном перемедцении оправки 4 фланец 3 напрессовывают на ступицу 1 опорным кольцом 9 (фиг. 5). Напрессованный на ступицу 1 фланец приваривают к последней. По сравнению с прототипом предлагаемый способ позволяет снизить трудоемкость ремонта изношенных шлицевых соединений и сократить расход металла. Формула изобретения 1. Способ ремонта ступицы с фланцем, вклю чающий отделение фланца от ступицы, восстановление шлицевого отверстия ступицы на оправке и последующую сварку ступицы с фланцем, отличающийся тем. 6 что, с целью сокращения расхода мefaллa и снижения трудоемкости процесса р монта, после отделения фланца от ступищ, фланец напрессовывают на оправку, а после восстановления цшицевого отверстия ст) фланец сдвигают с оправки, напрессовывают его на ступицу и сваривают с ней. 2.Способ по п. 1, о т л и ч а ю щ и йс я тем, что перед отделением фланца от ступицы на торце фланца прорезают круговую канавку диаметром, равным наружному диаметру ступиць, и формой поперечного сечения, соответствующей форме сварного шва. 3.Способ по п. 1, о т л и ч а ю щ и йс я тем, что напрессовку фланца на оправку и восстановление щлицевого отверстия проводят одновременно. Источники информации, П1 шятые во внимание при экспертизе ЬНеугодов П. С. Восстановление деталей консольных и гусеничных мащин. М., Воениздат, 1959,с203-204 (прототип).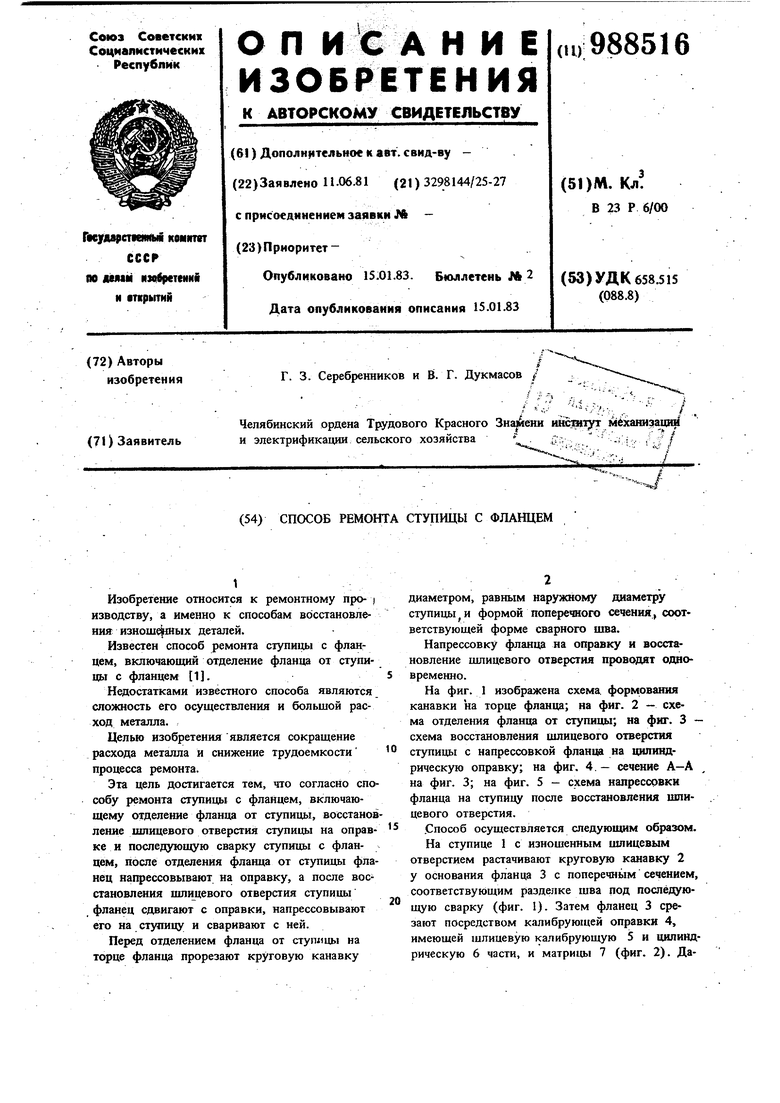
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для ремонта ступицы с фланцем | 1985 |
|
SU1316779A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СТУПИЦЫ С ФЛАНЦЕМ | 1997 |
|
RU2115532C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ФРИКЦИОННОЙ ПЛАНКИ ТЕЛЕЖКИ ВАГОНА | 2001 |
|
RU2201859C2 |
| Способ ремонта зубчатых колес | 1985 |
|
SU1288414A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА ЗУБЧАТЫХ КОЛЕС | 2007 |
|
RU2355545C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОВЕРХНОСТЕЙ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2000 |
|
RU2192949C2 |
| Способ восстановления дисков трения со шлицами на боковых поверхностях | 1989 |
|
SU1761421A2 |
| МЕТАЛЛОПЛАСТИКОВЫЙ БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2289062C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОРШНЯ | 1994 |
|
RU2069138C1 |
| Устройство для напрессовки фланцев на трубы | 1986 |
|
SU1355433A1 |
и
,
У//////// %7,
2
.
У//7:/// /// ///,
7 /f-/4
РигЛ
