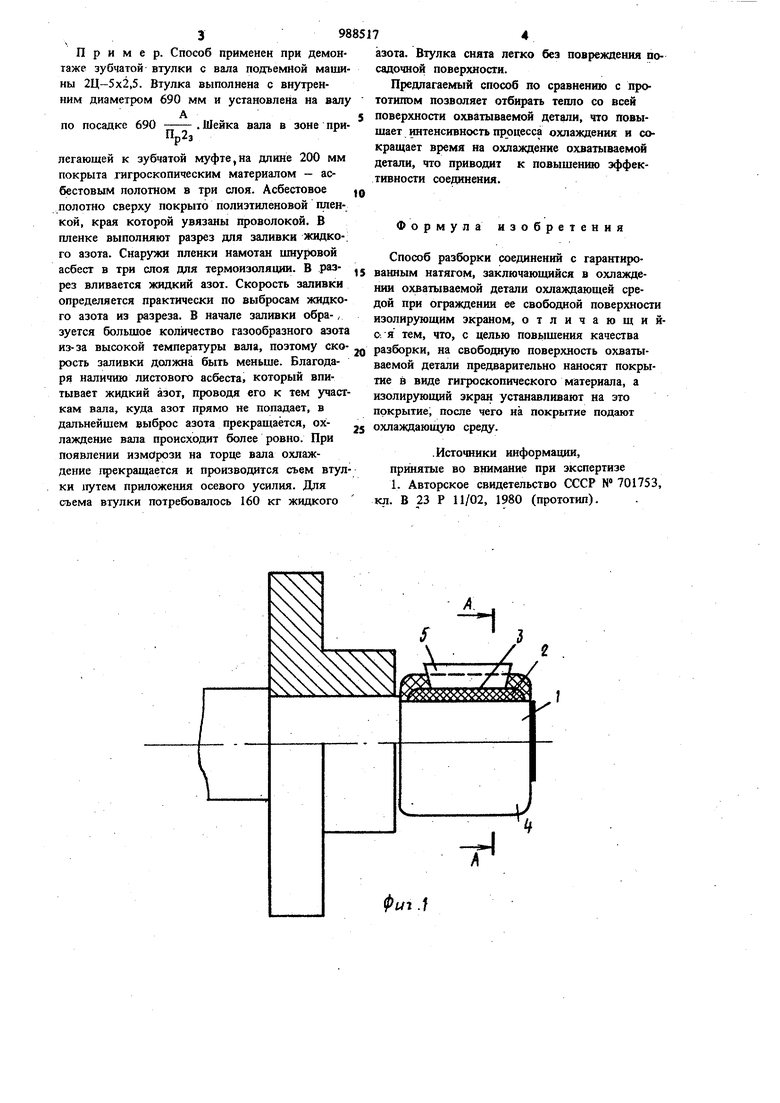
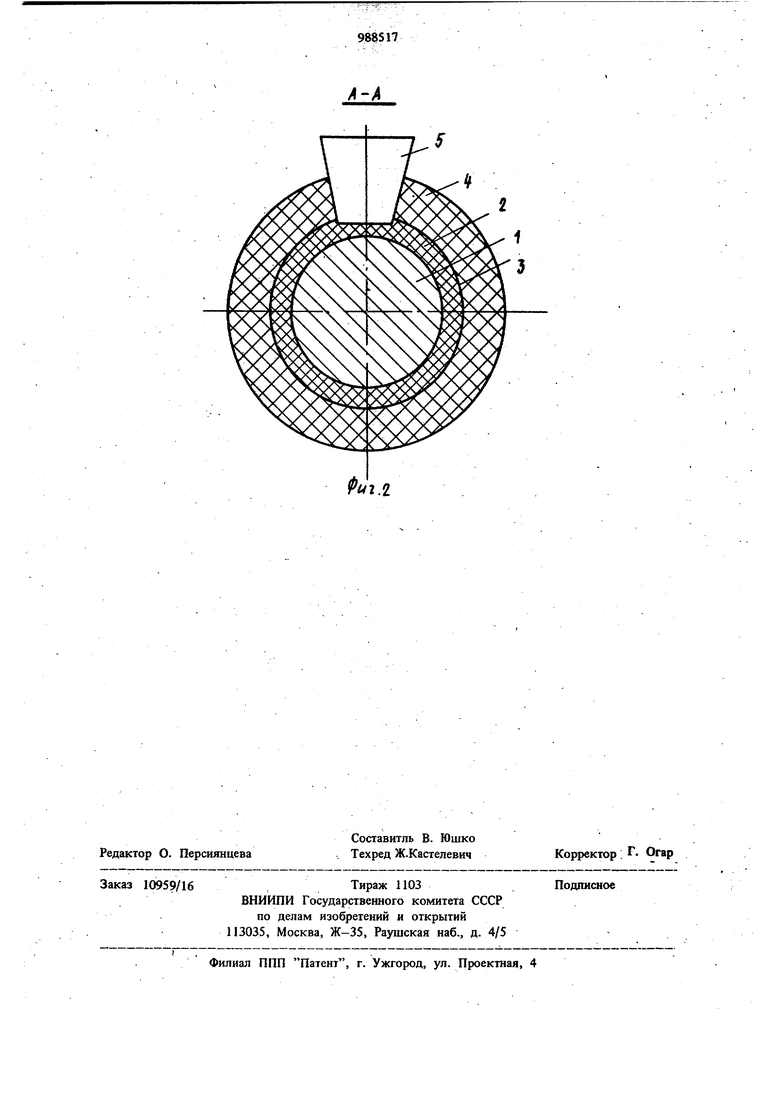
Изобретение относится к машиностроению, в частности к технологии сборочно-разборочных работ, и может быть применено для раз борки соединений с гарантиррванным натягом Известен способ разборки соединений с гарантированным иатягом, заключающийся в охлаждении охватываемой детали охлаждаю щей средой при ограждении ее свободной по верхности изолирующим экраном 11 . Недостатком известного способа является необходимость нагрева сопряженных деталей, что может привести к нежелательным температурным деформациям и повреждениям со-, пряженных деталей. Цель изобретения - повышение качества разборки соединений с гарантированным натя гом. Поставленная цель достигается тем, что согласно способу разборки, заключающемуся охлаждении охватываемой детали охлаждающе средой при ограждении ее свободной поверхности изолирующим экраном, на свободную поверхность, охватываемой детали предварительно наносят пок1№1тие в виде гигроскопи- . ческого материала, а изолирующий экран устанавливают на это покрытие, после чего на покрытие подают охлаждающую среду. На фиг. 1 изображено соединение деталей перед разборкой, общий вид; на фиг. 2 - разрез А-А на фиг. 1. Способ осуществляется следующим образом. Охватываемую деталь 1 покрывают гигроскопическим материалом 2, который накладывают на поверхность детали 1, прилегающую к сопряженным поверхностям соединения. После этого гигроскопический материал 2 закрывают от внешней среды непроницаемым экраном 3 с теплоизолирующей рубашкой 4. В экране 3 имеется заливное отверстие 5, в которое заливается хладагент - жидкий азот. При достижении температуры в месте контакта деталей 0°С или ниже, что характеризуется появлением инея на охватываемой детали, со стороны, противоположной охлаждаемой, происходит ее температурная деформация, что способствует снятию натяга в месте сопряжения детгшей. Пример. Способ применен при демонтаже зубчатой втулки с вала подъемной маши ны 2Ц-5х2,5. Втулка выполнена с внутренним диаметром 690 мм и установлена на валу А по посадке 690 . Шейка вала в зоне прилегающей к зубчатой муфте,на длине 200 мм покрыта гигроскопическим материалом - асбестовым полотном в три слоя. Асбестовое полотно сверху покрыто полиэтиленовой пленкой, края которой увязаны проволокой. В пленке выполняют разрез для заливки жидкого азота. Снаружи пленки намотан ишуровой асбест в три слоя для термоизоляции. В разрез вливается жидкий азот. Скорость заливки определяется практически по выбросам жидкого азота из разреза. В начале заливки обра-, зуется большое количество газообразного азота высокой температуры вала, позтому скорость запивки должна быть меньше. Благодаря наличию листового асбеста, который впитывает жидкий азот, проводя его к тем участкам вала, куда азот прямо не попадает, в дальнейшем выброс азота прекращается, охлаждение вала происходит более ровно. При появлении изморози на торце вала охлаждение прекращается и производится съем втулки путем приложения осевого усилия. Для съема втулки потребовалось 160 кг жидкого азота. Втулка снята легко без повреждения посадочно1с поверхности. Предлагаемый способ по сравнению с прототипом позволяет отбирать тепло со всей поверхности охватываемой детали, что повыщает интенсивность процесса охлаждения и сокращает время на охлаждение охватываемой детали, что приводит к повышению эффективности соединения. Формула изобретения Способ разборки соединений с гарантированным натягом, заключающийся в охлаждении охватываемой детали охлаждающей средой при ограждении ее свободной поверхности изолирующим экраном, отличающийся тем, что, с целью повь1шения качества разборки, на свободную поверхность охватываемой детали предварительно наносят покрытие в виде гигроскопического материала, а изолирующий экран устанавливают на это покрытие; после чего на покрытие подают охлаждающ)то среду. .Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 701753, кл. В 23 Р 11/02, 1980 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫПОЛНЕНИЯ БОЛТОВОГО СОЕДИНЕНИЯ С РАДИАЛЬНЫМ НАТЯГОМ ДЛЯ НЕРАЗЪЕМНЫХ ПАКЕТОВ | 2009 |
|
RU2398137C1 |
| Устройство для тепловой сборки запрессовкой обхватывающей и обхватываемой деталей | 1982 |
|
SU1143562A1 |
| Способ термической сборки соединений с натягом | 1990 |
|
SU1784438A1 |
| Способ подготовки к демонтажу прессовых соединений | 1990 |
|
SU1752525A1 |
| Устройство для запрессовки и распрессовки деталей типа вал-втулка | 1974 |
|
SU515619A1 |
| Устройство для глубокого охлаждения штучных изделий | 1990 |
|
SU1723419A1 |
| СПОСОБ КАРБОБОРИРОВАНИЯ ПОЛЫХ ДЕТАЛЕЙ ИЗ ТУГОПЛАВКИХ МЕТАЛЛОВ И ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ | 2004 |
|
RU2276202C1 |
| СПОСОБ СОЕДИНЕНИЯ С НАТЯГОМ ДЕТАЛЕЙ ВАЛ-ВТУЛКА | 2010 |
|
RU2428295C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ШЛИЦЕВОГО СОЕДИНЕНИЯ НА ПОЛНОПРИВОДНЫХ АВТОМОБИЛЯХ | 2024 |
|
RU2829377C1 |
| Способ сборки с натягом деталей типа вал-втулка | 1982 |
|
SU1031711A1 |
«
2
