(54) УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ НАВЕСКИ ИЗДЕЛИЙ
С ОТВЕРСТИЯМИ В ЦЕНТРЕ НА СВЕЧЕВЫЕ ПОДВЕСКИ
ПОДВЕСНОГО ТОЛКАЮЩЕГО КОНВЕЙЕРА
1
Изобретение относится к механизации транспорта, а именно к навеске на свечевые подвески подвесного толкающего, конвейера изделий типа автомобильных колес.
Известно устройство для навешивания изделий на подвесной конвейер, которое выполнено в виде поворотной платформы и механизма навешивания с подъемно-опускной корзиной 1.
Однако данное устройство обеспечивает навеску только на крюковые подвески, способные транспортировать по. одному изделию, чем исключается возможность комплектации изделий на подвеске и во много раз снижает производительность конвейера.
Наиболее близким к изобретению по технической сущности и достигаемому результату является устройство для автома.тической навески изделий с отверстиями в центре на свечевые подвески г одвесного толкающего конвейера, включающее подающт конвейер, передающий конвейер, между роликами которого установлен подъемник, и систему автоматического управления 2.
К недостаткам данного устройства относится низкая производительность за счет
подачи на одну подвеску только одного изделия.
Цель изобретения - повышение производительности устройства.
5 Поставленная цель достигается тем, что устройство для автоматической навески изделий с отверстиями в лентре на свечевые подвески подвесного толкающего конвейера, включающее подающий конвейер, передающий конвейер, между роликами которого установлен подъемник, и систему автоматического управления, снабжено до полнительным подъемником, размещенным перед основным подъемником между роликами передающего конвейера, двухпозиционным OTIS секателем, установленным на подающем конвейере, противооткатным фиксатором, уста новленным перед основным подъемником, и подъемным разделителем, размещенным за дополнительнымподъемНИКОМ перед противооткатным фиксатором, при этом ролики пе20редающего конвейера выполнены из двух, расположенных на расстоянии одна от другой параллельных ветвей, а противооткатный фиксатор выполнен в виде эксцентрикового поворотного рычага.
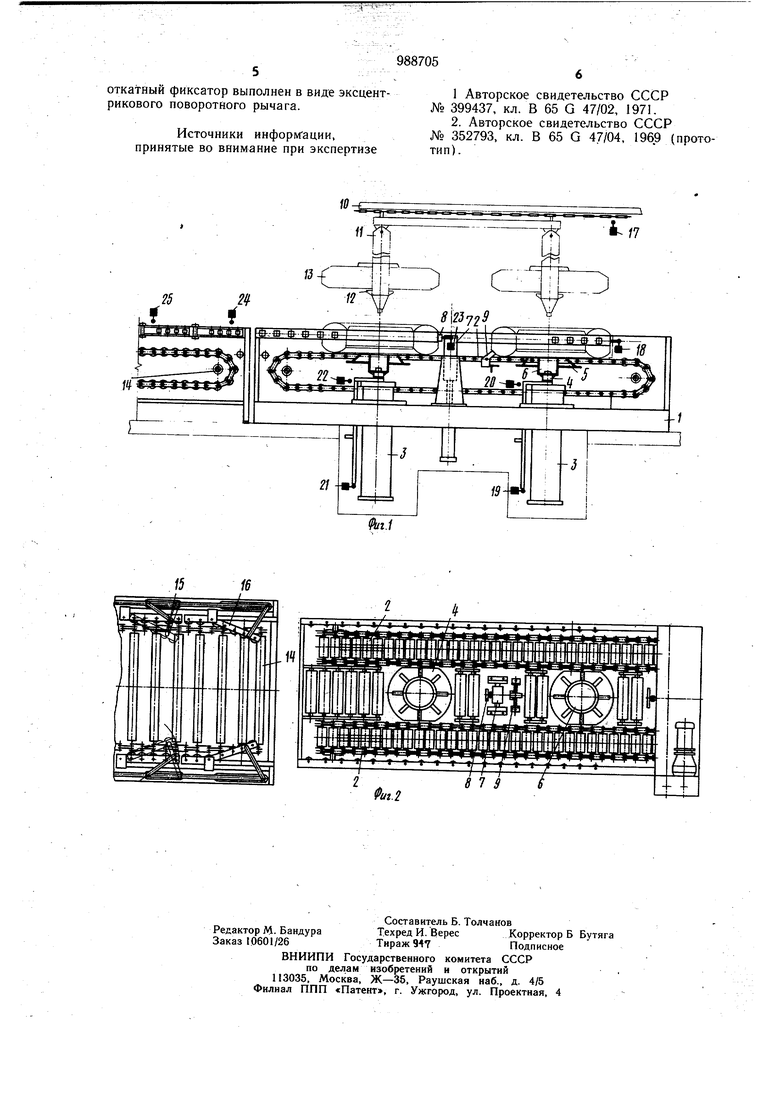
На фиг. 1 изображено предлагаемое устройство, вид сбоку; на фиг., 2 - то же, вид в плане.
Устройство состоит из рамы 1, передающего конвейера 2, состоящего из двух расположенных на расстоянии одна от другой параллельных ветвей, пневмоподъемников 3 со штоками 4, планщайбами 5 и гнездами 6, разделителя 7, датчика 8, противооткатного фиксатора 9. Подвесной толкающий конвейер (ПТК) 10 имеет сцепы из спаренных свечевых подвесок 11 с фиксирующими устройствами 12, на которые навешивается комплект изделий 13.. Подающий роликовый конвейер 14 имеет двухпозиционный отсекатель, у которого имеются рычаги первой позиции 15 и второй позиции 16.
Система автоматического управления представлена датчиками в виде конечных выключателей 17-25.
Устройство для автоматической навески изделий работает следующим образом.
Порожний сцеп подвесного конвейера 10 нажимает выключатель 17, фиксируюш,ий наличие подвески и разрещающий навеску изделий. Датчики нижнего положения 19 и 21 пневмоподъемников 3 замкнуты, что обеспечивает рабочее положение автоматики. Отсекатель роликового конвейера 14 в любом положении имеет одну позицию закрытой, а другую открытой. Транспортируемое изделие при подходе к рычагам первой позиции отсекателя нажимает датчик 25, в результате подготавливается цепь навески, одновременно по команде датчика 25 первая позиция 15 открывается, а вторая позиция 16 закрывается. Проходя первую позицию изделие нажимает датчик 24, который дает команду на открывание второй позиции отсекателя. Первое изделие перемещается по роликам передающего конвейера 2, доходит до датчика 18, по команде которого разделитель 7 поднимается, отсекая прохождение следующего изделия на первую позицию навески. При встрече изделия с датчиком 24, оно, имея запас кинематической энергии, отталкивается от него и по роликам передающего конв.ейера имеет возможность откатиться назад. Этому препятствует противооткатный фиксатор 9, который при движении изделия вперед свободно отклоняется на своей оси, а после прохождения его восстанавливается, запирая изделие на первой позиции навески.
Передающий конвейер 2 имеет постоянно движение, однако его ролики свободно проходят под остановившимся изделием. Второе изделие, выйдя на первую позицию роликового конвейера 14, нажимает датчик 25, который, имея подготовленную цепь включения, открывает рычаги 15, проходя дальше. Нажимает датчик 24, открывая рычаги 16, и закрывает рычаги 15, чем прекращает пропуск идущего следом третьего изделия.
Продолжая движение второе изделие доходит до разделителя 7, воздействует на датчик 8, в результате чего датчик 23 оказывается включенным, а изделие остает9я на второй позиции навески. Совместное нажатие датчиков 18 и 23 и при включенном датчике 17 на подвесной конвейер подается команда на срабатывание обоих пневмоподъемников 3, причем хвостовики подвесок входят в гнезда 6 планшайб 5, а фиксаторы 12
отжимаются центральными отверстиями изделий. При ходе вверх планшайб 5 нажимаются датчики 20 и 22, установленные в положения, когда изделия оказываются навешенными на подвески. По команде датчика 20 и 22 пневмоподъемники 3 и разделитель 7 возвращаются в исходное положение, подготавливая цепь включения к очередной навеске.
Первый на пути навески изделий датчик 25 укомплектовывается электрическим счетчиком, которым производится настройка на пропуск определенного количества изделий и при достижении которого производится замыкание цепи доступа последующих изделий.
При нечетном количестве комплекта дается команда на срабатывание разделителя 7, и последнее нечетное изделие не проходит на первую позицию, а остается на второй позиции, откуда и производится его навеска.
Как правило, комплект автомобильных
колес состоит из 7 или 11 щтук, которые навешиваются на один спаренный сцеп подвесного конвейера, тем самым производится их комплектовка. В то же время навеска на каждую подвеску от трех до шести издеЛИЙ позволяет во много раз увеличить производительность подвесного конвейера.
Формула изобретения
Устройство для автоматической навески изделий с отверстиями в центре на свечевые подвески подвесного толкающего конвейера, включающее подающий конвейер, передающий конвейер, между роликами которого установлен подъемник, и систему автоматического управления, отличающееся тем, что, с целью повышения производительности устройства, оно снабжено дополнительным подъемником, размещенным перед основным подъемником между роликами
передающего конвейера, двухпозиционным отсекателем, установленным на подающем конвейере, противооткатным фиксатором, установленным перед основным подъемником, и подъемным разделителем, размещенным за дополнительным подъемником перед
противооткатным фиксатором, при этом ролики передающего конвейера выполнены из двух расположенных на расстоянии одна от другой параллельных ветвей, а противооткатный фиксатор выполнен в виде эксцентрикового поворотного рычага.
Источники информации, принятые во внимание при экспертизе
1 Авторское свидетельство СССР № 399437, кл. В 65 G 47/02, 1971.
2, Авторское свидетельство СССР № 352793, кл. В 65 G 47/04, 1969 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для навески изделий на подвески подвесного толкающего конвейера | 1983 |
|
SU1131792A1 |
| ПОДВЕСКА ПОДВЕСНОГО ТОЛКАЮЩЕГО КОНВЕЙЕРА ДЛЯ КУЗОВА АВТОМОБИЛЯ | 2003 |
|
RU2253603C1 |
| Установка для подачи стержней | 1980 |
|
SU950480A1 |
| Линия для настилания и раскроя полотна | 1978 |
|
SU791579A1 |
| Устройство для передачи изделий с конвейера на конвейер | 1959 |
|
SU125184A1 |
| Устройство для загрузки подвесок подвесного конвейера | 1987 |
|
SU1507695A1 |
| Поточная линия для обработки изделий | 1989 |
|
SU1691067A1 |
| Останов подвесного толкающего конвейера | 1984 |
|
SU1276591A1 |
| Подвесной толкающий конвейер | 1977 |
|
SU701883A1 |
| Устройство для транспортировки колес | 1977 |
|
SU740638A1 |
