Известен способ заливки деталей антифрикционным сплавом, нанример вкладышей подшипников, заключающийся в том, что расплавленный металл заливают в зазор между изпошеппой поверхностью подшипника и установленным внутри него валом через канал, об-разованпый в пластинках, вложенных между крышкой п основанием подшипника.
Предложенный способ отличается тем, что в стенках проушин траков гусениц, например тракторов, со стороны наибольшего износа вы полняют сквозные отверстия, через которые заливают сплав. Это позволяет упростить процесс восстановления деталей, исключив необходимость применения специальных форм с литниковыми системами.
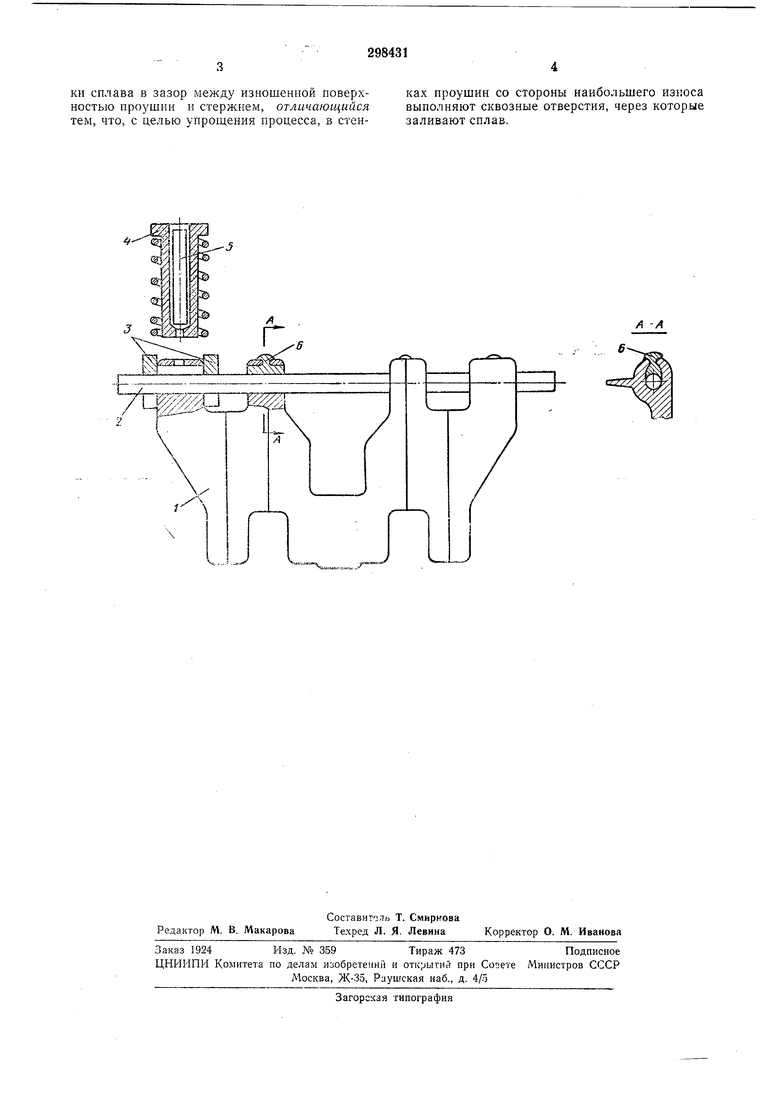
На чертеже показана схема заливки изношенного отверстия проушины износостойким сплавом.
В средней части проушины звена 1 выполняют одним из известных способов отверстие, расположенное со стороны наибольшего износа.
В отверстии проушины размещают стержень 2 (формирующий палец). Для предотвращения вытекания металла на торцах проушины закрепляют ограничительные шайбы 3. В тигель 4 высокочастотной плавильной установки опускают пруток 5 из износостойкого сплава, который по мере расплавления через
отверстие в дпе тигля и предварительпо изготовленное отверстие проушины заполняет зазор между стержнем 2 и изношенной поверхностью нроушины.
Сплавления залитого сплава с основным не происходит-наплавленная часть закрепляется за счет заклепки 6, образованной застывшим металлом в подготовленном отверстии.
Соответствующая форма и размеры отверстий, а также их соосность обеспечивается установкой стержня в проушинах звена. При этом холодная проушина и стальной или медпый стержень способствуют созданию в наплавленном слое закалочных структур, повышающих его твердость.
Использование предлагаемого способа восстановления изношенных проушин траков гусениц исключает необходимость нагрева проушин до высокой температуры, приводящего к резкому снижению их прочности, и позволяет получить с наименьшими затратами и без последующей механической и термической обработки отверстия необходимой формы, размеров и износостойкости.
ки сплава в зазор между изношенной поверхностью проушин и стержнем, отличающийся тем, что, с целью упрощения процесса, в стенках проушин со стороны наибольшего износа выполняют сквозные отверстия, через которые заливают сплав.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ремонта проушин звеньев гусениц | 1981 |
|
SU996161A1 |
| Способ наплавки деталей | 1980 |
|
SU939168A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ЗАЛИВКОЙ ЖИДКИМ МЕТАЛЛОМ | 1997 |
|
RU2124963C1 |
| Способ ремонта втулки гусеницы | 1990 |
|
SU1806044A3 |
| Установка для наплавки деталей | 1980 |
|
SU933233A1 |
| Способ восстановления деталей | 1979 |
|
SU931287A1 |
| Способ изготовления износостойких отливок | 1978 |
|
SU749561A1 |
| Способ ремонта отверстий проушин звеньев гусениц | 1986 |
|
SU1454631A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗНОСОСТОЙКИХ ОТЛИВОК | 2001 |
|
RU2201312C2 |
| Способ восстановления звена гусеницы | 1987 |
|
SU1458075A1 |
/I -А
