1
Изобретение относится к трубопрокатному производству.
Известен стан холодной прокатки труб на оправке, обеспечивающий получение тонкостенных труб из сварной заготовки, получаемой на отдельно стоящем трубосварочном стане 1.
Недостатком известного стана является отсутствие непрерывности процесса и непроизводительное использование производственных площадей.
Наиболее близким по техническому существу к предложенному изобретению является поточная линия производства труб, содержащая установленные по ходу технологического процесса и связанные между собой транспортными средствами бунторазматыватель, стыкосварочную машину, петлевое устройство, формовочные клети, трубосварочную мащину, стан холодного безоправочного редуцирования и отрезной станок 2.
Недостатком этой линии является невозможность прокатки заготовки на оправке, что не позволяет получить особо тонкостенные трубы.
Цель изобретения - повышение тонкостенности прокатываемых труб.
Указанная цель достигается тем, что в поточной линии производства труб, содержащей установленные по ходу технологического процесса и связанные между собой транспортными средствами бунторазматыватель, стыкосварочную мащину, петлевое устройство, фомовочные клети, трубосварочную мащину, стан холодного редуцирования, отрезной станок, в качестве стана холодного
редуцирования установлен стан периодической прокатки с неподвижной оправкой, стержень которой выведен навстречу движения сваренной заготовки на участок сведения ее кромок и закреплен своим задним концом перед трубосварочной мащиной.
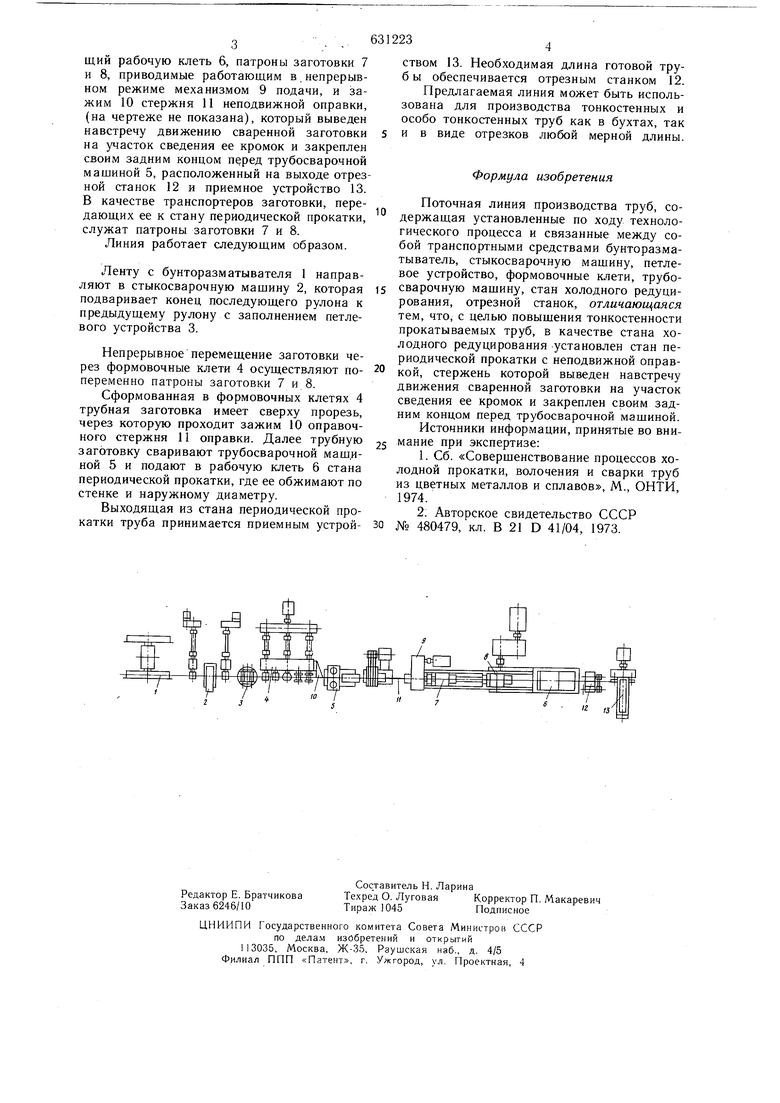
На чертеже представлена линия, общий вид в плане.
Поточная линия производства труб включает установленные по ходу технологического процесса двухпозиционный бунторазматыватель 1, стыкосварочную машину 2, петлевое устройство 3, формовочные клети 4 и трубосварочную машину 5, стан холодного редуцирования, в качестве которого установлен стан периодической прокатки, имеющий рабочую клеть 6, патроны заготовки 7 и 8, приводимые работающим в. непрерывном режиме механизмом 9 подачи, и зажим 10 стержня 11 неподвижной оправки, (на чертеже не показана), который выведен навстречу движению сваренной заготовки на участок сведения ее кромок и закреплен своим задним концом перед трубосварочной машиной 5, расположенный на выходе отрезной станок 12 и приемное устройство 13. В качестве транспортеров заготовки, передающих ее к стану периодической прокатки, служат патроны заготовки 7 и 8.
Линия работает следующим образом.
Ленту с бунторазматывателя 1 направляют в стыкосварочную машину 2, которая подваривает конец последующего рулона к предыдущему рулону с заполнением петлевого устройства 3.
Непрерывное перемещение заготовки через формовочные клети 4 осуществляют попеременно патроны заготовки 7 и 8.
Сформованная в формовочных клетях 4 трубная заготовка имеет сверху прорезь, через которую проходит зажим 10 оправочного стержня 11 оправки. Далее трубную заготовку сваривают трубосварочной машиной 5 и подают в рабочую клеть 6 стана периодической прокатки, где ее обжимают по стенке и наружному диаметру.
Выходящая из стана периодической прокатки труба принимается приемным устройством 13. Необходимая длина готовой труб ы обеспечивается отрезным станком 12. Предлагаемая линия может быть использована для производства тонкостенных и особо тонкостенных труб как в бухтах, так и в виде отрезков любой мерной длины.
Формула изобретения
Поточная линия производства труб, содержащая установленные по ходу технологического процесса и связанные между собой транспортными средствами бунторазматыватель, стыкосварочную машину, петлевое устройство, формовочные клети, трубосварочную мащину, стан холодного редуцирования, отрезной станок, отличающаяся тем, что, с целью повышения тонкостенности прокатываемых труб, в качестве стана холодного редуцирования установлен стан периодической прокатки с неподвижной оправкой, стержень которой выведен навстречу движения сваренной заготовки на участок сведения ее кромок и закреплен своим задним концом перед трубосварочной машиной.
Источники информации, принятые во внимание при экспертизе:
1. Сб. «Совершенствование процессов холодной прокатки, волочения и сварки труб из цветных металлов и сплавов, М., ОНТИ, 1974.
2; Авторское свидетельство СССР № 480479, кл. В 21 D 41/04, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Трубосварочный стан для производства труб в бухтах | 1979 |
|
SU990363A1 |
| Способ изготовления прямошовных сварных труб и трубосварочный стан для его осуществления | 1977 |
|
SU764766A1 |
| Протяжной механизм трубосварочного стана | 1979 |
|
SU880546A1 |
| Механизированная линия для изготовления электросварных труб | 1979 |
|
SU1808436A1 |
| Трубоэлектросварочный стан | 1986 |
|
SU1373460A1 |
| Непрерывный трубосварочный агрегат | 1975 |
|
SU590033A1 |
| СТАН ДЛЯ ИЗГОТОВЛЕНИЯ СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ МЕРНОЙ ДЛИНЫ | 2000 |
|
RU2185910C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ТРУБ ПОВЫШЕННОЙ ТОЧНОСТИ | 1994 |
|
RU2084300C1 |
| Непрерывный трубосварочный стан | 1975 |
|
SU639626A1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ СРЕДНЕЙ ТОЛЩИНЫ | 1971 |
|
SU312636A1 |
