Изобретение относится к обработке материалов резанием, а именно к устройствам для ориентации и зажима деталей сложной конфигурации на металлорежущих станках.
Известно устройство для ориентации и зажима деталей, содержащее основание с горизонтальной базовой поверхностью, подвижный Б осевом направлении корпус с опорой и щарнирно закрепленный на корпусе подпружиненный прижим.
Недостатком указанного устройства является невысокая точность обработки деталей сложной конфигурации.
Целью изобретения является повыщение точности обработки деталей сложной конфигурации.
Указанная цель достигается тем, что в устройстве, содержащем основание с горизонтальной базовой поверхностью, подвижный в осевом направлении корпус с опорой и щарнирно закрепленный на корпусе подпружиненный прижим, основание снабжено упором, а корпус - подпружиненными плунжерами, при этом опора выполнена в виде плуплечего рычага с центрирующей призмой на одном плече и опорной площадкой на другом, причем упор установлен с возможностью контактирования с прижимом, а плунжеры - с двуплечим рычагом.
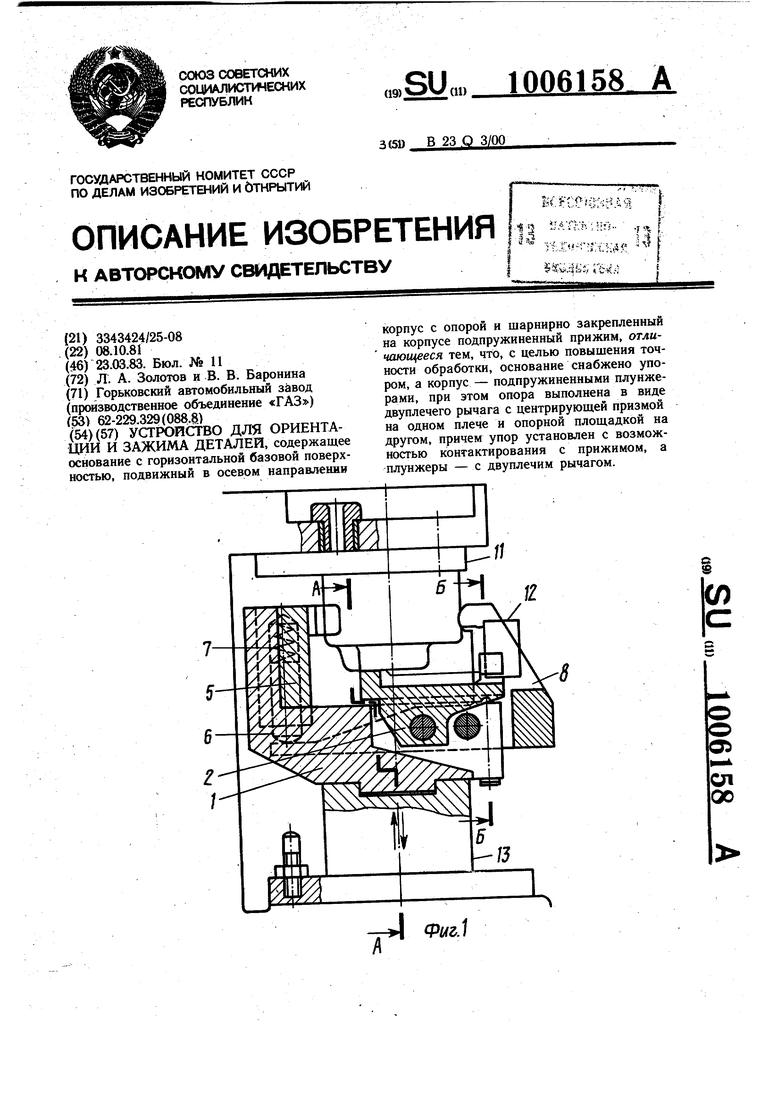
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - устройство, вид сверху; на фиг. 4 - разрез Б-Б на фиг. 1.
Устройство содержит корпус 1, в пазу которого на оси с возможностью покачивания установлена опора 2, которая выполнена в виде двуплечего рычага. Два плунжера 3, установленные в отверстиях корпуса 1 и подпружиненные относительно него, служат для удержания опоры 2 в исходном положении. В этом положении оба плунжера 3 под действием пружин 4 занимают крайнее верхнее положение. Ориентирующая призма 5 прикреплена к вертикальной поверхности выступа корпуса 1. В двух отверстиях призмы 5 размещены плунжеры 6 и пружины 7. Выступающие из отверстий сферические торцы плунжеров б упираются в горизонтальное раздвоенное плечо прижима 8, шарнирно закрепленного в корпусе I. Упор 9 закреплен на основании 10. Плита 11, прикрепленная к основанию 10, снабжена горизонтальной базовой поверхностью. К ней прижимается своей базовой поверхностью обрабатываемая деталь 12. Корпус 1 закреплен на торце штока 13 привода (не показан). Шток 13 перемещается возвратно-поступательно в вертикальном направлении от привода, например гидравлического, при аажиме и разжиме детали 12.
Правое плечо рычага-опоры 2 имеет форму центрирующей призмы 14, левое - опорной площадки 15. Взаимное положение при мы 14 и площадки 15 определено конфигурацией нижней сложной поверхности обрабатываемой детали 12.
Устройство работает следующим образом. На фиг. 1 устройство изображено в рабочем положении. Обрабатываемая деталь 12 сориентирована и прижата к базовой плите 11 основания 10. После обработки - сверления отверстий - включается привод, при этом шток 13 вместе с закрепленным на его торце корпусом I и обработанной деталью 12 опускается. По пути прижим 8 концом своего горизонтального плеча находит на упор 9 и при дальнейшем опускании корпуса 1 поворачивается на оси, отходя от обработанной детали 12 своим вертикальным - рабочим плечом. При этом
0 пружины 7 сжимаются. Обработанная деталь 12 снимается и устанавливается на ее
место необработанная. Деталь. 12 ложится на опору 2 и поджимается предварительно к призме 5. Затем включается привод и
5 шток 13 вместе с корпусом 1 и обрабатываемой деталью 12 поднимаются вверх. С началом подъема корпуса 1 начинается поворот прижима 8 против часовой стрелки в результате воздействия на его левое плечо пружин 7 через плунжеры 6. С отходом ле0 бого плеча прижима 8 от упора 9 правое - рабочее его плечо нажимает на обрабатываемую деталь 12, прижимая ее к призме 5 и предварительно ориентируя ее в угловом отношении путем поворота ее вокруг вертикальной оси. При дальнейшем подъеме
5 обрабатываемая деталь 12 своей верхней горизонтальной поверхностью прижимается к базовой поверхности плиты 11 с усилием зажима. Усилие зажима на деталь 12 передается через опору 2, при этом деталь 12 окончательно ориентируется в горизонталь ной плоскости по ее цилиндрической горловине, на которую воздействует правое плечо опоры, выполненное по форме центрирующей призмы 5. При этом возможен отход поверхности детали 12 от одного из
5 двух разветвлений вертикального - рабочего плеча прижима 8. Окончательно сориентированная деталь 12 (призмой 5 по контуру корпусной части детали 12 и правым плечом опоры 2 по цилиндрической части горловины ее) и прижатая к базовой горизон0 таЛьной поверхности плиты 11, обрабатывается.
Вследствие такого выполнения устройства повышается точность базирования детали сложной конфигурации и, следовательно, точность ее механической обработки.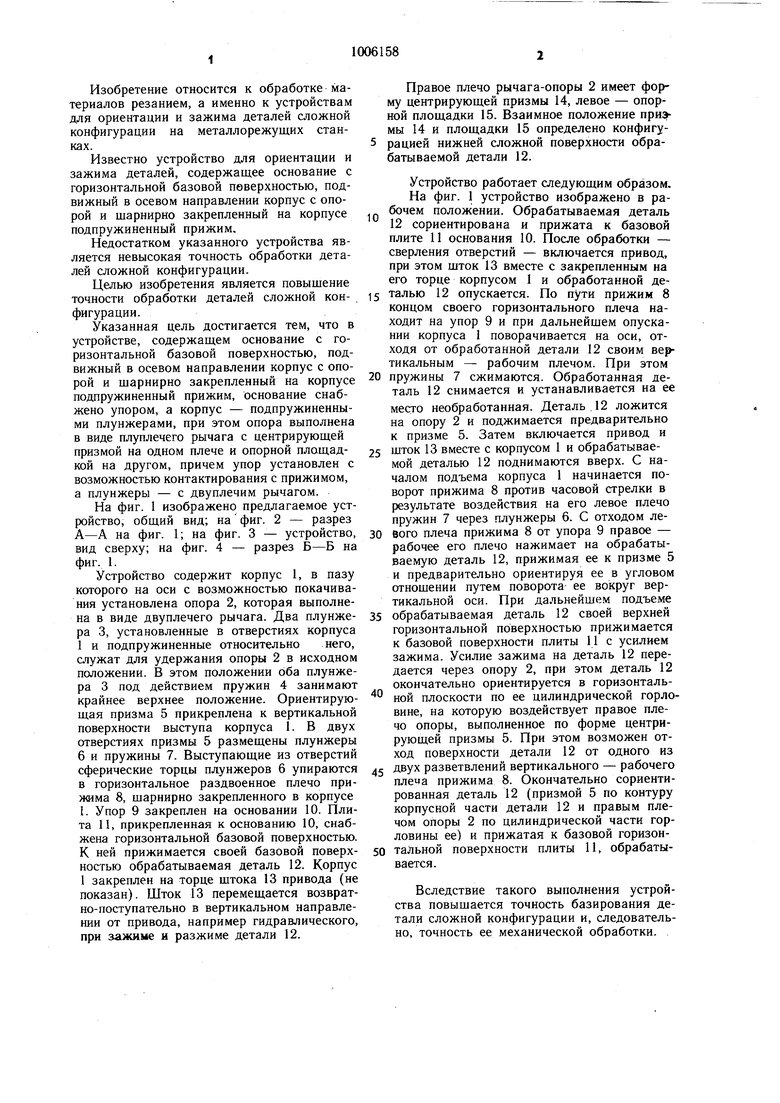
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки под сварку | 1980 |
|
SU941131A1 |
| Зажимное устройство | 1985 |
|
SU1306683A1 |
| Устройство для фиксации и прижима свариваемых деталей | 1977 |
|
SU707741A1 |
| Инструмент для отбортовки | 1978 |
|
SU721170A1 |
| УСТРОЙСТВО ДЛЯ БАЗОВОЙ УСТАНОВКИ ЛАПЫ БУРОВОГО ДОЛОТА ПРИ ЕЕ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ | 2007 |
|
RU2356703C2 |
| Автоматическая линия | 1986 |
|
SU1465263A1 |
| Агрегатный станок | 1977 |
|
SU686848A1 |
| Транспортное устройство к многопозиционному агрегатному станку | 1982 |
|
SU1131636A1 |
| Агрегатный станок | 1986 |
|
SU1399078A1 |
| Способ сборки редукторов и устройство для его осуществления | 1990 |
|
SU1754403A1 |
УСТРОЙСТВО ДЛЯ ОРИЕНТАЦИИ И ЗАЖИМА ДЕТАЛЕЙ, содержащее основание с горизонтальной базовой поверхностью, подвижный в осевом направлении корпус с опорой и шарнирно закрепленный на корпусе подпружиненный прижим, отличающееся тем, что, с целью повышения точности обработки, основание снабжено упором, а корпус - подпружиненными плунжерами, при этом опора выполнена в виде двуплечего рычага с центрирующей призмой на одном плече и опорной площадкой на другом, причем упор установлен с возможностью контактирования с прижимом, а плунжеры - с двуплечим рычагом. (О О) ел 00