Фс/е 1 -I.
19 Я Я
Изобретение относится к металлообработке и предназначено для зажима цилиндрических деталей на металлорежущих станках.
Цель изобретения - повышение надежности и производительности работы устройства.
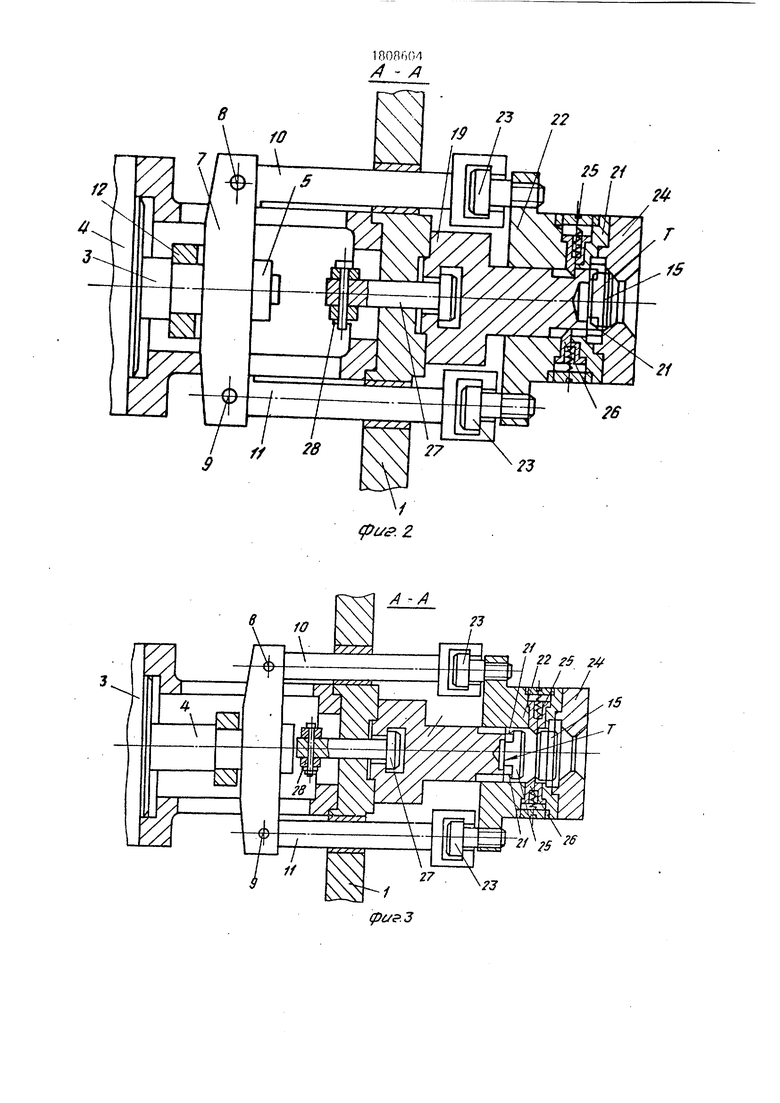
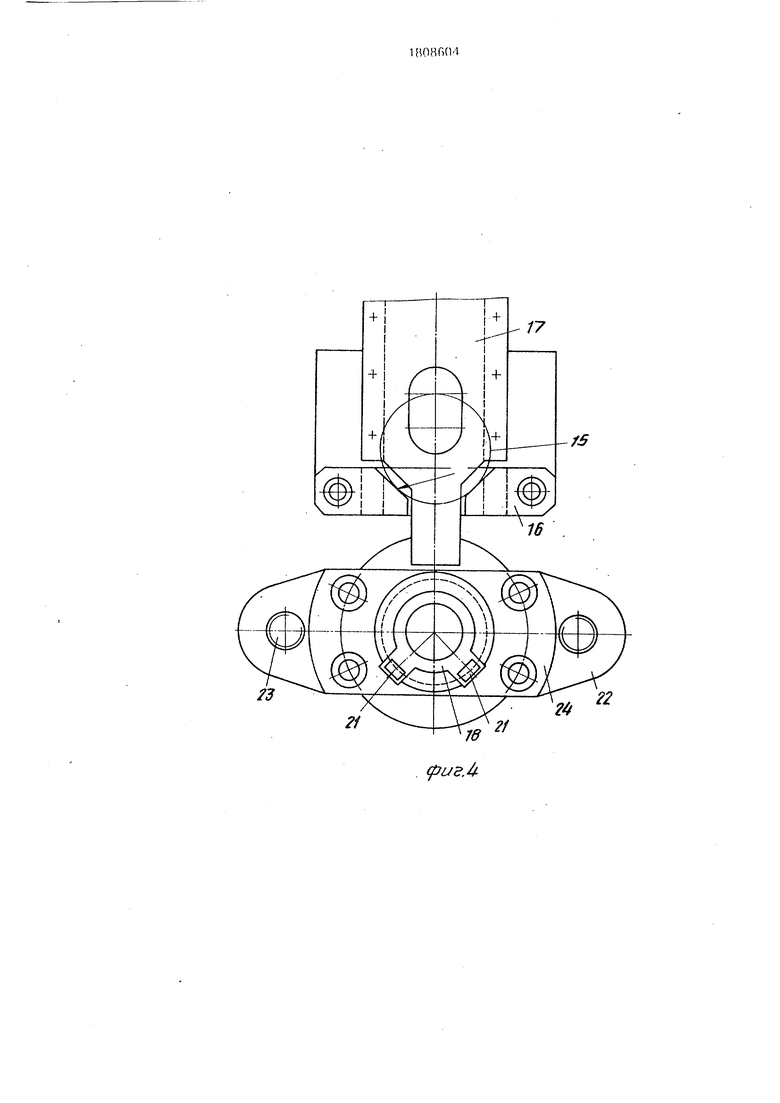
На фиг. 1 изображен вертикальный осевой разрез устройства; на фиг. 2 - сечение А-А фиг. 1, крайнее левое положение штока (увеличено); на фиг. 3 - сечение А-А фиг. 1, крайнее правое положение штока (увеличено); на фиг, 4 - вид Б фиг. 1 (увеличено); на фиг. 5 - сечение В-В фиг. 1.
Устройство содержит базовую плиту 1, на которой закреплен резьбовыми шпильками 2 пневмоцилиндр 3, на штоке 4 которого с помощью гайки 5 и шайбы 6 закреплена поперечная траверса 7, соединенная шар- нирно при помощи осей 8,9с парой внецен- тренных тяг 10, 11. На штоке 4 закреплен кронштейн 12, кинематический связанный со скалкой 13, Скалка 13 контактирует.посредством регулировочного винта 14 с механизмом для поштучной выдачи деталей 15, выполненным в виде подпружиненной каретки 16с опорными поверхностями Д, установленным в нижней части направляющего лотка 17 над сменным зажимным блоком 18. Зажимной блок 18 выполнен в виде неподвижного корпуса 19 с центрирующим пояском 20 на привалочной плоскости П, а на противоположном конце корпуса 19 закреплены опорные планки 21, На корпусе 19 установлена подвижная втулка 22, с одной стороны кинематически связанная с тягами 10, 11 посредством винтов 23, с другой стороны втулка несет зажимную коническую призму 24 и подпружиненные плунжера 25, 26 принудительного удаления детали 15 е опорных планок 21. Фиксирующим элементом сменного зажимного блока 18 является тяга 27, шарнирный рычаг28, опора 29, винт 30, гайка 31.
Работа устройства происходит в следующем порядке.
. При крайнем левом положении штока 4 пневмоцилиндра 3, закрепленного резьбовыми шпильками 2 на базовой плите 1, соединенного парой, внецентренных тяг 10 и 11, посредством гайки 5, шайбы 6, траверсы 7, осей 8 и 9, обрабатываемая деталь 15 поступает поштучно на опорные поверхности Д каретки 16. Скалка 13 контактирует посредством регулировочного винта 14 с механизмом поштучной выдачи деталей, выполненным в виде подпружиненной каретки 16, опорные поверхности Д которой перекрывают канал лотка 17.
При перемещении в крайнее правое исходное положение штока 4, кронштейн 12, связанный кинематически со скалкой 13 через регулировочный винт 14, воздействует
на каретку 16, поверхности Д которой освобождают канал лотка 17. Одновременно от штока 4 происходит перемещение подвижной втулки 22, при этом подпружиненные плунжера 25 и 26 занимают исходное положение, при котором между торцем Т корпуса 19 и плунжерами 25 и 26 образуется окно, в которое падает с опорных поверхностей Д каретки 16 обрабатываемая деталь 15 и встает на опорные планки 21.
5 При ходе штока 4 влево происходит поджим обрабатываемой детали 15 и торцу Т корпуса 19 подпружиненными плунжерами 25 и 26 с последующим проскакиванием последних за обрабатываемую деталь 15 и за0 жим детали 15 конической призмой 24. При этом канал лотка 17 перекрывается поверхностями Д каретки 16 и на поверхности Д поступает следующая деталь 15. Происходит обработка зажатой детали 15. При повторном
5 ходе штока 4 в крайнее правое исходное положение происходит принудительный сброс обработанной детали 15 подпружиненными о плунжерами 25 и 26 с опорных планок 21 и одновременная установка следующей дета0 ли 15 на позицию обработки,
Фиксирующий элемент служит для установки сменного зажимного блока 18 на плиту 1. Вращением гайки 31 освобождают винт 30. При этом тяга 27 через посредство рыча5 га 28 и опоры 29 получает возможность осевого перемещения вправо на величину, превышающую высоту центрирующего пояска 20 на торце корпуса 19, зажимной блок снимается. Установка нового сменного за0 жимного блока 18 происходит в обратном порядке.
Формул а изо бретен и я Устройство для зажима и поштучной выдачи деталей, содержащее закрепленные на
5 базовой плите механизм поштучной выдачи, . фиксирующий элемент и сменный зажимной блок, в корпусе с опорными планками которого размещена втулка, связанная Посредством тяг и поперечной траверсы с при0 водным штоком, отличающеес я тем, что, с целью повышения надежности и производительности работы устройства, механизм поштучной выдачи выполнен в виде подпружиненной каретки, установленной
5 над зажимным блоком и кинематически связанной со штоком, а зажимной блок имеет подпружиненные плунжеры, размещенные во втулке и предназначенные для принудительного удаления обработанных деталей с опорных планок.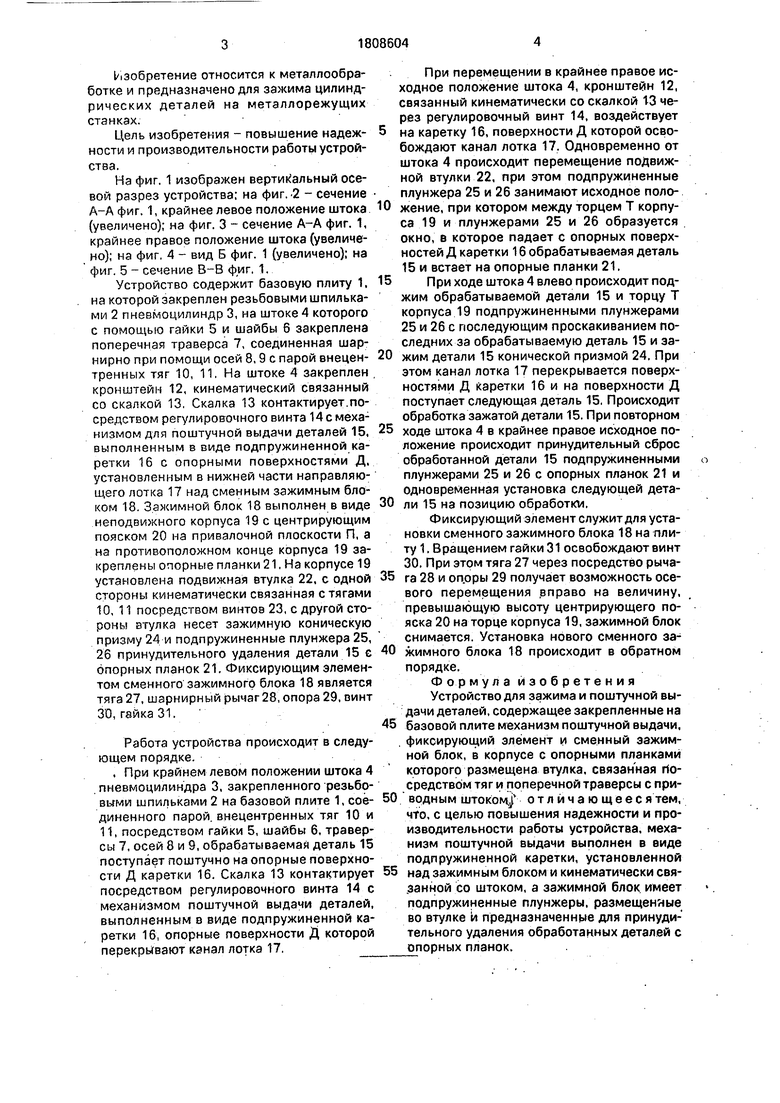
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегатный станок | 1982 |
|
SU1042957A1 |
| Многопозиционный станок | 1985 |
|
SU1263498A1 |
| Автомат для сборки резьбовых соединений | 1978 |
|
SU751565A1 |
| Загрузочно-разгрузочное устройство | 1984 |
|
SU1199578A1 |
| Автомат для обработки отверстий в деталях | 1986 |
|
SU1342679A1 |
| Устройство для подачи материала в рабочую зону пресса | 1983 |
|
SU1346305A1 |
| Тонко-расточной станок | 1973 |
|
SU476943A2 |
| Устройство для подачи деталей | 1990 |
|
SU1798112A1 |
| Хонинговальный станок для обработки цилиндрических поверхностей | 1986 |
|
SU1563951A2 |
| УСТРОЙСТВО ОРИЕНТАЦИИ ПЛОСКИХ ДЕТАЛЕЙ | 1996 |
|
RU2098257C1 |

Использование: изобретение относится к металлообработке и предназначено для зажима цилиндрических деталей. Сущность изобретения: устройство содержит сменный зажимной блок 18 и механизм поштучной выдачи деталей, выполненный в виде подпружиненной каретки 16, кинематически связанной со штоком 4. Каретка 16 установлена над зажимным блоком 18, который имеет размещенные во втулке 22 подпружиненные плунжера для принудительного удаления деталей 15 с опорных планок 21 корпуса 19 зажимного блока 18. 5 ил.
| Электрогравировальная машина | 1961 |
|
SU139951A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
