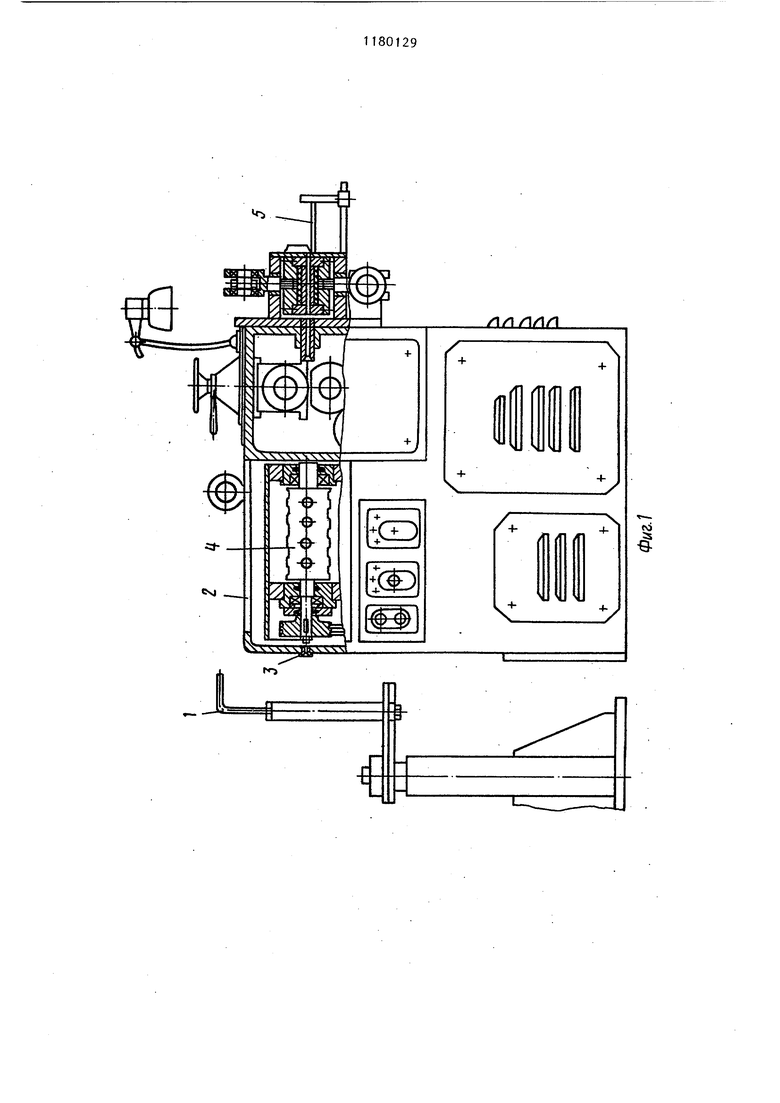
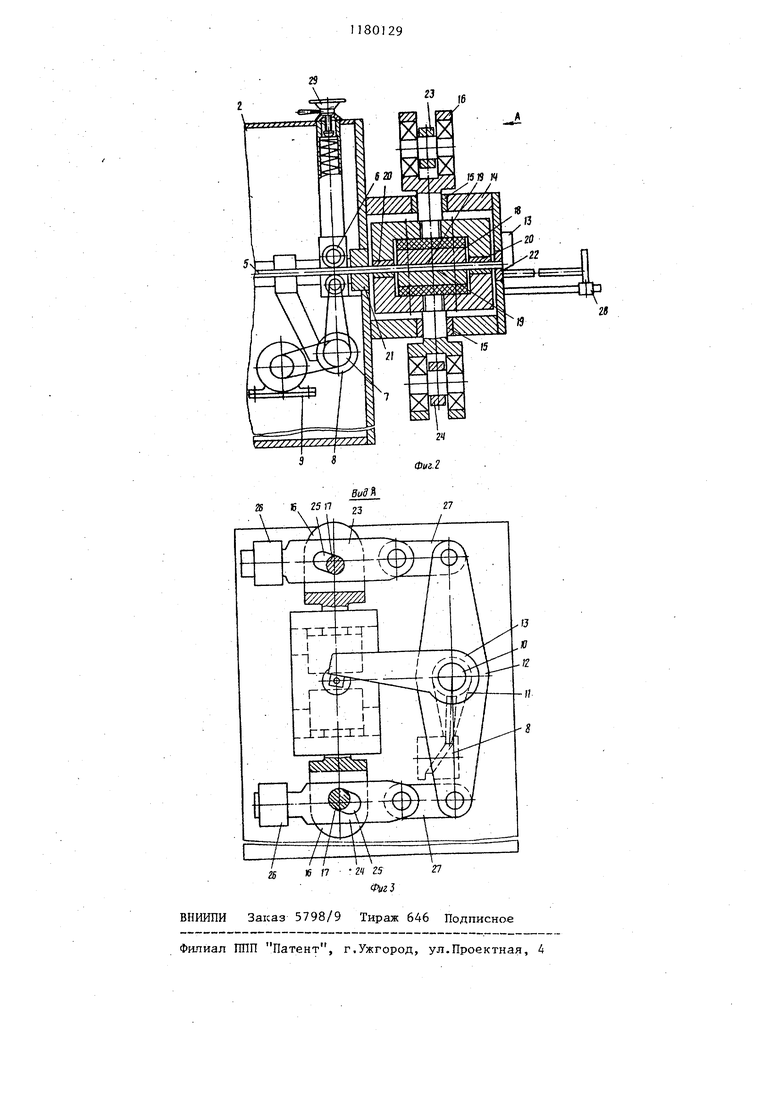
Нзобретение относится к обработке металлической проволоки и изготов ления из нее изделий, например насеченных, штифтов, осей, требующих не только операций обработки металлов давлением, но и операций механической обработки. Цель изобретения - упрощение конструкции и повышение надежности. На фиг.1 изображен предлагаемый автомат, общий вид; на фиг.2 - механизм насечки и отрезки проволоки; на фиг.З - вид А на фиг.2. Автомат содержит размоточную каI тушку 1, станину 2, на которой УСтановлены втулка 3, рихтующие фильеры 4, предназначенные для правки проволоки 5, подающие ролики 6, распределительньш вал 7 с кулачком 8, приводимый во вращение электродвигателе 9, вал 10, на котором расположень ры чаг 11, двуплечий рычаг 12 и нож 13. Станина 2 имеет кронштейн 14 с направляющими 15, в которых установлены толкатели 16 с роликами 17, при жимными планками 18 с предусмотренны в них продольным пазом 19 для фиксации подаваемой проволоки. Толкатель 16 также снабжен профилированными вставками 20 для формования изделий различного профиля, например, насеченных штифтов или осей. В отверстиях кронштейна 14 по оси подачи проволоки расположены фильеры 21 и 22, предотвращающие радиальное биение обрабатьгоаемой заготовки. Кулачки 23 и 24 с профилированным пазом 25 расположены в направляющих 26 станины и связаны с двуплечим рычагом 12 с помощью тяги 27. За ножом 13 расположен упор 28, установленный с возможностью регулировки длины заготовки. Для прижатия подающих роликов служит маховичек 29 Устройство работает следующим образом. Из бухты, установленной на размоточной катушке 1, проволока 5 за- правляется в канавки рихтующих фильер 4, в канавки подающих,роликов 6, затем в отверстия фильер 21 и 22 до соприкосновения с упором 28. После этого включается,электродвигатель 9 и приводит во вращение рихтующие фильеры 4, подающие ролики б , а также распределительный вал 7 с кулачком 8. Последний при помощи рычага 11 приводит во вращение вал 1О с.двуплечим рычагом 12 и ножом 13. Двуплечий рычаг 12 с помощью тяги 27 перемещает кулачки 23 и 24, которые, в свою очередь, профилированным пазом 25 воздействуют на ролики 17 толкателей 16. Последние, перемещаясь в направляющих 15,.зажимают прижимными планками 18 проволоку 5. При дальнейшем перемещении толкателя происходит формовка изделия сменными профилированными вставками 20. Одновременно с формовкой происходит поворот ножа 13 и резка проволоки. Отрезанная часть (изделие) смещается ножом 13 и падает в контейнер. При обратном движении кулачков 23 и 24 нож 13, толкатели 16 с профилированными вставками 20 и прижимными планками 18 возвращаются в исходное положение. Как только проволока 5 освобождается от прижимных планок 18., подающие ролики 6 проталкивают проволоку 5 из зоны формовки до соприкосновения с упором 28. В процессе формовки и резки проволоки подающие ролики 6 проскальзывают. Усилие прижатия, подающих роликов регулируется вручную с помощью маховичка 29. Затем цикл повторяется. Использование предложенного устройства для изготовления из прово- локи профилированных изделий позволяет упростить его конструкцию, а также добиться повьш1ения надежности в работе.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления из проволоки деталей типа штырей | 1977 |
|
SU679291A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ ПРОВОЛОКИ ДЕТАЛЕЙ ТИПА ШТЫРЕЙ | 1971 |
|
SU414034A1 |
| Автомат для изготовления изделий из проволоки | 1973 |
|
SU440193A1 |
| Станок для изготовления проволочных изделий | 1981 |
|
SU997930A1 |
| РОТАЦИОННО-ОБЖИМНОЙ АВТОМАТ НЕПРЕРЫВНОГО | 1966 |
|
SU179739A1 |
| Устройство для изготовления и запрессовки проволочных штырей в изделие | 1990 |
|
SU1808450A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ПОЛОСОВОГО ШПОНА | 1995 |
|
RU2064862C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ГВОЗДЕЙ | 1992 |
|
RU2019351C1 |
| Устройство для изготовления витых чувствительных элементов | 1983 |
|
SU1125084A1 |
| Автомат для раздачи концов втулок | 1991 |
|
SU1787626A1 |
УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ ПРОВОЛОКИ ДЕТАЛЕЙ ТИПА ШТЫРЕЙ, содержащее размещенные на станине и кинематически связанные с помощью кулачкового вала механизм подачи проволоки, механизм мерной резки с ножом и механизм формовки профиля со сменными профилирующими вставками, отличающееся тем, что, с целью упрощения конструкции и повьшения надежности, механизм формовки состоит из смонтированных на станине направляющих, закрепленного на станине кронштейна с направляющими пазами,.размещенных в направляющих пазах кронштейна ползунов, смонтированных на ползунах прижимных планок, размещенных; в направляющих станины двух кулачков с профильными пазами и пальцами, двух соосно размещенных в направляющих кронштейна толкателей, на одних концах которых размещены ролики, установленные с возможностью взаимодействия с профильными пазами кулачков, а другие концы связаны с I ползунами, жестко закрепленного на приводном валу двуплечего рычага и (Л шарнирно закрепленных на концах рычага тяг,, связанных с пальцами кулачков, при этом профилирующие вставки смонтированы на ползунах по обе стороны от прижимных планок, а механизм мерной резки состоит из закрепленного на приводном валу рычага, на котором закреплен нож.
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ ПРОВОЛОКИ ДЕТАЛЕЙ ТИПА ШТЫРЕЙ | 1971 |
|
SU414034A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Автомат для изготовления из проволоки деталей типа штырей | 1977 |
|
SU679291A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
