(54) УСТРОЙСТВО ДЛЯ БАЗИРОВАНИЯ ДЕТАЛЕЙ НА ТОКАРНОМ МНОГОШПИНДЕЛЬНОМ СТАНКЕ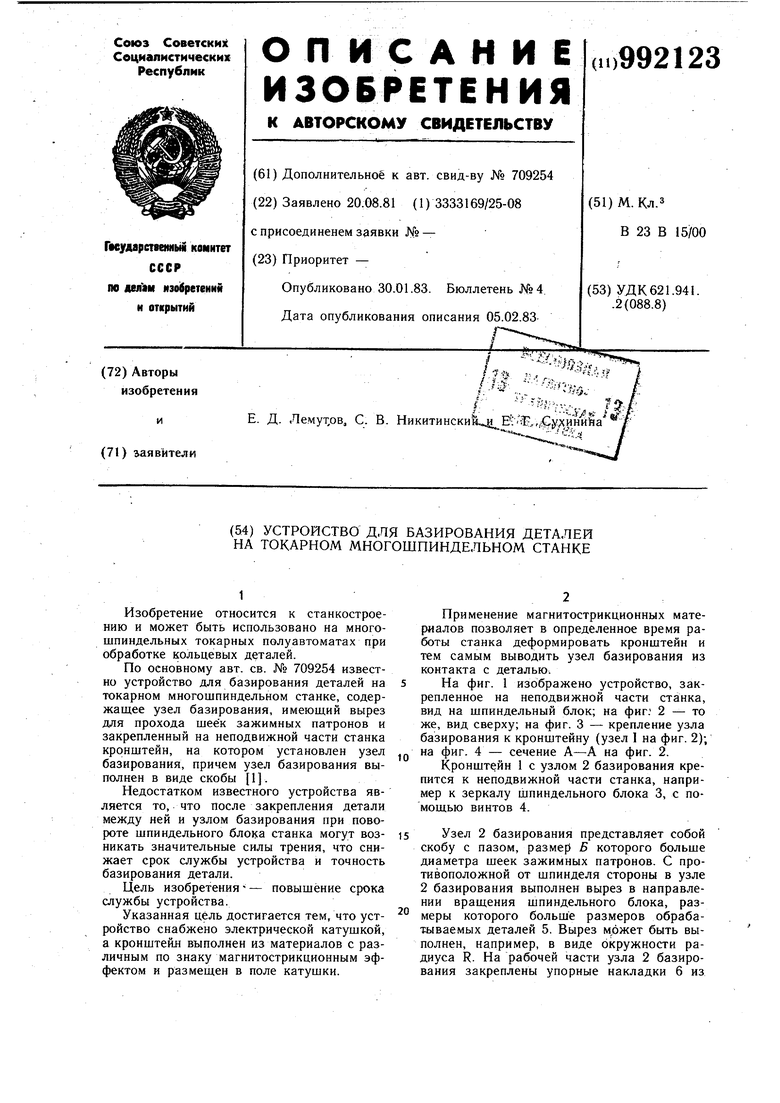
| название | год | авторы | номер документа |
|---|---|---|---|
| ТОКАРНЫЙ САМОЦЕНТРИРУЮЩИЙ КЛИНОВОЙ ПАТРОН | 1990 |
|
SU1834110A1 |
| Шпиндельный узел станка | 1975 |
|
SU554082A1 |
| Шпиндельный блок токарного автомата | 1990 |
|
SU1773569A1 |
| ГИБКАЯ АВТОМАТИЧЕСКАЯ ЛИНИЯ | 1992 |
|
RU2078672C1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ ДЕТАЛЕЙ НА ТОКАРНОМ СТАНКЕ | 1989 |
|
SU1839366A1 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК КОЛЕЦ С ДВУМЯ СООСНЫМИ РАЗНОНАПРАВЛЕННЫМИ КОНИЧЕСКИМИ ОТВЕРСТИЯМИ И УСТРОЙСТВО ДЛЯ РАСТОЧКИ | 2006 |
|
RU2323066C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| Токарный многошпиндельный автомат для двухсторонней обработки | 1985 |
|
SU1271664A1 |
| Токарный многошпиндельный автомат | 1988 |
|
SU1645062A1 |
| Способ обработки поверхности вращения | 1981 |
|
SU1272585A1 |
1
Изобретение относится к станкостроению и может быть использовано на многошпиндельных токарных полуавтоматах при обработке кольцевых деталей.
По основному авт. св. № 709254 известно устройство для базирования деталей на токарном многошпиндельном станке, содержащее узел базирования, имеющий вырез для прохода шеек зажимных патронов и закрепленный на неподвижной части станка кронщтейн, на котором установлен узел базирования, причем узел базирования выполнен в виде скобы 1.
Недостатком известного устройства является то, что после закрепления детали между ней и узлом базирования при повороте шпиндельного блока станка могут возникать значительные силы трения, что снижает срок службы устройства и точность базирования детали.
Цель изобретения - повыщёние срока службы устройства.
Указанная цель достигается тем, что устройство снабжено электрической катушкой, а кронштейл выполнен из материалов с различным по знаку магнитострикционным эффектом и размещен в поле катушки.
Применение магнитострикционных материалов позволяет в определенное время работы станка деформировать кронштейн и тем самым выводить узел базирования из контакта с деталью.
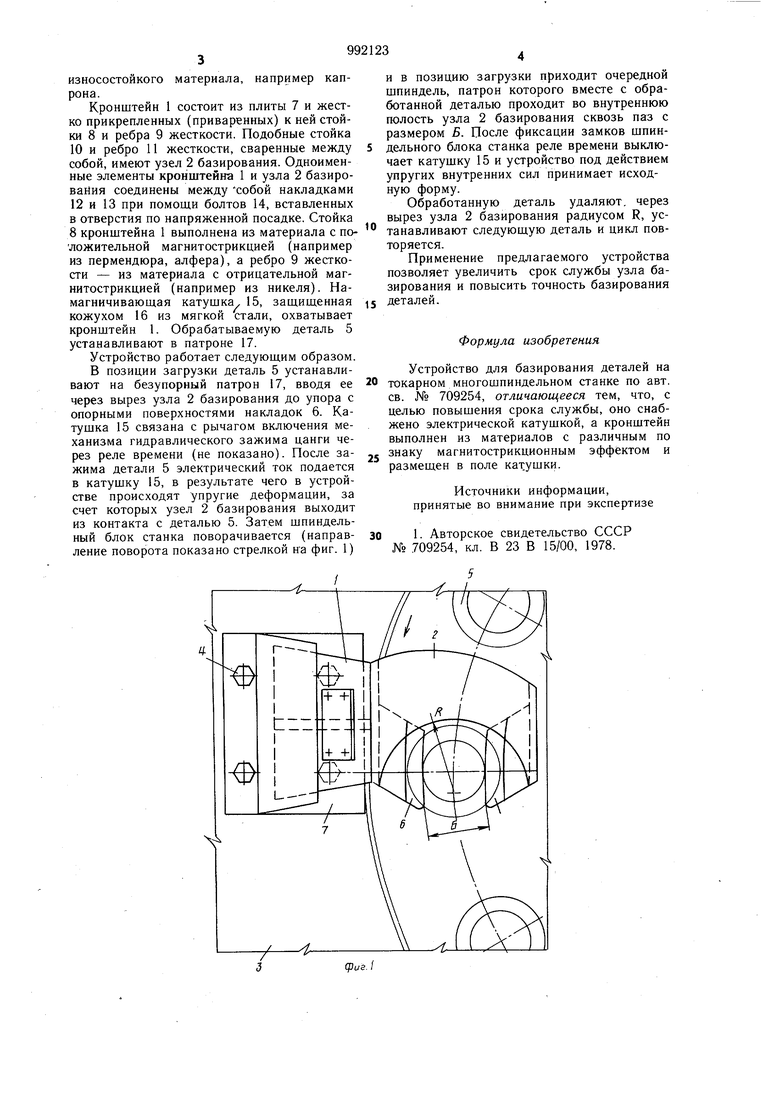
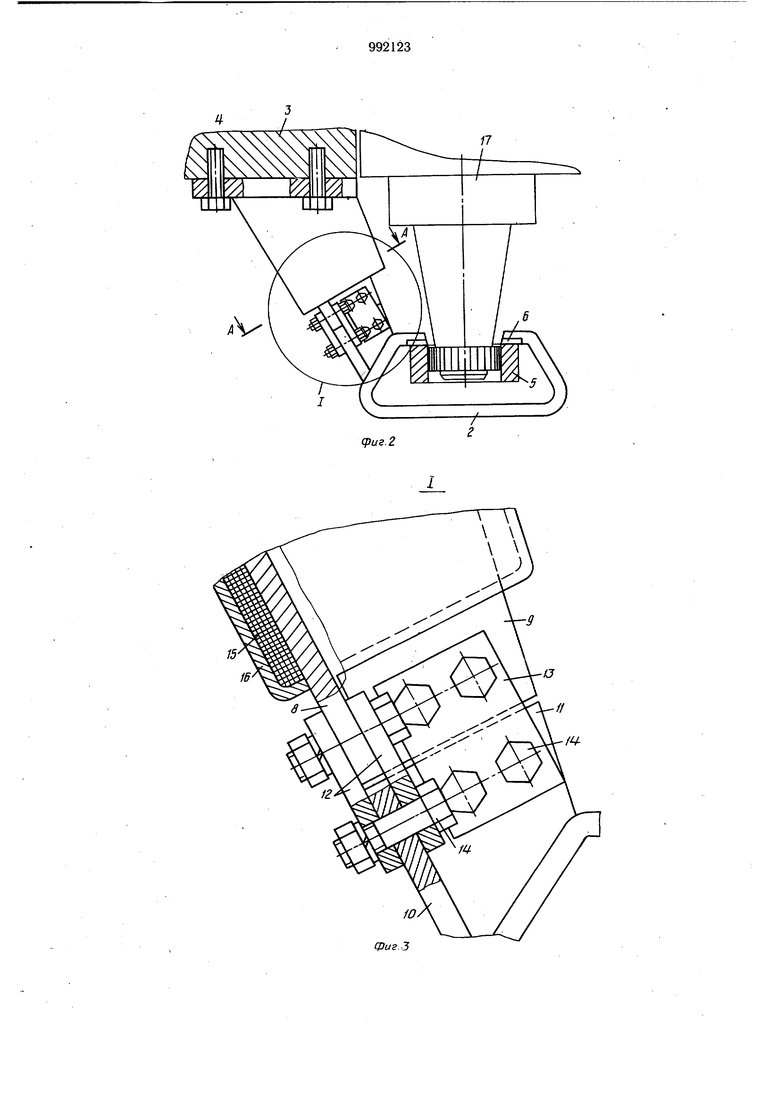
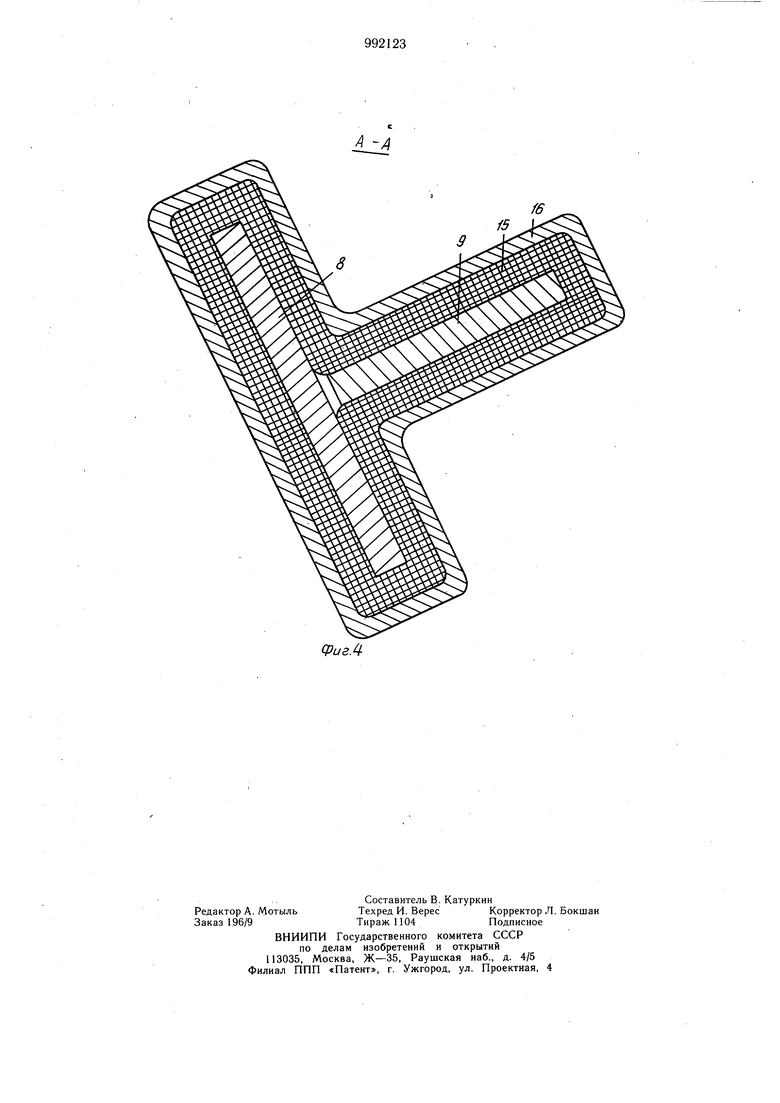
На фиг. 1 изображено устройство, закрепленное на неподвижной части станка, вид на шпиндельный блок; на фиг: 2 - то же, вид сверху; на фиг. 3 - крепление узла базирования к кронштейну (узел 1 на фиг. 2); на фиг. 4 - сечение А-А на фиг. 2.
10
Кронщтейн 1 с узлом 2 базирования крепится к неподвижной части станка, например к зеркалу шпиндельного блока 3, с помощью винтов 4.
)5 Узел 2 базирования представляет собой скобу с пазом, размер Б которого больше диаметра шеек зажимных патронов. С противоположной от шпинделя стороны в узле 2 базирования выполнен вырез в направлении вращения шпиндельного блока, меры которого больше размеров обрабатываемых деталей 5. Вырез может быть выполнен, например, в виде окружности радиуса R. На рабочей части узла 2 базирования закреплены упорные накладки 6 из износостойкого материала, например капрона. Кронштейн 1 состоит из плиты 7 и жестко прикрепленных (приваренных) к ней стойки 8 и ребра 9 жесткости. Подобные стойка 10 и ребро 11 жесткости, сваренные между собой, имеют узел 2 базирования. Одноименные элементы кронштейна 1 и узла 2 базирования соединены между собой накладками 12 и 13 при помощи болтов 14, вставленных в отверстия по напряженной посадке. Стойка 8 кронштейна 1 выполнена из материала с положительной магнитострикцией (например из пермендюра, алфера), а ребро 9 жесткости - из материала с отрицательной магнитострикцией (например из никеля). Намагничивающая катушка, 15, защищенная кожухом 16 из мягкой стали, охватывает кронштейн 1. Обрабатываемую деталь 5 устанавливают в патроне 17. Устройство работает следующим образом. В позиции загрузки деталь 5 устанавливают на безупорный патрон 17, вводя ее через вырез узла 2 базирования до упора с опорными поверхностями накладок 6. Катушка 15 связана с рычагом включения механизма гидравлического зажима цанги через реле времени (не показано). После зажима детали 5 электрический ток подается в катушку 15, в результате чего в устройстве происходят упругие деформации, за счет которых узел 2 базирования выходит из контакта с деталью 5. Затем шпиндельный блок станка поворачивается (направление поворота показано стрелкой на фиг. 1) И в позицию загрузки приходит очередной шпиндель, патрон которого вместе с обработанной деталью проходит во внутреннюю полость узла 2 базирования сквозь паз с размером Б. После фиксации замков шпиндельного блока станка реле времени выключает катушку 15 и устройство под действием упругих внутренних сил принимает исходную форму. Обработанную деталь удаляют, через вырез узла 2 базирования радиусом R, устанавливают следующую деталь и цикл повторяется. Применение предлагаемого устройства позволяет увеличить срок службы узла базирования и повысить точность базирования деталей. Формула изобретения Устройство для базирования деталей на токарном многошпиндельном станке по авт. св. № 709254, отличающееся тем, что, с целью повышения срока службы, оно снабжено электрической катушкой, а кронштейн выполнен из материалов с различным по знаку магнитострикционным эффектом и размещен в поле катушки. Источники информации, принятые во внимание при экспертизе 1 Авторское свидетельство СССР № 709254, кл. В 23 В 15/00, 1978.
П
(риг.2
и
//
/
