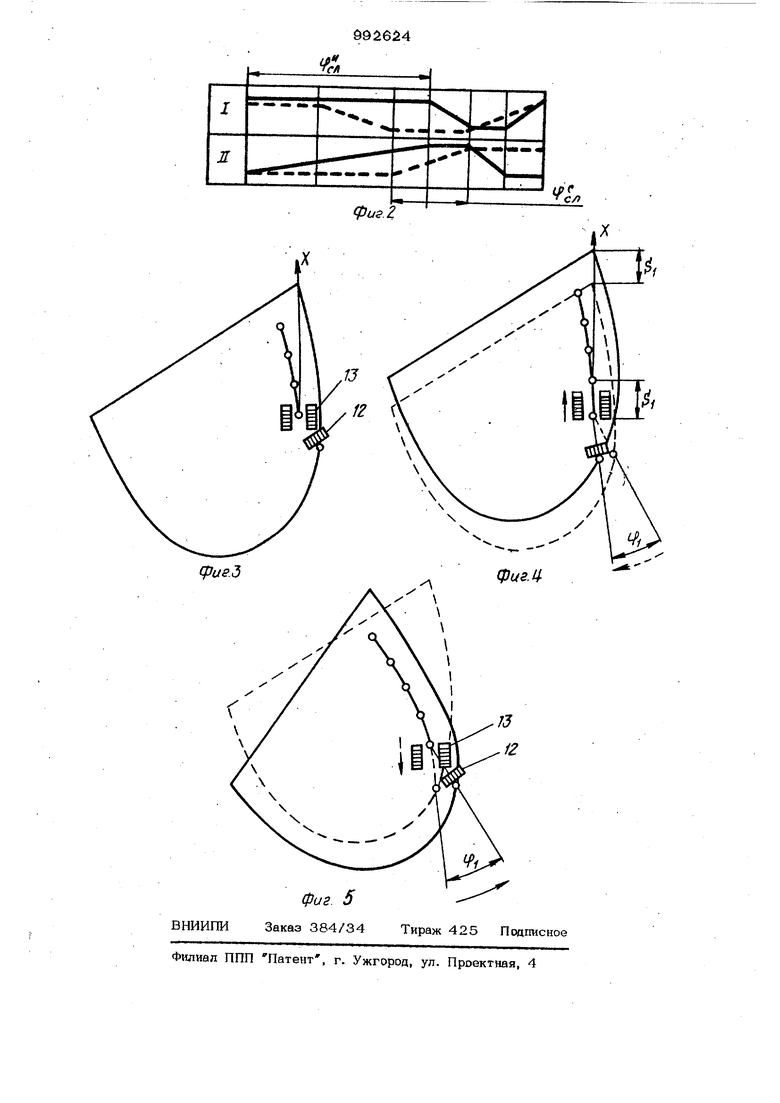
3.99 BOM зубчатой рейки с шестерней, установленной на иглоБОдителе. На фиг. 1 показана схема устройства; на фиг. 2 - циклограмма работы механизма вертикального перемещения поворотной рейки и поворотного устройства;на фиг. 3 ... 5 - этапы последовательности работы двух реек. Предлагаемое устройство содержит уотановленные на главном валу 1 машины ведущее зубчатое колесо 2 и ведомое зубчатое колесо 3, кулачково-кулисный механизм с двумя выстоями и регулируемым ходом ведомого звена, включающий трех- центровый кулачок 4, вилку-кулису 5, направляющую 6 и ползун 7, синусный м ханизм, состоящий из коромысла 8, ролик 9 и стержня 10, на котором установлена зубчатая шестерня 11 с закрепленной на ней транспортирующей рейкой-12. Нижняя транспортирующая рейка 13 кинематически связана с главным валом швейной машины Зубчатая шестерня 11 находится в зацеп- лении с зубчатой рейкой 14. Пневмогидравлическая система упра&ления имеет пневмодатчик 15 прложешш края детали 16 и регулятор, выполненный в виде пневмогидропилиндра 17, шток которого соединен посредством зубчатой рейки 14 с щестерней 11, установленной на игловодителе. Преобразователь-усилитель 18 соединен с пневмодатчиком 15 и через воздухораспределитель 19 с пневмогидронилиндром 17. Пневматический клапан 20 механически связан с механизмом вертикального перемещения. Устройство работает следующим образом. В момент перемещения детали 16 основной рейкой 13 вследствие измерения контура детали край детачм 16 смещает ся относительно пневмодатчика 15. При этом сигнал от пневмодатчика 15 через преобразователь - усилитель 18 и воздухсфаспределитель 19 подается к пневмогидроцилиндру 17. Давление воздуха в полостях пневматической части шишндра перераспределяется и цилиндр перемещает зубчатую рейку 14, стремясь ликвидир(вать рассогласование, возникшее в системе. Гидравлическая часть шшиндра обеспе чивает плавность хода цилиндра, которая может регулироваться с помощью дроссель ных устройств (не показаны). Рейка 14, перемещаясь, поворачивает шестерню 11 и вместе с ней поворотную рейку 12 за смещаемым краем детали 16. В момент перемещения детали 16 основной рейкой машины , что соответствует половине обо4рота главного вала машины, поворотная рейка находится в верхнем положении. По окончании перемещения детали 16 начинает вращаться зубчатое колесо 3, получающее движение от главного вала 1 через. колесо 2. Вместе с колесом 3 начинает вращаться кулачок 4, за полный оборот которого ведомое звено механизма может иметь два выстоя. За первую четверть оборота колеса 3 кулачок 4 не передает движение вилке 5, что соответовует первому выстою. По окончании выстоя начинает отклоняться вилка 5, которая посредством направляющей и ползуна 7 передает движение коромыслу 8. Последнее посредством ролика 9 передает движение стержню 10 и вместе с ним зубчатой шестерне 11 и транспортирующей рейке 12, которая отпускается и зажимает деталь 16. В конце хода коромысло 8 переключает воздухораспределитель 19. При переключении последнего пневматическая часть шшиндра соединяется с силовой частью системы и пневмоцилиндр 17 возвращает посредством рейки 14 и шестерни 11 в исходное положение. В этот момент кулачок 4 обеспечивает выстой транспортирующей рейки 12 в нижнем положении. Затем кулачок 4 перемещает звенья механизма подъема рейки 12 в исходное положение. При этом клапан 2О отключается и переключается воздухораспределитель 19, возвращая систему в режим слежения. Начинается следующий цикл работы. На фиг. 2 показана циклограмма работы механизма вертикального перемещения транспортирующей рейки 12. Пунктирной линией показана циклограмма работы известного устройства с поворотными кольцами. Угол поворота главного вала, и, следовательно, время срабатывания следящего устройства больше, т. е. «fcA f ел Указанное обстоятельство позволяет при ограшиченном быстродействии системы слежения значительно увеличить скорость работы устройства. На фиг. 3 показано исходное положение детали 16, когда транспортирующая рейка 13 готова к перемещению по оси X, а рейка 12 установилась на краю детали 16. Датчик занимает положение, когда система управления находится в равновесии. На фиг. 4 показано положение, когда рейка 13 переместила деталь 16 по оси X на величину стежка S. При этом датчик, следя за краем детали, стремится установиться в уравновешенном положении и дает команду на поворот рейки 12, которая ot клоняется от исходного положения на угол На фиг. 5 рейка 13 возвращается в исходное положение а рейка опускается на деталь 16 и поворачивает ее на угол Ч t стремясь возвратиться в исходное по ложение и тем самым поворачивает деталь 16 на угол 4Затем цикл повтс яется. Использование в механизме вертикал ного перемещехшя транспортирующей рейки кулачково-кулисного механизма позволяет менять величину хода рейки в вертикал ном направлении путем изменения положения направляющей, что важно при изменении толщины обрабатываемой детагас. Фо. р-мула изобретения 1. Устройство для перемещения детали по заданному контуру на швейной мащине, содержащее установленные одна над другой тр аиспортирующие рейки, нижняя из кото рых кинематически связана с главным валам, щвейной машины, а верхняя смонт рована с возможностью перемещения по вертикали, а также пневмогидравлическую систему управления, имеющую пневмодатчик положения края детали и регулятор, отличающееся тем, что, с целью повышения надежности верхняя тршь спс угирующая рейка смонтирована с возможностью поворота относительно оси иглы и кинематически связана с главным валса1Д швейной машины и регулятором пневмогидравлической суиуг&ал управления,/ а хШевмрдатчик положения 1фая детали установлен на верхней транспортирующей рейке. 2. Устройство по п. 1, о т л и ч а KVщ е е с я тем, что верхняя транспортирук щеш рейка связана с .вным швейной машины посредством шестерни, соосно установленной на игловодителе швейной машины, а регулятор пневмощдравлической системы управления выполнен в виде пнеемогидроциликдра, шток которого соёдин с посредством зубчатой рейки с шестерней, установление на игловодитепе. Источники информации, принятые во внимание при -экспертизе 1. Авторское свидетельство СССР Mb 245543, кл. DOB В 21/ОО, 1967.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для отклонения иглы швейной машины вдоль линии строчки | 1989 |
|
SU1680838A1 |
| Устройство для автоматического поворота обрабатываемых деталей относительно иглы швейной машины | 1980 |
|
SU931849A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО ПОВОРОТА ДЕТАЛЕЙ ОТНОСИТЕЛЬНО ИГЛЫ ШВЕЙНОЙ МАШИНЫ | 1969 |
|
SU245543A1 |
| Швейная машина с программным управлением | 1986 |
|
SU1641913A1 |
| Устройство для автоматического поворота детали относительно иглы швейной машины | 1977 |
|
SU687152A1 |
| Устройство для автоматического поворота обрабатываемых деталей относительно иглы швейной машины | 1981 |
|
SU985172A1 |
| Устройство для автоматического поворота деталей относительно иглы швейной машины | 1977 |
|
SU672249A1 |
| Швейная машина двухниточного цепного стежка | 1981 |
|
SU1060723A1 |
| Устройство для автоматического поворота обрабатываемой детали относительно иглы швейной машины | 1980 |
|
SU867960A1 |
| ШВЕЙНАЯ МАШИНА ЗИГЗАГ | 2010 |
|
RU2415209C1 |