Известно формование железобетонных балок прокаткой валками Б открытой сверху форме, иере.мещающейея но горизонтальному роликовому транспортеру.
Недостатком указанного сносоСа формования является возможность 11Ояв.1е1П1я jpeHiHii в евежеизготовленной балке за счет упругих деформаций арматурного каркаса.
Особенностью предлагаемого устройства является применение подвешеи юй на шарнирных тягах вибрирующей И.1ИТЫ для уи.;1ОТ11е1И1Я бетонной смеси в форме и д.1я профилировании верхней части балки.
Помимо у.чуииения качества изделий, формование балок с ио.мощью п)едлагаемого устройства потребует меньшей, но сравнению с прокаткой, затраты эне|Пии.
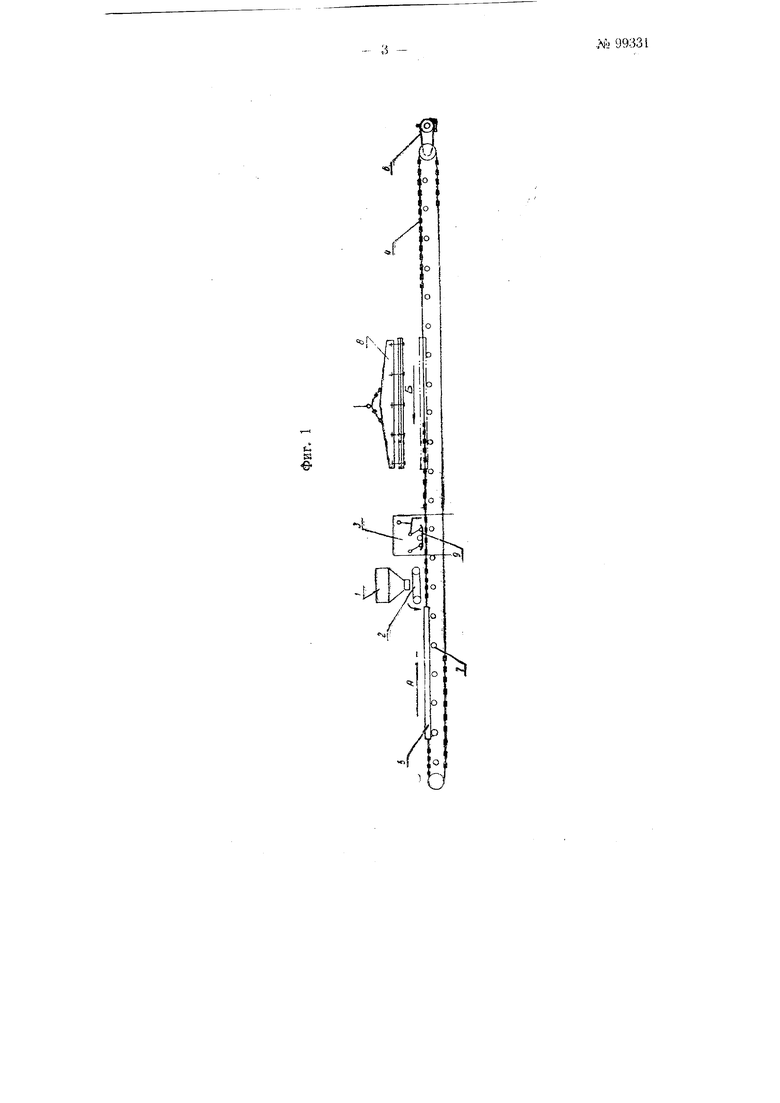
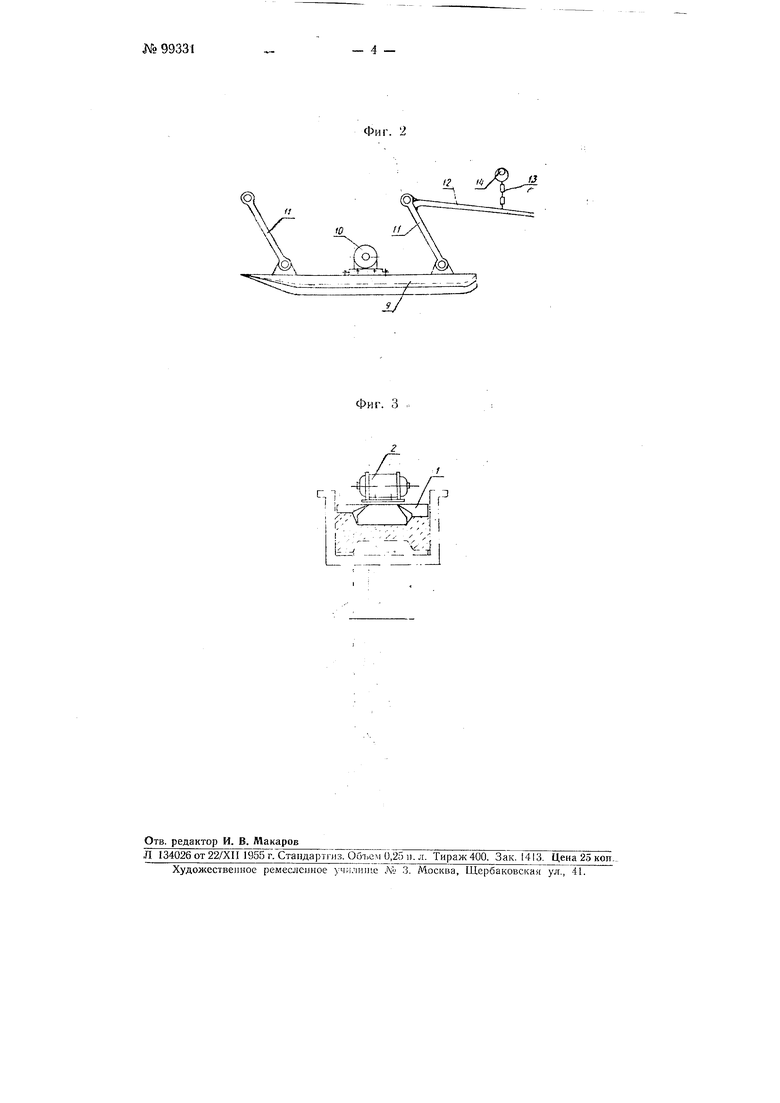
На фиг. 1 дан обилий вид устройства дли (})ормования же,тезобетонных балок; па фиг. 2- виброплита; на фиг. 3- - поперечное сечеиие ио фор.муемой балке с находящейся на ней виброплитой.
Устройство (фиг. 1) включает бункер / для бетонной с.мееи, лещ-очный дозатор 2, виброплиту 3, приводную деиь 4, прессформу 5, ириводоцепи 6, роликовый транспортер 7 и траверсу 8.
На фи1. 2 показана вибронлита С(зстояп1,ая из плиты 9, профиль И1жней части которой отвечает профилю верхней части балки, вибратора 10, шарнирных тяг //, рычага 12, жестко соединеииого с правой тягой П, и иепи 13, прикрепленпой к неподвижиому стержию 14. Назначение рычага 12 и цеии /3 состоит в том, чтобы ог|)аиичить возможность опускания виброилиты .9 ниже допустимого положеиия.
Нзгоговлеиие балок производится следующим образом.
Нз буикера 1 бетонная смесь попадаеч на ленточпЪш дозатор 2, ас пего в форму 5, (в пее предварительно уложеи арматуриый каркас), перемещаемую по стрелке А с помощью приводной цепи 4, по роликовому транспортеру 7.
Нри проходе формы 5, заполиениой бетоппой смесью, под плитой 9 ироисхс дит уилотиенис бетона н профилирование верхпей открытой части балки. При дальиейщем движении форма 5 попадает под траверсу 8, с момош,ью которой поддон со свежеотформоваииой балкой вынимается из формы и подается в пропарочную камеру. Форма возвращается в исходное положение (по
стрелке /э) и в да.1Ы ейшем процесс .повторяется.
.Ире л м е т м з о б р е т е и и я
Устройство для фор.мования железобетонных балок и тому подобных изделий постоянного сечения, к котором применена перемещаю1паяся в горизонтальном нанравленин по роликовому транспортеру лрессформа, куда последовательно Закладывают поддон, арматурный.
каркас и бетонную смесь, отличающееся тем, что для уплотне гия бетонной смеси п профилирования балки применена подвешенная над транспортером на шарнирных жестких тягах вибрируклцая плита, профиль нижней частп которой соответствует профилю ве эхней открытой части балки, причем длина плиты сделана меньшей, чем изделия, а передняя ее часть снабжена скосом xVi5 более плавного обжатия бетонной смеси.
Oji
&
Фиг. 2
Фиг. 3
