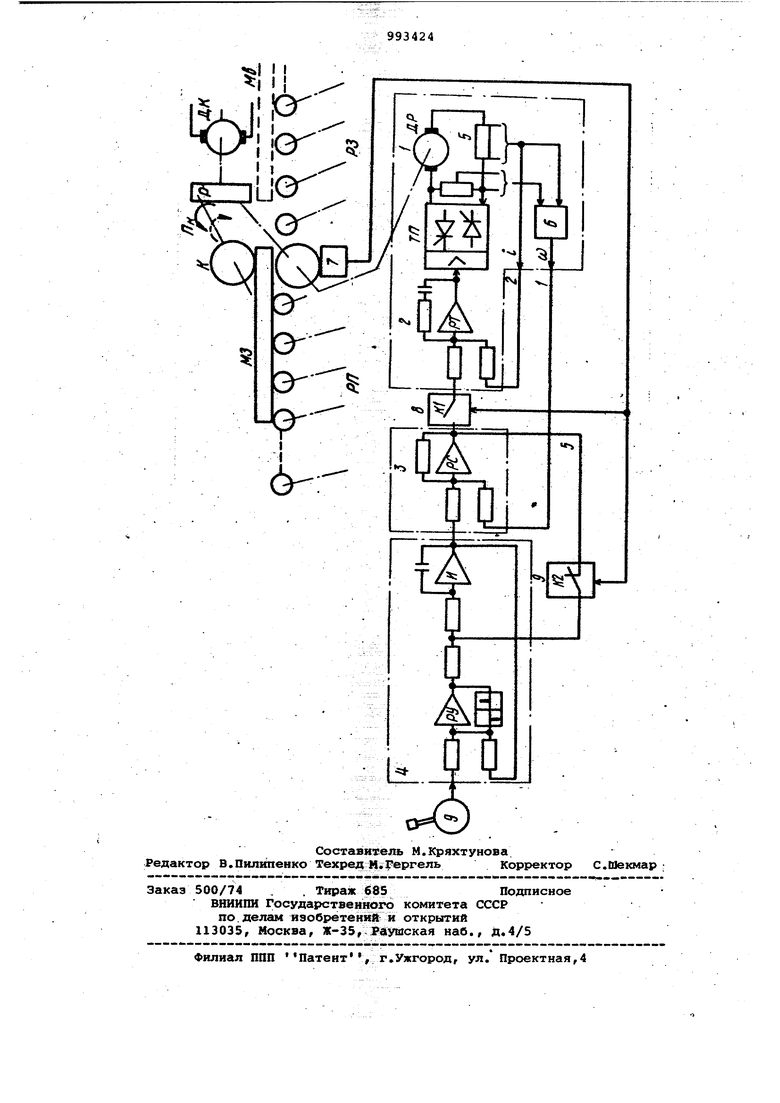
Изобретение относится к электро технике и может быть использовано в электроприводс1Х механизмов, транспортирующих .материал или заготовки за счет трения под действием веса, а точнее к безредукторньм индивидуальньм приводам роликов рольгангов вблизи клетей правильных машин или прокатных станов в машиностроении ил металлургии. Известен способ управления, по которому задают и поддерживают частоты вращения роликов на уровне,, близком к необходимой для перемещения материала, зажатого в клети,-а такжэ в быстром изменении этой частоты вращения для согласования скорост материала,роликов и валков клети в различные периоды обработки. Быстрое ,изменение частоты вращения обеспечи ется переключением темпа изменения соответствующего задающего напряжения в приводах роликов (VJ. Наиболее близким к предлагаемому является способ управления электроприводом рольганга прокатного стана по которому формируют заданный ток регулятора тока и заданную скорость проката, измеряют действительное зн чение тока и скорости проката, срав нивают заданные и действительные величины тока и скорости и по результат там сравнения формируют управлякадее напряжение fiz . Недостатками известных способЪв является невозможность согласования , скоростей электроприводов рольгангов и клети, вследствие чего при работе стана электродвигатели рольгангов перегружаются, ролики изнашиваются от скольжения по ним материала., На практике обычно завышают мощность в 1,5-2 раза по сравнению-с расчетной, тем не менее нагрузка при различных технологических режимах достигает а варийного уровня,что при- водит к выходу из строя стана. . Цель изобретения - повышение надежности. Поставленная цель достигается тем, что согласно способу дополнительноопределяют момент захвата проката валками, уменьшают ток задания до нуля и одновременно устанавливают величину задания скорости проката,равную изме-; ренной скорости в момент захвата проката валками, определяют момент выброса и устанавливают исходные заданные значения скорости и тока. На чертеже изображено устройство, реализующее предлагаемый способ, Устр9йство содержит электродвигатель 1 рольганга прокатного стана,, якорная обмотка которого подключены к последовательно соединенным регулятору 2 тока, регулятору 3 скорости и эадатчику 4 интенсивности. Вторые входы регуляторов 2 и 3 .подключены соответственно к датчику i5 тока и датчику б скорости. Датчик 7 Захват - Выброс подклю чен к замыкающему, контакту 8, включенному между выходом регулятора 3 и входом регулятора 2, и к Размыкающему контакту 9, включенному между выходом регулятора 3 и вторым входом задатчика 4 интенсивности. Устройство, реализующее данный спо соб, работает следующим образом. При замкнутом контакте 8 и разомк нутом контакте 9 электропривод рабо тает по системе подчиненного регулирования. После захвата валками клети заготовки от датчика 7 поступают управляющие сигналы на срабатьЗвание контактов ё и 9. Контакт 8 размыкает ся и задание на входе регулятора 2 уменьшается до нуля, в результате чего двигатель 1 начинает вращаться в генераторном режиме, причем скорость двигателя определяется скоростью материала. Контакт 9 замыкается и подключает выход регулятора 3 ко вход входу эадатчика 4 интенсивности, После подключения выхода регулятора 3 к задатчику 4 значение деиствительной скорости становится опреде ляющим и контур скорости корректируе выходной сигнал задатчика 4 таким ;Образом, чтобы он стал равньм нулю, IB момент выброса материала из клети, )огда по сигналу с датчика 7 контакты 8 и 9 воэвращсротся в исходное сос тояние, на выходе регулятора 3 скорости присутствует сигнал задания для регулятора 2 тока,равный или близкий к нулевому. В результате чего движение электродвигателя в системе после выброса начинается при нулевом токе, при этом исключаются броски тока .в цепи якоря, перегрузки и удары в Цеханической части привода, что повышает надежно :ть привода в целом. |)ормула изобретения Способ управления электроприводом рольганга прокатного стана,по которому формируют заданный ток регулятора тока и заданную скорость проката,измеряют действительное значение тока и скорости проката, сравнивают заданные и действительные величины тока и скорости и по результатам сравнения формируют управляющее напряжение, отличающийся тем, что, с целью повышения надежности, дополнительно определяют момент захвата проката валкгкми, уменьшают ток задания до нуля и одновременно устанавливают величину-скорости проката, равную измеренной скорости в момент захвата проката валками, определяют момент выброса и устанавливают исходные заданные значения скорости и тЬ ,ка. . Источники информации, принятые во при экспертизе 1. Тиристорные электроприводы прокатных станов. Под ред. Перельмутера В.М,V Металлургия, 1978, с.37. 2. ам же, с, 44.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления электроприводом постоянного тока рольганга прокатного стана | 1978 |
|
SU1585893A1 |
| Электропривод рабочего рольганга | 1983 |
|
SU1129709A1 |
| Способ уменьшения ударов в кинематической линии клети прокатного стана и устройство для его осуществления | 1990 |
|
SU1819167A3 |
| Устройство для определения момента окончания цикла прокатки | 1977 |
|
SU774638A1 |
| Устройство автоматического регулирования профиля прокатываемой полосы | 1974 |
|
SU880530A1 |
| Устройство для регулирования геометрического размера проката на стане непрерывной прокатки | 1982 |
|
SU1128824A3 |
| Устройство для частотного управления асинхронным электродвигателем рольганга прокатного стана | 1983 |
|
SU1100701A1 |
| Устройство для управления приводными двигателями валков горизонтальных клетей толстолистовых и широкополосных станов горячей прокатки | 2023 |
|
RU2809888C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЫРАВНИВАНИЯ МОМЕНТОВ НА РАБОЧИХ ВАЛКАХ ПРОКАТНОЙ КЛЕТИ С ИНДИВИДУАЛЬНЫМ ЭЛЕКТРОПРИВОДОМ | 2007 |
|
RU2362641C2 |
| Устройство для управления натяжением проката в непрерывной группе клетей мелкосортно-проволочного стана | 1986 |
|
SU1384351A1 |