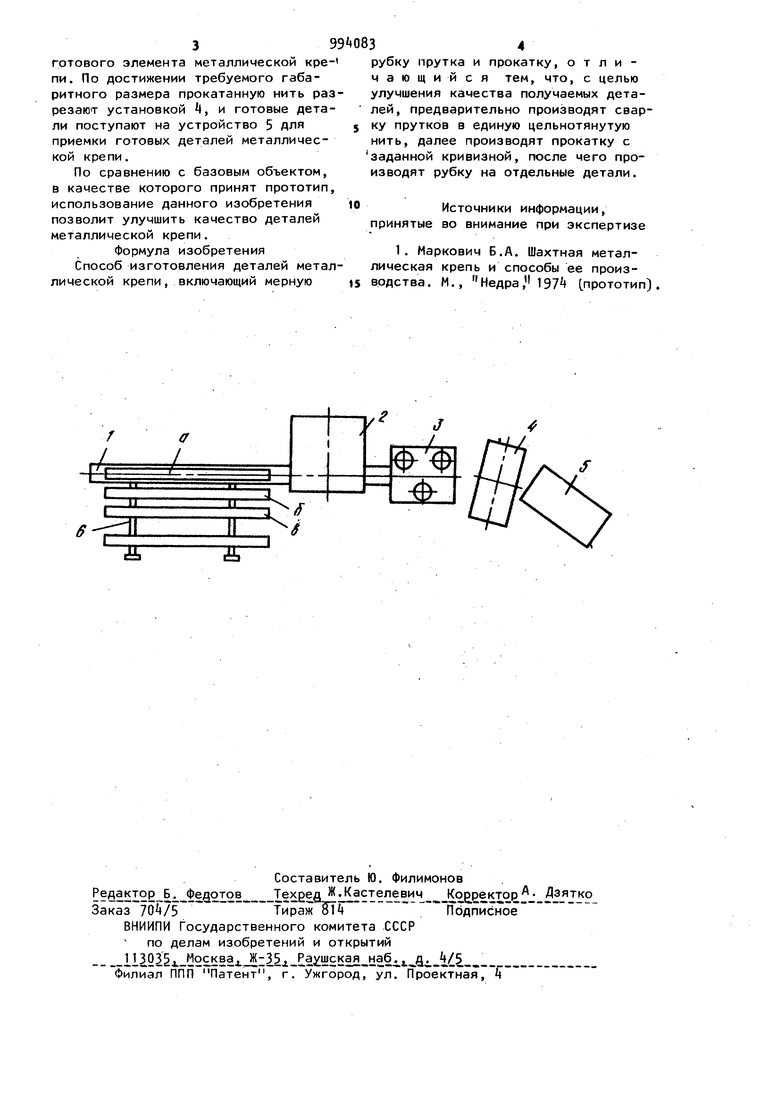
Изобретение относится к обработ.ке металлов давлением и может быть использовано в горной промышленности при изготовлении деталей металлических крепей подготовительных выработок угольных и других шахт. Известен способ изготовления деталей металлической крепи включающий мерную рубку прутка и прокатку Ci J. Недостаток известного способа изготовления деталей заключается в негвысоком качестве получаемых деталей из-за невозможности получения их с заданным постоянным радиусом кривизны. Целью изобретения является улучшение качества получаемых деталей. Поставленная цель достигается тем что при изготовлении деталей металлической крепи способом, включающим мерную рубку прутка и прокатку, пред варительно сваривают прутки а единую цельнотянутую нить, далее прокатывают с заданной кривизной, после чего рубят на отдельные детали. На чертеже изображена линия для изготовления деталей металлимеской крепи, вид в плане. Линия для изготовления деталей содержит транспортное средство 1, машину контактной стыковой сварки 2, формообразующую машину 3, установку для рубки (резки) спецпрофиля, устройство 5 для приемки готовых де талей металлической крепи, стеллаж 6 для складирования прутов спецпрофилей . Прутки спецпрофилей а, 5,6 и т.д. подают на транспортное средство 1 со стеллажа 6 для складирования прутков спецпрофилей, откуда они поступают в сварочную машину контактной стыковой сварки 2, где их сваривают в цельнотянутую нить. Эту нить спецпрофиля подают в формообразную машину 3, где осуществляют прокатку профиля и получают заданную кривизну готового элемента металлической крепи. По достижении требуемого габаритного размера прокатанную нить раз резают установкой , и готовые детали поступают на устройство 5 для приемки готовых деталей металлической крепи. По сравнению с базовым объектом, в качестве которого принят прототип использование данного изобретения позволит улучшить качество деталей металлической крепи. Формула изобретения Способ изготовления деталей метал лической крепи, включающий мерную рубку прутка и прокатку, отличающийся тем, что, с целью улучшения качества получаемых деталей, предварительно производят сварку прутков в единую цельнотянутую нить, далее производят прокатку с заданной кривизной, после чего производят рубку на отдельные детали. Источники информации, принятые во внимание при экспертизе 1. Маркович Б.А. Шахтная металлическая крепь и способы ее производства. М., Недра, 197 прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЕЙ ШАХТНОЙ КРЕПИ | 1990 |
|
RU2009824C1 |
| ПРИВОД ИСПОЛНИТЕЛЬНОГО МЕХАНИЗМА | 1990 |
|
RU2036750C1 |
| Автоматическая линия для изготовления деталей металлической шахтной крепи | 1988 |
|
SU1593732A1 |
| Автоматическая линия для изготовления профильных штанг металлической шахтной крепи | 1989 |
|
SU1699683A1 |
| Поточная линия для безотходной заготовки мерных цилиндрических деталей | 1977 |
|
SU740436A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ НА СТАЛЕЛИТЕЙНОМ ЗАВОДЕ ПРУТКОВ ЗАДАННОЙ ДЛИНЫ | 2012 |
|
RU2508171C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ АРМАТУРЫ ТРЕБУЕМОЙ ДЛИНЫ | 2011 |
|
RU2497616C2 |
| Способ изготовления биметаллической проволоки | 1991 |
|
SU1796383A1 |
| СПОСОБ ПРОИЗВОДСТВА НАСОСНЫХ ШТАНГ | 1997 |
|
RU2119858C1 |
| Способ изготовления кольца | 2015 |
|
RU2624882C2 |
