{54) ТОКАРНЫЙ СТАНОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Токарный автомат | 1973 |
|
SU487714A1 |
| Токарный станок | 1977 |
|
SU617170A1 |
| Токарный многошпиндельный станок | 1978 |
|
SU848144A1 |
| Токарный станок | 1983 |
|
SU1135557A1 |
| Переносной сверлильно-резьбонарезной станок | 1982 |
|
SU1060362A1 |
| Сверлильно-резьбонарезной полуавтомат | 1983 |
|
SU1098700A1 |
| Токарный кулачковый автомат для нарезания торцовой резьбы | 1981 |
|
SU994170A1 |
| Токарно-револьверный автомат | 1979 |
|
SU882703A1 |
| Резьбонарезная силовая головка | 1982 |
|
SU1047647A1 |
| Резьбонарезной станок | 1981 |
|
SU990447A1 |

Изобретение относится к станкостроению.
Известен токарный-автомат, содержащий приводы главного движения, подачи и установленную в приводе главного движения винтовую передачу, кинематически связанную с суппортом 1.
Недостатком известного станка является то, что в механизме .привода подач не обеспечивается разгрузка его в период холостых перемещений.
Целью изобретения является повышение долговечности привода подач.
Цель достигается тем, что в токарном станке по авт.св. № 487714 на второй несамотормозящей винтовой паре выполнена резьба, направленная противоположно первой, а в привод подач введены датчик нагрузки с муфтами включения несамотормозящих винтовых передач.
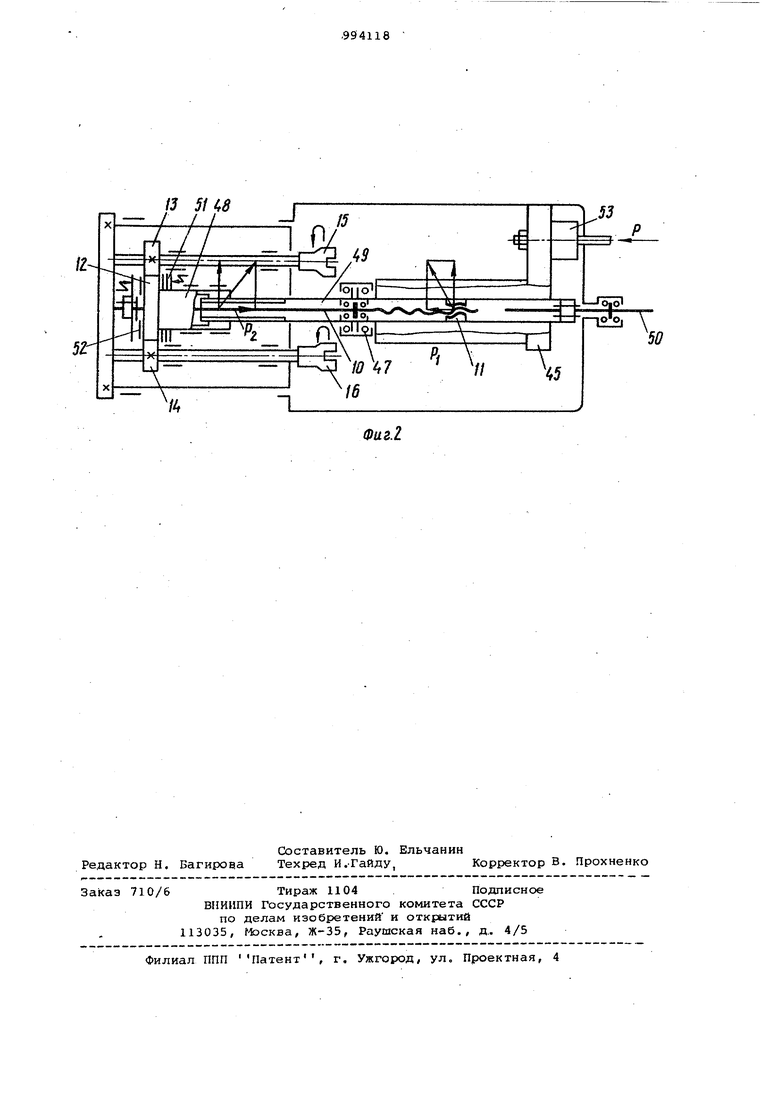
На фиг. 1 изображена кинематическая схема станка; на фиг. 2 - схема привода суппорта.
Станок содержит кинематическую цепь вреиаения шпинделей, включающую электродвигатель 1, клинорекюнную передачу 2 и 3, зубчатую передачу 4 и 5, сменные шестерни 6-9, вал 10 и гайку 11, образующую с винтом вала 10 несамотормозящую винтовую передачу, раздаточную шестерню 12 и шестерни 13 и 14, расположенные на шпинделях-15 и 16, кинематическую цепь вращения сверлильного шпинделя, включающую зубчатую передачу 17, 18 и 19 и сверлильный шпиндель 20, кинематическую цепь прямого и обратного вращения резьбонарезного шпинг.
10 деля, включающую центральный вал Ю, зубчатую передачу 21 и 22 сменные . шестерни 23 и 24, муфту 25, зубчатую передачу 26 и 27 и резьбонарезной шпиндель 28, кинематическую цепь поtsдачи продольного суппорта, содержащую центральный вал 10, червячную передачу 29 и 30, сменные колеса 3134, конические шестерни 35 и 36, шестерни 37 и 38;червячную передачу 39
20 и 40, распределительный вал 41, барабан кулачкового механизма 42, двуплечий рачаг 43, штангу 44 и продольный суппорт 45. На распределительном валу 41 установлен также ба25 рабан 46, на котором закреплены кулачки управления сверлильного шпинделя 20 и резьбонарезного шпинделя 28. На распределительном валу 41 закреплены также кулачки управления
30 поперечными суппортами. В приводе на опоре 47 установлена несамотормозящая винтовая пара; втулка 48- труба 49, получающие движение от вала 50. В приводе смонтированы муфты 51 и 52, на штанге 44 установлен датчик 53 нагрузки привода подачи. Станок работает следующим образом При включении электродвигателя 1 по кинематическим цепям вращение получают шпиндели 15 и 16, сверлильный шпиндель 20 и резьбонарезной шпиндель 28. Одновременно получает вращение распределительный вал и закреплённые на нем барабаныкулач ковых механизмс)в подачи продольного суппорта 45 и поперечных суппортов сверлильного шпинделя 20 и резьбонарезного шпинделя 28. Гайка 11 установлена на втулке 48 которая через шлицевое соединение св зана с валом 50 и через несамотормозящую винтовую пару с втулкой 48, ко торая с раздаточной шестерней 12 моHjieT соединяться муфтой 51. Муфта 52 установлена в разрыве кинематической цепи главного движенийи может соединять вал 10с раздаточной шестерней 12. Муфты 51 и 52 включены в систему управления (не показанную на фигурах) .: . Цикл работы станка обычно складывается из быстрого подвода рабочих органов станка к обрабатываемым заготовкам, рабочей подачи и быстрого отвода инструмента в исходное положение. При быстром подводе муфта 51 включена, а муфта 52 выключена. В этот период механизмы и приводы стан ка работают как обычно, в соответствии с циклом. В процессе рабочей подачи, когда суппорт 45, осуществляя процесс резания, воспринимает технологическую нагрузку, муфта 51 выключается, а муфта 52 включается. В результате движение от вала 50 через шлицевое соединение, трубу 49, винтовую передачу 11-10, муфту 52 передается раздаточной шестерне 12. В винтовой передаче 10-11 образуется осевая составляющая Р, пропорциональная величине йагрузки и имеющая то же направление, что и движущая сила Р кулачкового механизма подачи, при этом привод подачи разгружается. Аналогично, при отводе суппорта 45 на холостом ходу в паре 48-49 возникает осевая сила , также разгружающая привод подач Система управления обеспечивает переключение муфт и изменение разгружающей силы в функции нагрузки в приводе, контролируемой датчиком 53. После окончания работы продольного суппорта система управления выключит муфты 52 и 51. Инструмент закончит обработку и рабочие органы станка возвратятся в исходное положение. Станок закончит цикл работы. В следующем цикле все повторяется в той же последовательности. Одновременно разгрузка привода подачи и быстрых перемещений обеспечивает повьмение точности и долговечности станка. Формула изобретения Токарный станок по авт.св. 487714,от л и ч а ю щ и и с я, тем, что, с целью повышения его Долговечности, на второй несс1мотормоэящей винтовой паре выполнена резьба, направленная противоположно первой, а в привод подач введен датчик нагрузки с муфтами включения несамотормозящих винтовых передач. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР « 487714, кл. В 23 В 3/00, 1978.
