(S) УСТРОЙСТВО ДЛЯ ХОЛОДНОЙ . СВАРКИ ТАВРОВЫХ СОЕДИНЕНИЙ
1
Изобретение относится к устройст- вам для холодной сварки тавро ШАХ соединений из однородных и разнородных пластичных металлов и может быть использовано для соединения токоведущих деталей и элементов электромонтаж ных конструкций.
Известно устройство для холодной сварки тавровых соединений, состоящее из зажимных губок с плоскими тор-. цами для зажатия пр1«ариваемой детали, штампа-матрицы с пуансоном, внед эяемым в плоскую деталь, расположенную свободно на рабочем выступе пуансона til.
Однако свободное расположение плоской детали на рабочем выступе пуансона приводит к снижению качества сварки из-за возможных перекосов детали.20
Наиболее близким к изобретению по технической сущности и достигаемому . эффекту является устройство для холодной сварки тавровых соединений,
содержащее матрицу, пуансон и зажимные планки 23, Плоская деталь (шина) устанавливается на матрице с пуансоном и зажимается зажимными планками. К этой детали приваривается круглая или плоская деталь, зажимаемая в. губках сваро1«1ой головки,
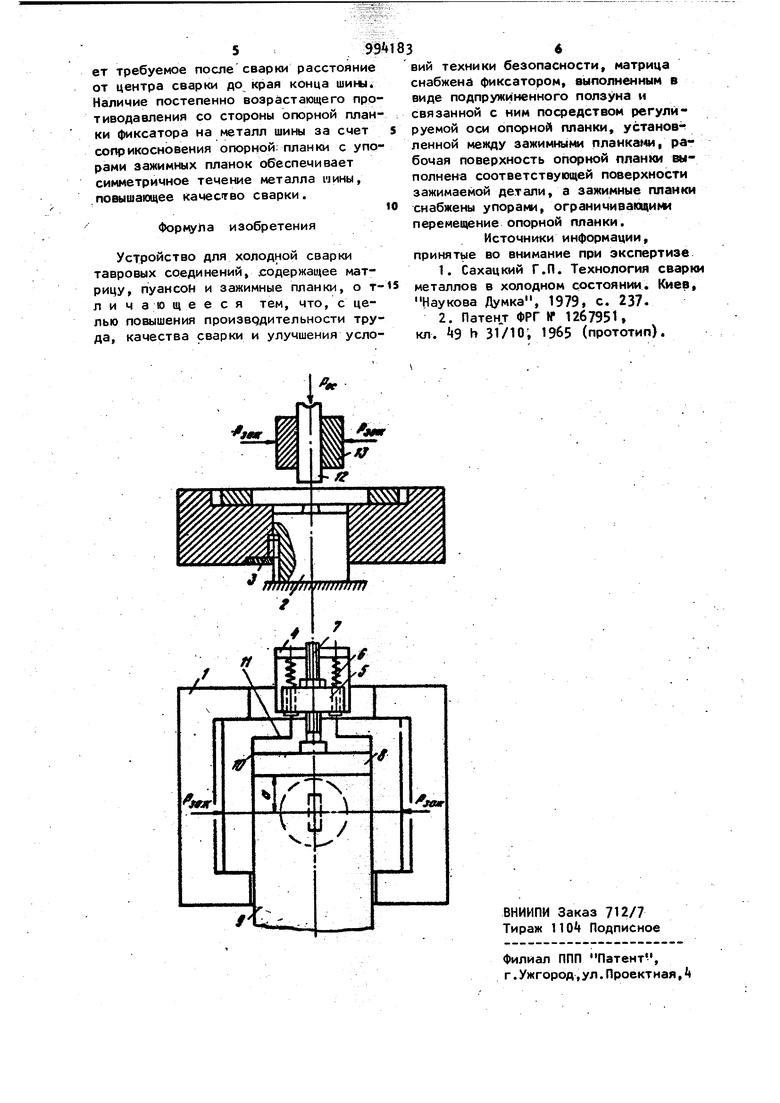
К недостаткам известного устройства можно отнести следующие, Выполнение матрицы прямоугольной с пуансоном в виде одной целой детали технологиьюски сложно. При установке конца шины в устройстве на заданном расстоянии от центра сварки возникают трудности из-за отсутствия ее фиксации. Неточность при установке шины снижает производительность труда, В Том случае, когда сварка осуществляется на конце шины, происходит свободное, ничем не ограниченное течение металла именно конца шины, что приводит к значительному отклонению от требуемых геометрических размеров детали после сварки ( расстояние 399 от центра свщжми до края конца шины). Устройство располагается в труд нодоступном для обзора месте, и визу альный контроль точности установки невозможен по соображениям техники безопасности. Кроме того, вследствие несимметричного течения металла шины качество сварки снижается. Целью изобретения является повыше ние производительности труда, качест ва сварки и улучшение условий техники безопасности, . Цель достигается тем, что в устройстве для холодной сварки тавровых соединений, содержащем матрицу, пуан сон и зажимные планки, матрица снабжена фиксатором, выполненным в виде подпружиненного ползуна и связаннойс ним посредством регулируемой оси опорной планки, установленной между зажимными планками, рабочая поверхность опорной планки выполнена соответствующей поверхности зажимаемой детали, а зажимные планки снабжены упорами, ограничивающими перемещение опорной планки. На чертеже показана схема устройства. Предла гаемое устройство содержит матрицу 1, которая представляет из себя плиту с центральным сквозным отверстием для цилиндрического пуансона 2. Пуансон является направляющей для матрицы при ее перемещении. Для предотвращения проворачивания пуансона на линии касания пуансона с матрицей выполнено глухое гнездо со штифтом 3. На матрице размещен фи сатор , состоящий из-ползуна 5, пру жин 6, регулируемой оси 7 с опорной планкой 8. Сечение опорной планки повторяет сечение свариваемой шины 9. Шина 9 зажимается подвижными зажимными планками 10 с упора и 11, ограничивающими перемещение опорной планки 8. Устройство работает следующим образом. Перед зажатием в устройстве шины 9 фиксатор 4 настраивается с помощью регулируемой оси 7 на заданное расстояние а от центра сварки. Это расстояние меньше требуемого расстояния от центра сварки до края конца шины сваренной детали на величину перемещения деформированного металла шины. При вращении оси 7 происходит перемещение опорной планки 8. Ползун 5 под действием пружин 6 всегда Находится в исходном положении. Шина 9 устанавливается в паз матрицы 1 до соприкосновения с опорной планкой 8 и зажимается лланками 10 С усилием Pjgj.После этого начинается процесс сварки. Под действием усилия РОС. деталь 12, зажатая в губках 13, приваривается к шине 9. В процессе сварки рабочий выступ пуансона внедряется в шину 9, обеспечивая необходимую пластическую деформацию свариваемых деталей. При этом матрица 1 перемещается относительно неподвижного пуансона. В результате течения м€талпа шины опорная планка фиксаторе), преодолевая сопротивление пружин, перемещается до соприкосновения с упорами 1 1 зажимных планок 10, ограничивающих перемещение опорной планки. Тем самым ограничивается дальнейшее свободное течение металла. Свободное, несимметричное течение металла шины на начальной стадии процесса сварки постепенно при соприкосновении опорной планки с упорами зажимных планок переходит в симметричное течение, обеспечивающее высокое качество сварки. После окончания процесса сварки подвижные зажимные планки 10 возвращаются в исходное положение. Сваренная деталь вынимается из устройства. Ползун 5 фиксатора под действием пружин 6 возвращает- опорную ппанку 8 в исходное положение. Выполнение матрицы подвижной и размещение ее на неподвижном цилиндрическом пуансоне улучшает и упрощает технологичность изготовления как матрицы, так и пуансона. Предлагаемое устройство позволяет иметь одну постоянную матрицу и сменные пуансоны с рабочими выступами различной формы и размеров. Кроме того, при выходе из строя,рабочего выступа пуансона,, что встречается на практике наиболее часто, экономически целесообразна замена только пуансонг), а не целой матрицы, как в известном устройстве. Размещение на матрице фиксатора с опорной планкой позволя- ет точно и быстро устанавливать и фиксировать шину перед сваркой, что повышает производительность труда за счет сокращения времени на установку шины в устройстве. Применение подвижной опорной планки обеспечива
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для холодной сварки тавровых соединений | 1987 |
|
SU1459868A1 |
| Способ холодной сварки и устройство для его осуществления | 1977 |
|
SU742081A1 |
| Устройство для осуществления способа холодной сварки | 1981 |
|
SU1049218A2 |
| Зажимное устройство для холодной сварки | 1986 |
|
SU1428552A1 |
| Способ холодной сварки пластины со стержнем | 1986 |
|
SU1391835A1 |
| Устройство для обработки давлением и сборки сетчатых деталей,преимущественно секций масляных фильтров | 1983 |
|
SU1094717A1 |
| СПОСОБ СОЕДИНЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ, ПРЕИМУЩЕСТВЕННО ФЛАНЦЕВ К ВОЗДУХОВОДАМ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2395361C2 |
| Штамп для вытяжки с растяжением | 1980 |
|
SU975147A1 |
| СПОСОБ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2627318C2 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
