Изобретение, относится к облас- . ти металлообработки, э частностя к ииструьюитальнскму произвояству и может (ть ислользобано при кэготошлении затьотгованных зубьев различных фрез, 8 том числе червячных е положитетгьным передним углом.
Извесогев способ затывалония бокоBttx задних пове жностей червячнЕск фрез, при котором инструмент устанавливают в осевой плоскости изделая, а изделию сообщают вращение вокруг своей оси, согласованное с возвдатно-поступательнша перемещением вд{Ш1ь оси и возвратно-качательным пврвнймщнием в пл.оскости, параллельной оси изделия 11.
Недостатком данного способа является низкая точность обработки, как инструменту, например, шш нескольким радиально относительна оси изделия расположенным резцам. или .изделию, придают дополнительное качательное движение навстречу НЩ1равлению вращения изделия при рабо чем ходе и в направлении вращения изделия при обратном ходе, движение вдоль оси изделия режущему инструменту сообщают только во время рабочего хода.
Целью настоящего изобретения яв- , ляется повЕЛиение точности затьшования за счет установки инструмента и ки-. нематики способа, позволяющих точнее произвести процесс формообразования бокошлс задних поверхностей червячных фрез с положительным передник углом, при обработке шпифовальньа кругом о щюфилем, заправленным по
10 дуге окружности..
Указанная цель лсхзтигается тем, что воэвратно-качательйое движение шлифовального круга или изделия осуществляют -в плоскости расположе15ния оси шлифовального круга по дуге той же окружности/ по которой заправлен крут, при этом за время рав- ; номерного перемещени. круга вдоль оси изделия на величину затылования его
20 поворачивают на угол, ЬпределыемыР по формуле .
y|rfe. iw ,
25
UOtAp-J)
д - угол .поворота шлифовального
где круга или 1зделия вокруг
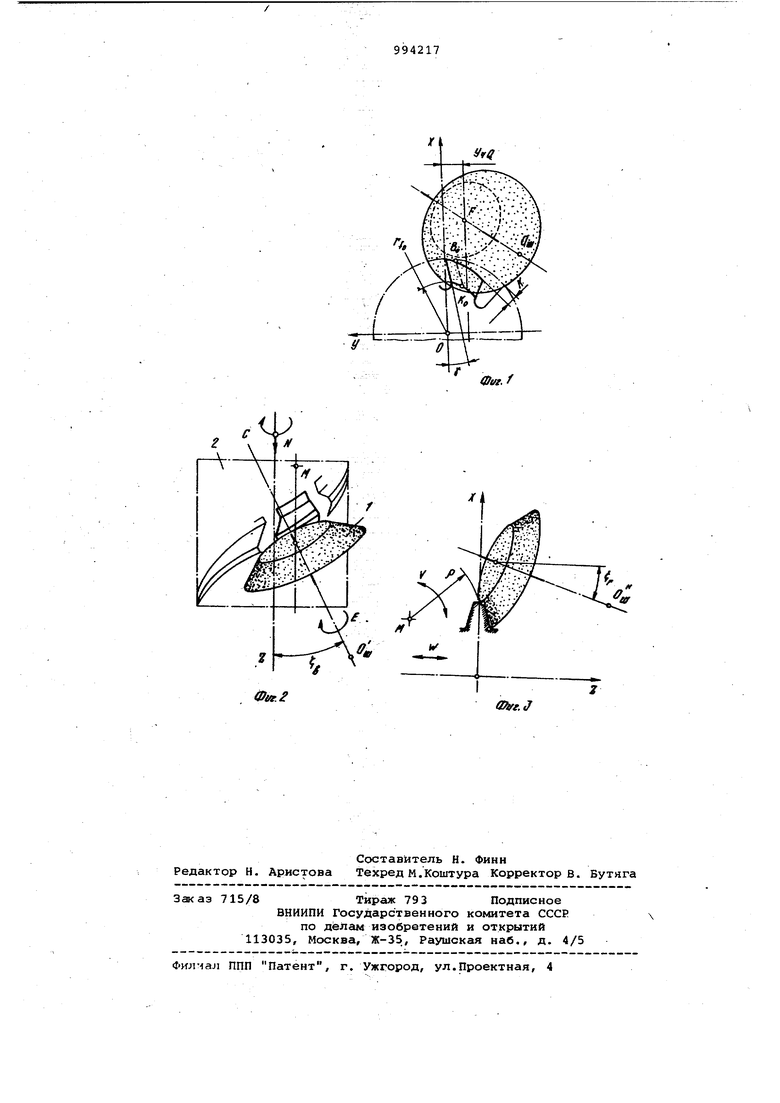
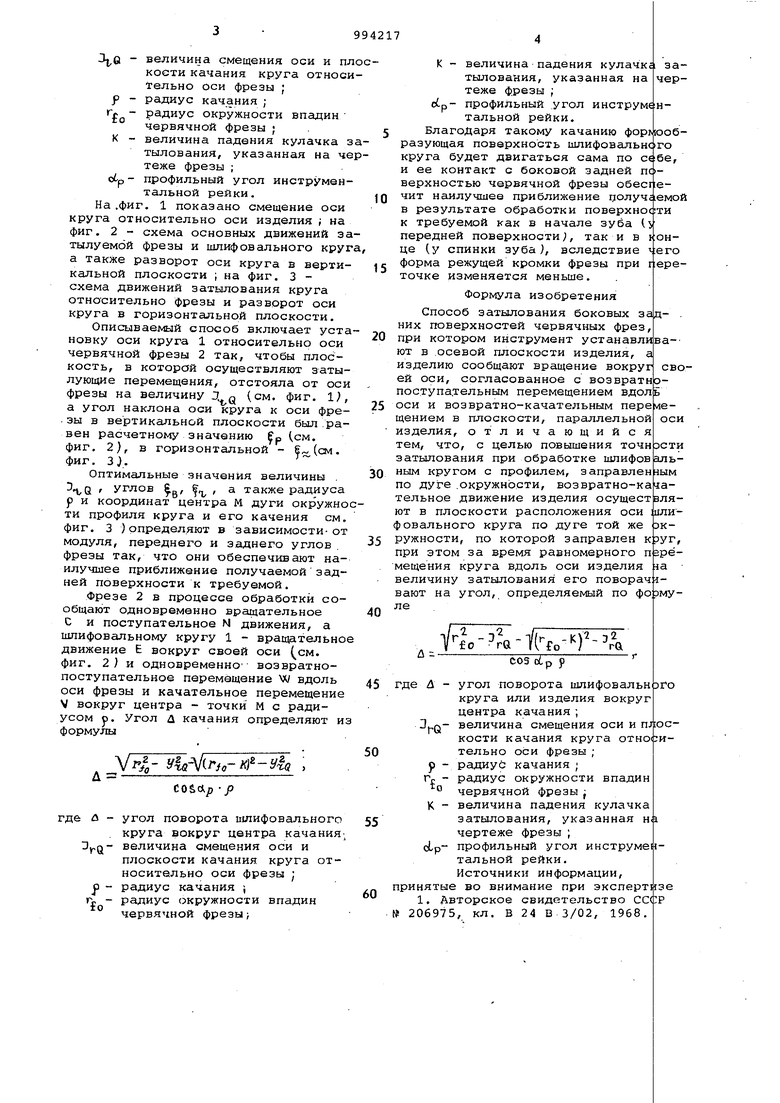
30 центра качания ; - величина смещения оси и пл кости качания круга относи тельно оси фрезы ; f - радиус качания ; радиус окружности впадин червячной фрезы ; К - величина падения кулачка з тылования, указанная на че теже фрезы ; oLp - профильный угол инструментальной рейки. На .фиг. 1 показано смещение оси круга относительно оси изделия ; на фиг. 2 - схема основных движений за тылуемой фрезы и шлифовального круг а также разворот оси круга в вертикальной плоскости I на фиг. 3 схема движений затылования круга относительно фрезы и разворот оси круга в горизонтальной плоскости. Описываемый способ включает уста новку оси круга 1 относительно оси червячной фрезы 2 так, чтобы плоскость, в которой осуществляют затылующие перемещения, отстояла от оси фрезы на величину J Q (см. фиг. 1, а угол наклона оси круга к оси фре.зы в вертикальной плоскости был.равен расчетному значению р (см. фиг. 2), в горизонтальной - (см. фиг. 3 J. Оптимальные значения величины . -tQ углов ц/ f, а также радиуса р и координат центра М дуги окружно ти профиля круга и его качения см, фиг. 3 )определяют в зависимости-от модуля, переднего и заднего углов . фрезы так, что они обеспечивают наилучшее приближение получаемой задней поверхности к требуемой. Фрезе 2 в процессе обработки сообщак)т одновременно вращательное С и поступательное N движения, а шлифовальному кругу 1 - вращательно движение Е вокруг своей оси (см. фиг. 2) и одновременно- возвратнопоступательное перемещение W вдоль оси фрезы и качательное перемещение V вокруг центра - точки М с радиусом р. Угол л качания определяют из формулы
УР/О- у(1Чс-к -у
С05.Лр р
де л - угол поворота шлифовального круга вокруг центра качания; Dy,Q- величина смещения оси и
плоскости качания круга относительно оси фрезы ; р - радиус качания j Гр - радиус окружности впадин червячной фрезы;
тельно оси фрезы ; J) - радиус качания ; Гг. - радиус окружности впадин
° червячной фрезы j К - величина падения кулачкг затылования, указанная н чертеже фрезы ;
oLp- профильный угол инструмейтальной рейки. Источники информации, инятые во внимание при экспертизе
1. Авторское свидетельство ССфР 206975, кл, В 24 В 3/02, 1968, К - величина падения кулачке затылования, указанная на |чертеже фрезы ; ctp- профильный угол инструмён тальной рейки. Благодаря такому качанию фор1|1ообразующая поверхность шлифовальнс круга будет двигаться сама по с«бе, и ее контакт с боковой задней по верхностью червячной фрезы обесг: чит наилучшее приближение получаемой в результате обработки поверхности к требуемой как в начале зуба (i передней поверхности;, так и в i це (у спинки зуба , вследствие г; форма режущей кромки фрезы при г точке изменяется меньше. Формула изобретения Способ затылования боковых за|д них поверхностей червячных фрез, при котором инструмент устанавли1ва ют в .осевой плоскости изделия, а изделию сообщают вращение вокруг своей оси, согласованное с возвратно поступательным перемещением вдол оси и возвратно-качательным перемещением в плоскости, параллельной оси изделия, отличающийся тем, что, с целью повышения точн затылования при обработке шлифов|апьным кругом с профилем, заправленным по дуге .окружности, возвратно-качательное движение изделия осуществляют в плоскости расположения оси фовального круга по дуге той же РУжности, по которой заправлен к при этом за время равномерного п мещения круга вдоль оси изделия величину затылования его поворач вают на угол, определяемый по фо ле Г 0 К,2 -,2 о га fo СОЗ ctp у где Д - угол поворота шлифовальнЬго круга или изделия вокруг центра качания ; Зио- величина смещения оси и п кости качания круга отно
/ii
У г (I
Фт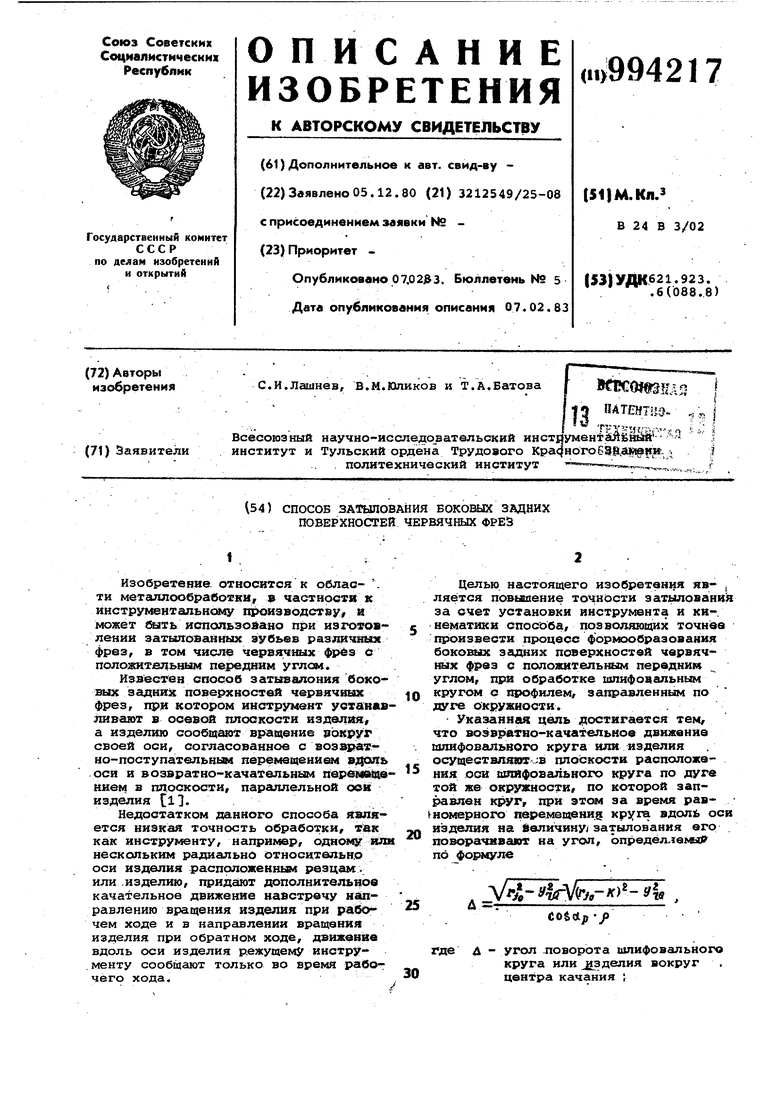
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ затылования червячной фрезы | 1986 |
|
SU1355458A1 |
| СПОСОБ ПРАВКИ АБРАЗИВНОГО КРУГА | 2013 |
|
RU2538519C2 |
| Способ затылования нелинейчатых червячных фрез | 1976 |
|
SU697302A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВОГО ЖЕЛОБА | 1969 |
|
SU249232A1 |
| Способ обработки цилиндрических зубчатых колес | 1983 |
|
SU1139583A1 |
| Способ затылования режущих инструментов,например,дисковых фрез | 1973 |
|
SU488659A1 |
| ШЛИФОВАЛЬНО-ЗАТЫЛОВОЧНЫЙ АВТОМАТ ДЛЯ ЗАТОЧКИ | 1969 |
|
SU251401A1 |
| Устройство для затылования зубьев инструмента | 1980 |
|
SU933265A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ЗАДНЕЙ ПОВЕРХНОСТИ ЗУБЬЕВ РЕЗЬБОВЫХ ФРЕЗ | 2020 |
|
RU2732871C1 |