Изобретение относится к маи ииострое- иию, а именно к ииструме 1та. 1роиз- волству, и может быть нсиользовано при за- ты.ловаинн червячной фрезы ирсимуикч твен- ио твердоснлавной с отрицательн1)1м неред- нин уг о юм средних и крупных модуле .
Цель изобретения -- новьлиеине точности пронзводнтелыюсти нроцесса затылова- ння за счет длительного контакта зуба червячной фрезы и Н1лифовального .
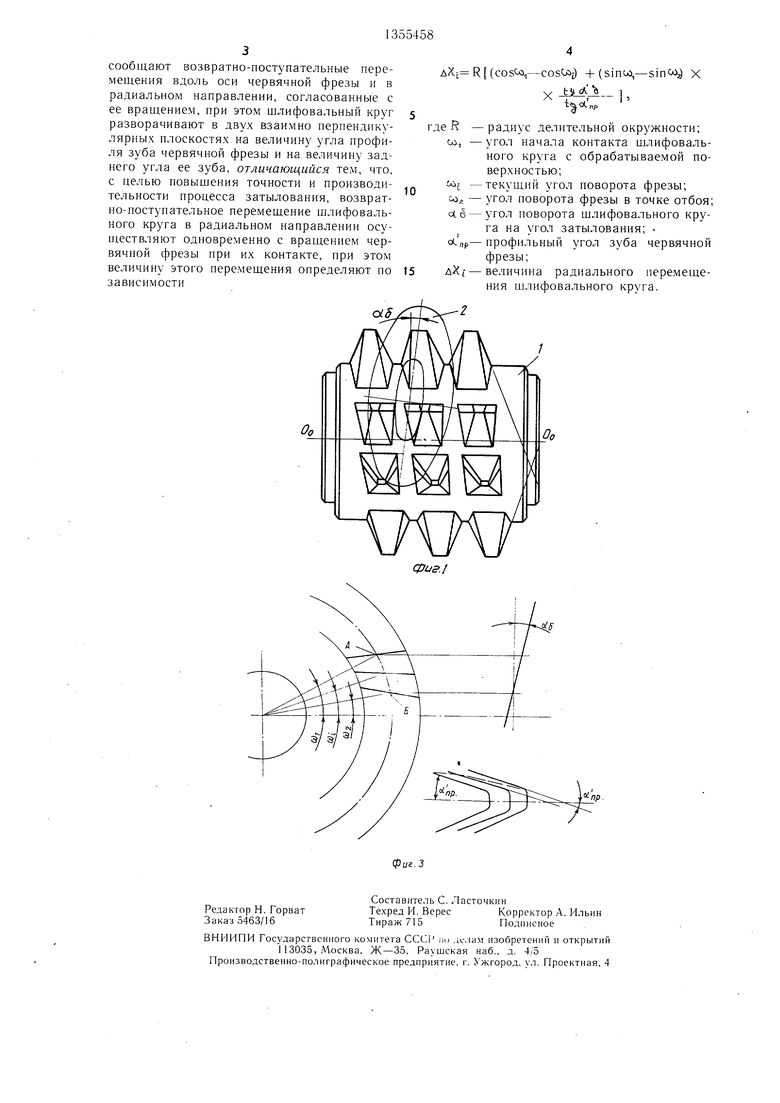
На фиг. 1 ноказаиа червячная фреза в рабочем ноложеиии; на фиг. 2 - взаимное расио.тоженне червячной и Н1лифо- ва;1ьного круга и дуга А-Б но которой иро- ис.ходнт контакт круга нри виде сбоку; на фиг. 3 - взаимосвязь рабочего хода круга при формнрова1Н1и лезвийной кромки зуба фрезы, иуиктириой линией иоказана гииер- болическая образуюн1.ая кро.мки.
Сиособ осуществляют следующи.м образом.
Червячную фрезу 1 равномерно вран1,ают вокруг своей осн ОоОо. Шлифовальный кру|- 2, совер1наю1ний возвратно-иостуиательное движение вдоль оен Ос, Оо фрезы 1 и иоиерек этой осн за счет кулачка отбоя, вводят в контакт с обрабатываемой новерхностью в точке Л. 1рн вращеннн (|)рез1)1 1 в контакте со Н1лифовальньг 1 кру1Ч)м 2 на ду1 е .Л-Б осу- нл.ествляется рабочий цик.п снособа, а в точке Б нронс.ходит отбой ш. 1нфова;1ьного круга. Зате.м ио сиирали врангения задне поверхности зуба фрезы иа Н1лифовальн1 п 1 кру| происходит переход на обработку следую- niero зуба, цикл повторяется и т. д.
При настройке на затылование фрезу 1 устанавливают на оправке в пшипдель зат1)1- ловочного станка. Шли{ :1овальпый круг 2, устаиов,ленпый иа каретке этого станка, сме- niaiOT в направлении смещения пе|)едней поверхности зуба фрезы до тех иор, пока не иоявляется гарантированный зазор между иерпферней круга и иередпей плоскостью ипжераспол()жеипо -о зуба. Это пеобходимо д.ля того, чтобы периферия круга ие входила в ко1гтакт с и, юск()стыо нпжераепо.ложенпо- го зуба (|)резы и была возможность поворота круга па требуе.мый уг о.л заты. юваиия. Зазор этот может быть выбран в нределах Н 1--2 мм. ZUK iee 1нлифовал| иый круг но- ворачивают на пеобходи.мый угол затыло- ва1П1я в горизонтальной н.тоскостн. В вер- тикальиой плоскости круг разворачивают иа ве.личину и|1оекцни иро(|)и. yr;iaoc«p, на гор1130 1тальную ось ири положении нрое- ппруемой поверхности в точках Л и Б. Ilpn этом рабочий ход .Л- Б выбирают из условия О1 ибапия лезвийного профи.ля зуба прямой, ирпнад;1ежаще | п.юскостн круга и тех- нологичееких ус.лови, обеспечивающих вы- нолнение онерапни. Практика показывает, что нрофн.ль ,лезвнйноГ1 кромки 1рактнчески
получается истинной формы, если дуга А-Б выбирается на участке поворота фрезы на угол 10-15.
При затыловаиии червячной фрезы 1
плоской стороной п лифовального круга круг 2 подводится к оси равномерно вращаюнлей-, ея фрезы 1 до положения контакта в точке А, затем медлещ-ю отводится с но.мопдью кулачка отбоя ио дуге контакта А - Б, строго согласуя движение с вращением инстру.мента но формуле, а в точке Б следует отбой. При этом обрабатываемая задняя иоверхность зуба фрезы входит в контакт с вранхаюнщмся кругом 2. который после контакта ио дуге А-Б отводится от нее. Па дуге А-Б в результате вран ательного движения фрезы и поступательно1 0 движения круга формируелея истинная форма лез- вийиой кромки зуба с помощью илоской формы круга.
Величина радиа.льного неремещения шлифовального круга оиределяется зависимостью
5
0
5
0
5
0
Л R(cosOo. - ) + tsincj,--sintoa) X
X .-,
t ,1 - up
где R -- радиус де.лнтельпой окружпоети;
(x, - уг ол пача,ла коптакта н,лис|зоваль- noi o круга с обрабатываемой поверх ностью;
-oj - текупи1Й угол поворота фрезы;
Cjo -- yi 0,1 поворота фрезы в точке отбоя;
- yro;i поворота И1,лн(|)ова,льного круга иа У| ОЛ заты.ловання;
ся„р-угол новорота Н.лифовальпого круга в оеевой гклоскости.
Увелпчепие времени контакта пглпфоваль иого круга с обрабагывае.мой поверхностью зуба фрезы также иовьпиает производитель- пость процесса заты.ловапия.
Смещение 1нлифовального круга в на- прав.ле1щп смещеппя передней н,лоскости фрезы нозволяет значительно увеличить угол затыловаппя, а с.ледовал сльпо, повысить стойкость фрезы. Кроме того, согласованная взанмоевязь отвода круга на участке рабочего хода с вран1ением фрезы ио онре- деленной взаимосвязи иовыщает точность (|)()рмообразован11я .лезвийной кромки ее зуба и иовьинает нэопзводптельпость про- цееса затылования.
Формула изобретения
Способ затылования червячной фрезы
н лифовальным кругом, при котором вращеиие червячной фрезы относительно щлпфова.льиого круга оеунлествляют задней иоверхиостью зуба червячной ф1)езы на щлифо а.льный круг, а шлифовальному кругу
сообщают возвратно-поступательные перемещения вдоль оси червячной фрезы и в радиальном направлении, согласованные с ее врапдением, при этом щлифовальный крут разворачивают в двух взаимно перпендикулярных плоскостях на величину угла профиля зуба червячной фрезы и на величину заднего угла ее зуба, отличающийся тем, что, с целью повыщения точности и производительности процесса затылования, возвратно-поступательное перемещение щлифоваль- ного круга в радиальном направлении осу- п;ествляют одновременно с вращением червячной фрезы при их контакте, ири этом величину этого перемещения определяют по зависимости
(cos.,-cosOu |.(sinw,-sinco) x
X
t (A Ъ1
гдеК - w, -
. -
o(.6 -
&X -
радиус делительной окружности; угол начала контакта шлифовального круга с обрабатываемой поверхностью;
текущий угол поворота фрезы; угол поворота фрезы в точке отбоя; угол поворота щлифова,тьного круга на угол затылования; профильный угол зуба червячной фрезы;
величина радиального перемещения шлифовального круга.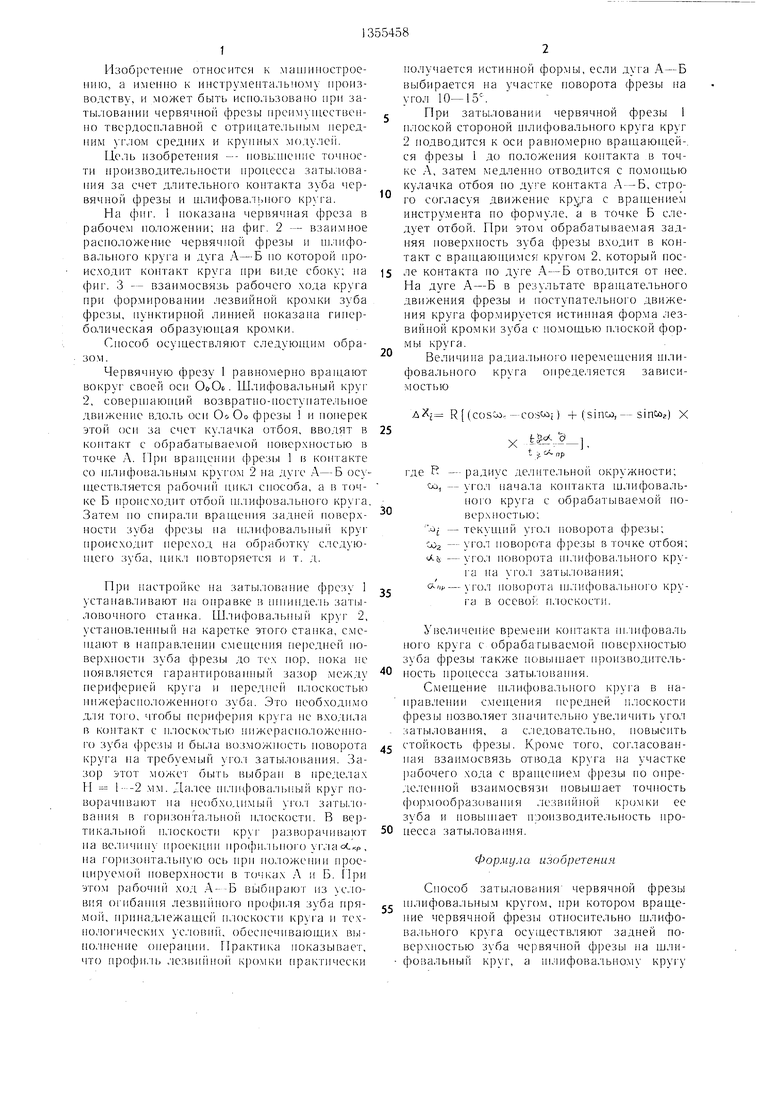
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ затылования боковых задних поверхностей червячных фрез | 1980 |
|
SU994217A1 |
| Шлифовально-затыловочный полуавтомат для цилиндрических фрез | 1987 |
|
SU1442375A1 |
| Способ затылования червячной фрезы | 1984 |
|
SU1196232A2 |
| Способ затылования червячной фрезы | 1989 |
|
SU1743810A1 |
| Устройство для затылования | 1980 |
|
SU1009615A1 |
| Способ заточки острозаточенных червячных фрез | 1989 |
|
SU1734986A1 |
| Способ заточки фрез | 1980 |
|
SU975339A1 |
| Способ заточки червячных фрез | 1980 |
|
SU1087309A1 |
| Способ заточки по задней поверхности винтовых зубьев фасонного инструмента | 1979 |
|
SU768604A1 |
| Способ затылования червячных фрез | 1980 |
|
SU1009721A1 |
Изобретение относится к машиностроению и может быть использовано ири заты- ловании червячной фрезы, нреимушествен- но твердосилавной, с отрицательным передним углом средних и крунны.х модулей. Целью изобретения является новьннение точности и производительности процесса заты- лования за счет длительного контакта зуба червячной фрезы и шли4юва,1ьного круга. Вращение червячной фрезы 1 относительно шлифовального круга 2 осуществляют задней повер.хностью зуба червячной фрезы 1 на шлифовальный круг 2, а шлифовальному кругу 2 одновременно сообщают возвратно- иостунательное перемещение вдоль оси червячной фрезы 1 и в радиально.м направле- ния.х, согласованпьгх с ее вращением. Для этого щлифовальный круг 2 разворачивают в двхчх взаимно перпендикулярных плоскостях на величину профиля зуба червячной фрезы 1 и на величину ее заднего .угла. Ве- ,1ичнна радиального перемещения шлифо- вальпого круга онределяется зависимостью ДХ; R(COSi.,-С05--л5() -f (5in.C., -sinuij) X X tgocip ,, - величина иеремещеиия щлифовального круга; R - радиус делительной окружности; i - угол начала контакта круга с обрабатываемой поверхностью; Mi - текущий угол поворота фрезы; со., - угол поворота фрезы в точке отбоя; Dts - угол поворота круга на угол затылования; Хпр- угол поворота круга в осевой плоскости. 3 ил. S сл со СП СЛ 4 СЛ 00 фиг.2
Редактор Н. Горват Заказ 5463/16
Составитель С. Ласточкин
Техред И. ВересКорректор А. Ильин
Тираж 715Подписное
ВНИИПИ Государственного комитета СССР ни лслам изобретений и открытий
И3035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Способ заточки червячных фрез | 1980 |
|
SU1087309A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
