СЛ
ю
О)
со
00
Изобретение относится к строительной индустрии, а именно к устройствам для изготовления арматурных каркасов при производстве трубчатых изделий.
Цель изобретения - расширение технологических возможностей.
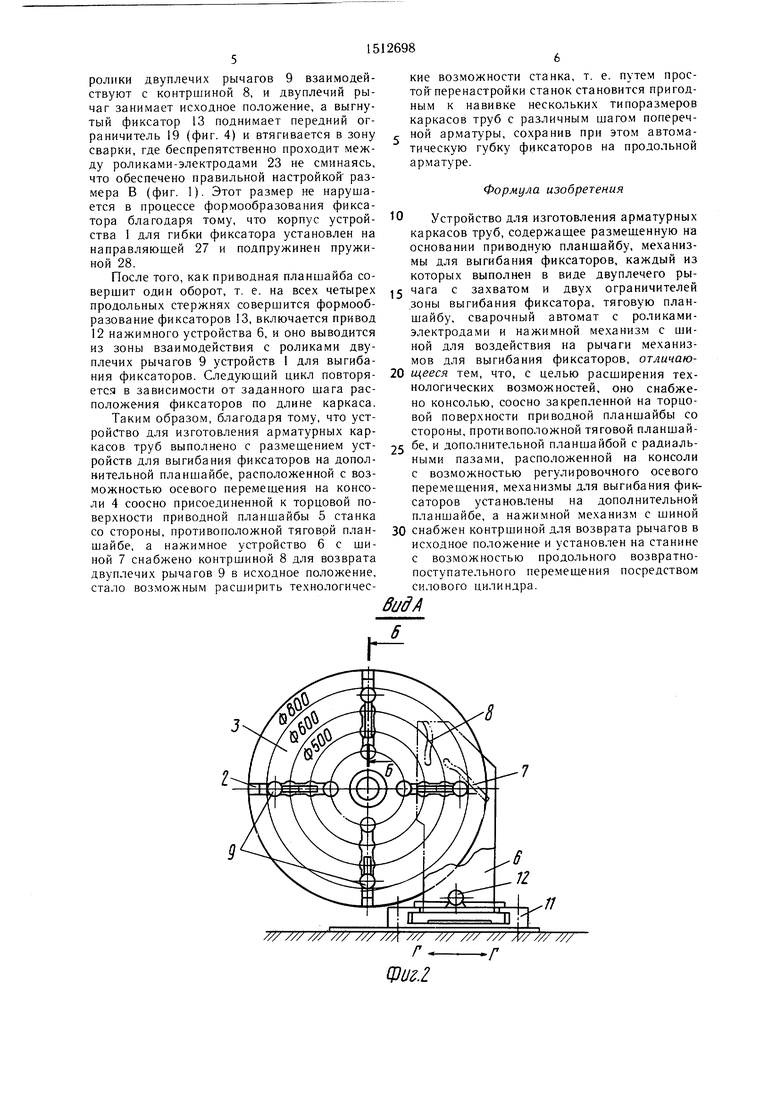
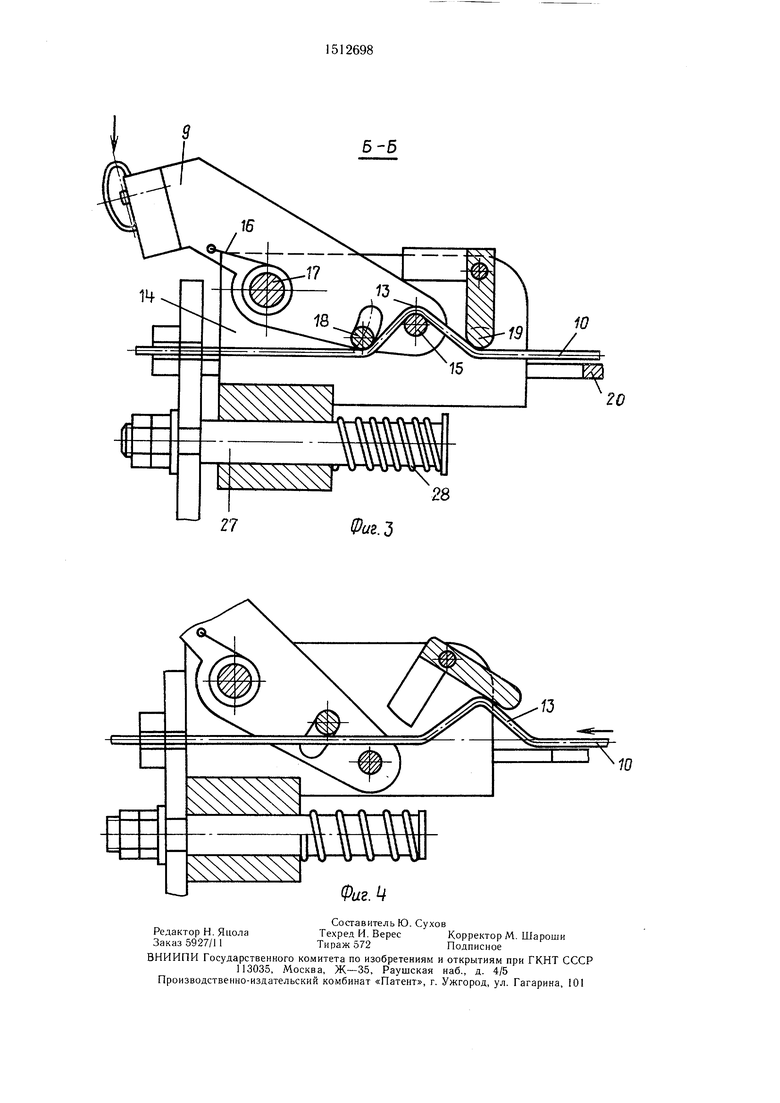
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 2 в процессе работы; на фиг. 4 - то же, после окончания формообразования фиксатора.
Устройство содержит устройства 1 для выгибания фиксаторов, установленные в радиальных пазах 2 планшайбы 3. Последняя надета на консоль 4 и зафиксирована на ней с возможностью продольного возвратно-поступательного перемещения. Консоль 4 прикреплена к смежному торцу ведущей планшайбы 5. Рядом со станком со стороны планщайбы 3 установлено нажимное устройство 6, выполненное в виде тумбы, в верхней части которой расположены последовательно снизу вверх щина 7 и контршина 8, предназначенные для взаимодействия со свободными концами двуплчих рычагов 9 устройства 1. Рычаги 9 предназначены для выгибания фиксаторов на нескольких (трех-четырех) продольных арматурных стержнях 10 изготавливаемого каркаса.
Нажимное устройство 6 установлено в направляющих 11 с возможностью продольного возвратно-поступательного перемещения силовым цилиндром 12 в зону рычагов 9 и обратно, а также имеет возможность смещения вместе с направляющими 11 по стрелкам Г-Г (фиг. 2) относительно основания, что необходимо при перенастройке станка на иной диаметр изготовляемого каркаса.
Каждое устройство 1 для выгибания фиксаторов 13 кроме двуплечего рычага 9 содержит корпус 14, захват 15, расположенный на нижнем конце рычага 9 под продольным стержнем 10 и выполненный, например, в виде пальца, перпендикулярного плоскости рычага 9. Захват 15 предназначен для воздействия на стержень 10 в момент формообразования (выгибания) фиксатора 13.
Кроме того, устройство содержит пружину 16 для удержания рычага 9 в исходном положении, ось 17, при помощи которой рычаг 9 закреплен в корпусе 14. Для ограничения габарита фиксатора 13 по длине имеются ограничители 18 и 19 зоны выгиба фиксатора, один из которых (а именно, ограничитель 19) выполнен убирающимся из зоны выгиба вверх для пропуска готового фиксатора 13 в зону кондуктора 20, предназначенного для навивки поперечной арматуры 21 из бухты 22 и приваривания этой арматуры к продольным стержням 10 при помощи роликов-электродов 23. Для обеспечения поступательного перемещения продольных стержней каркаса в процессе его изготовления имеется тяговая планшайба 24, установленная с возможностью вращения на стойке 25, снабженной приводом 26 (например, цепным) возвратно-поступательного перемещения. Позицией 27 обозначена направляющая, а позицией 28 - пружина, г Для наладки устройства на определенный типоразмер изготавливаемого каркаса устройства 1 для выгибания фиксаторов 13 устанавливают в положение, соответствующее заданному диаметру каркаса путем перемещения их в радиальных пазах 2 план0 шайбы 3. Затем в направлении, поперечном относительно продольных стержней (т. е. в направлении стрелок Г-Г на фиг. 2), перемещают нажимное устройство 6 и закрепляют в таком положении, которое обеспе5 чивает требуемый контакт шин 7 и 8 со свободными концами (роликами) рычагов 9. Последним этапом наладки устройства является корректировка положения планщайбы 3 (несущей устройства для выгибания фиксаторов) относительно роликов0 электродов 25 с тем, чтобы раз.мер В (фиг. I) был кратным щагу навиваемой поперечной арматуры 23, что обеспечивает прохождение выгнутого фиксатора 13 между роликами- электродами 25 без деформации. Эта настрой5 ка осуществляется сдвигом планщайбы 3 по консоли 4, на которую она надета, с последующей фиксацией относительно этой консоли.
Устройство работает следующим образом.
0 После наладки станка на навивку каркаса, требуемого диаметра продольная арматура 10 пропускается через устройство 1 для выгибания фиксаторов так, чтобы она проходила над захватом 15 двуплечего рычага 9 и под ограничителями 18 и 19 зоны выги5 ба фиксатора и концы ее закрепляются на тяговой планщайбе 24, а концы поперечной арматуры 21 с бухты 22 подводятся к роликам 23 сварочного аппарата и привариваются к одному из продольных стержней 10.
Q Затем включается привод вращения приводной планщайбы 5 и одновременно привод 26 перемещения стойки 25, которая, перемещаясь, отводит тяговую планщайбу 24 от приводной планщайбы 5 и тянет за собой продольные стержни 10. По мере
5 продвижения последних производится спиральная навивка и приварка поперечной арматуры 21 к продольным стержням 10. В соответствии с заданной программой периодически срабатывает привод 12 нажимного устройства 6, который вводит нажимное
0 устройство в зону взаимодействия роликов двуплечих рычагов 9 устройства 1 для выгибания фиксаторов с щиной 7 и контр- щиной 8. При этом ролики двуплечих рычагов 9, взаимодействуя с шиной 7, поворачивают рычаг 9 вокруг оси 17. Происхо дит формообразование фиксаторов 13, т. е. местный выгиб продольных стержней 10 между ограничителями 18 и 19. При дальнейшем вращении приводной планшайбы 5
ролики двуплечих рычагов 9 взаимодействуют с контршиной 8, и двуплечий рычаг занимает исходное положение, а выгнутый фиксатор 13 поднимает передний огкие возможности станка, т. е. путем просто й перенастройки станок становится пригодным к навивке нескольких типоразмеров каркасов труб с различным шагом поперечраничитель 19 (фиг. 4) и втягивается в зону ной арматуры, сохранив при этом aBTOMaj
тическую губку фиксаторов на продольной арматуре.
Формула изобретения
сварки, где беспрепятственно проходит между роликами-электродами 23 не сминаясь, что обеспечено правильной настройкой размера В (фиг. 1). Этот размер не нарушается в процессе формообразования фиксатора благодаря тому, что корпус устрой- Ю ства 1 для гибки фиксатора установлен на направляюш,ей 27 и подпружинен пружиной 28.
После того, как приводная планшайба со
Устройство для изготовления арматурных каркасов труб, содержащее размещенную на основании приводную планщайбу, механизмы для выгибания фиксаторов, каждый из которых выполнен в виде двуплечего рывершит один оборот, т. е. на всех четырех ,5 захватом и двух ограничителей продольных стержнях совершится формооб-зоны выгибания фиксатора, тяговую планразование фиксаторов 13, включается приводшайбу, сварочный автомат с роликами12 нажимного устройства 6, и оно выводитсяэлектродами и нажимной механизм с шииз зоны взаимодействия с роликами дву-ной для воздействия на рычаги механизплечих рычагов 9 устройств 1 для выгиба-мов для выгибания фиксаторов, отличаюния фиксаторов. Следующий цикл повторя- 20 щееся тем, что, с целью расширения тех- етс.ч в зависимости от заданного шага рас-нологических возможностей, оно снабжеположения фиксаторов по длине каркаса.но консолью, соосно закрепленной на jopuoТаким образом, благодаря тому, что уст-вой поверхности приводимой планшайбы
ройство для изготовления арматурных кар-стороны, противоположной тяговой планшайкасов труб выполнено с размещением уст- 25 дополнительной планшайбой с радиаль- ройств для выгибания фиксаторов на допол-ными пазами, расположенной на консоли
нительной планшайбе, расположенной с воз-с возможностью регулировочного осевого
можностью осевого перемещения на консо-перемещения, механизмы для выгибания фикли 4 соосно присоединенной к торцовой по-саторов установлены на дополнительной
верхности приводной планшайбы 5 станкапланшайбе, а нажимной механизм с шиной
со стороны, противоположной тяговой план- 30 снабжен контршиной для возврата рычагов в шайбе, а нажимное устройство 6 с ши-исходное положение и установлен на станине
ной 7 снабжено контршиной 8 для возвратас возможностью продольного возвратнодвуплечих рычагов 9 в исходное положение,поступательного перемещения посредством
стало возможным расширить технологичес-силового цилиндра.
М/1
кие возможности станка, т. е. путем просто й перенастройки станок становится пригодным к навивке нескольких типоразмеров каркасов труб с различным шагом попереч
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для выгибания фиксаторов преимущественно на продольных стержнях пространственных арматурных каркасов | 1986 |
|
SU1397132A2 |
| Установка для изготовления пространственных арматурных каркасов | 1975 |
|
SU524588A1 |
| Устройство для выгибания фиксаторов преимущественно на продольных стержнях пространственных арматурных каркасов | 1984 |
|
SU1227296A1 |
| Станок для изготовления арматурных каркасов железобетонных труб | 1978 |
|
SU737603A1 |
| Установка для контактной точечной сварки пространственных арматурных каркасов | 1976 |
|
SU617135A1 |
| Устройство для контактной сварки арматурных каркасов | 1980 |
|
SU927445A1 |
| Станок для изготовления арматурных каркасов железобетонных изделий | 1976 |
|
SU617133A1 |
| УСТРОЙСТВО для СВАРКИ ОБЪЕМНЫХ АРМАТУРНЫХКАРКАСОВ | 1971 |
|
SU319426A1 |
| Устройство для сборки пространственных арматурных каркасов | 1981 |
|
SU973765A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ АРЛ\АТУРНЫХ КАРКАСОВ | 1973 |
|
SU400683A1 |
Изобретение относится к строительной индустрии, а именно к устройствам для изготовления арматурных каркасов при производстве железобетонных трубчатых изделий, и позволяет расширить технологические возможности. Устройство содержит приводную планшайбу 5, механизмы для вычитания фиксаторов 1, тяговую планшайбу 26, сварочный автомат с роликами-электродами 25 и нажимной механизм 6 с шиной для воздействия на рычаги механизмов для вычитания фиксаторов. Устройство имеет консоль 4, соосно закрепленную на торцовой поверхности приводной планшайбы, и дополнительную планшайбу 3 с радиальными пазами, расположенную на консоли с возможностью регулировочного осевого перемещения. Механизмы для вычитания фиксаторов установлены на дополнительной планшайбе, нажимной механизм снабжен контршиной для возврата рычагов в исходное положение и установлен на станине с возможностью продольного возвратно-поступательного перемещения посредством силового цилиндра. 4 ил.
/// /// /// /// /// //А /// /// /// /// /У/ /// ///
Г
Фиг.г
-г
27
Фиг. Ц
б-б
10
28
Фиг.Ъ
| Установка для изготовления пространственных арматурных каркасов | 1975 |
|
SU524588A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
