Изобретение относится к контрольно-сортировочной технике в машиностроении, в частности к устройствам для сортировки втулок по диаметру отверстия.
Известен автомат для контроля деталей по линейным размерам, содержащий станину, установленные на ней загрузочный механизм, транспортное поворотное устройство с приводом, комплект измерительных головок по числу сортировочных групп и емкости для сбора деталей 1 .
Недостатком известного автомата является невысокая точность контроля в связи с тем, что сортировочные калибры образованы с помощью плоской пружины, которые не позволяют .контролировать размеры деталей из податливого материала (например из пористой бронзы) с некоторым натягом.
Цель изобретения - повыщение точности сортировки.
Поставленная цель достигается тем, что известный автомат для сортировки деталей по линейным размерам, содержащий станину, установленные на ней загрузочный механизм, транспортное поворотное устройство с приводом, комплект измерительных головок по числу сортировочных групп и емкости для сбора деталей, имеет рагсположенные у каждой измерительной головки упор и поворотный приводной лоток, а каждая измерительная головка выполнена в виде вертикального подпружиненного калибра-проб5 ки с размещенным на нем подпружиненным съемником, при этом измерительные головки имеют привод возвратно-поступательного перемещения, а каждый упор находится на траектории перемещения соответствующего съемника.
10
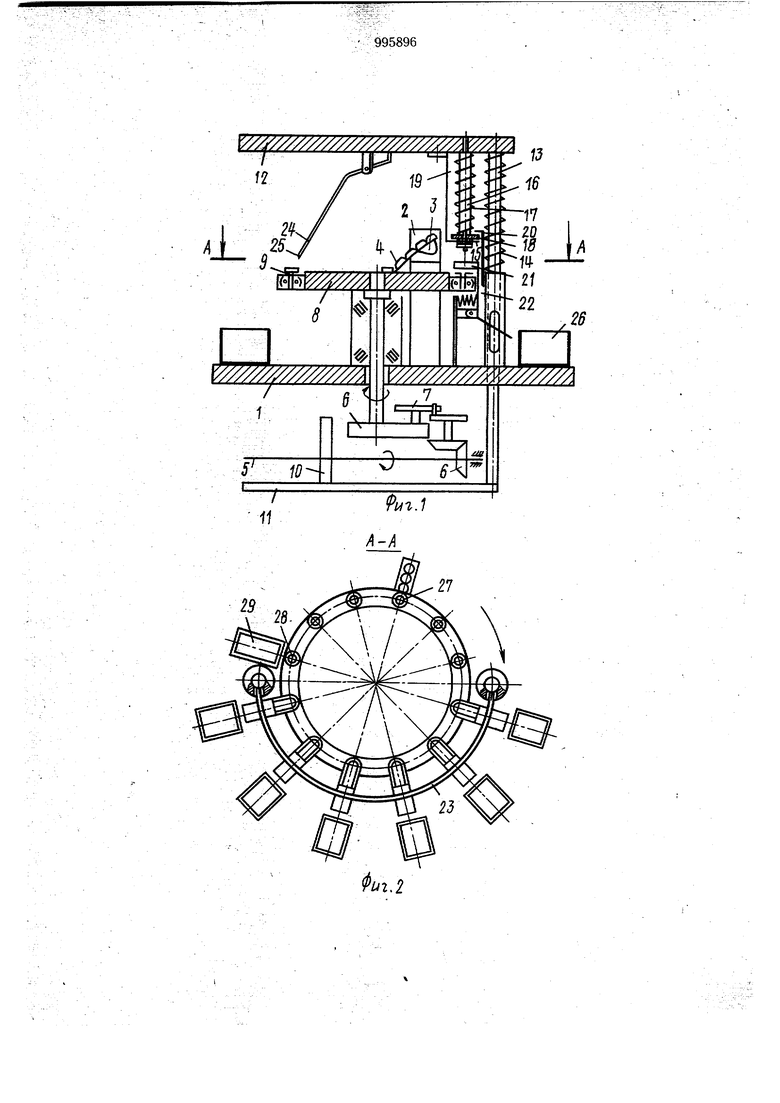
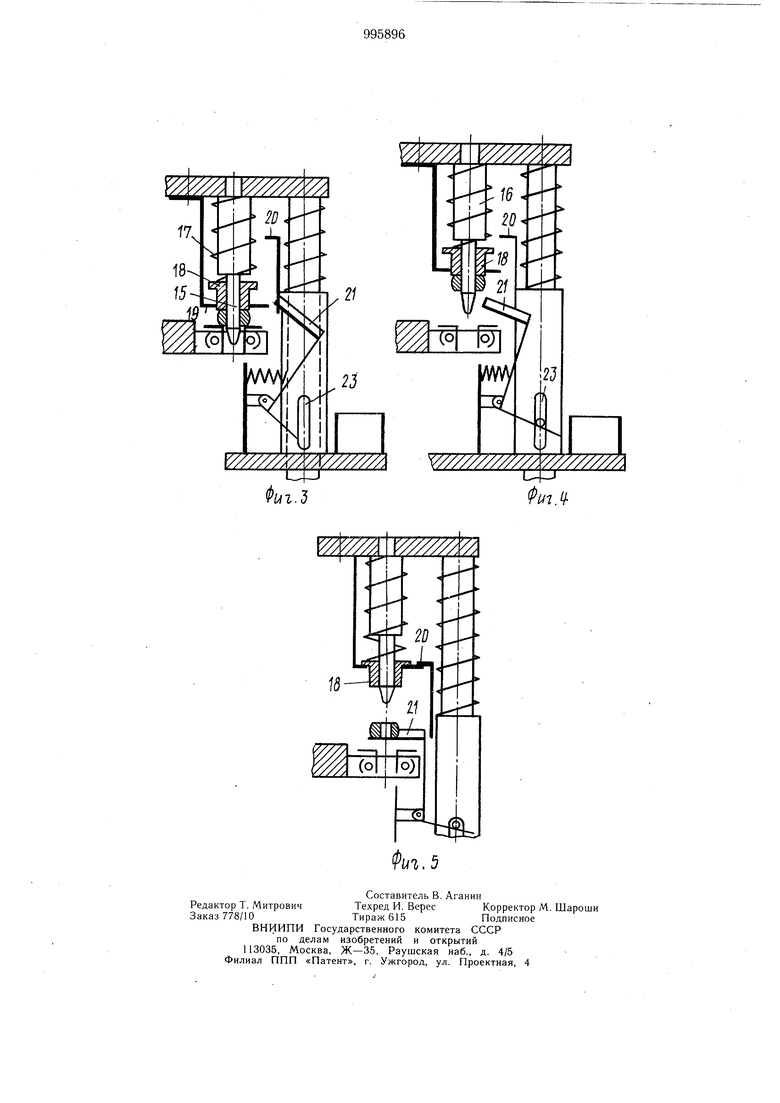
На фиг. 1 изображен автомат, разрез; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - измерительная головка в момент контроля; на фиг. 4 - то же, верхнее положение; на фиг. 5 - момент съема детали
15 с калибра.
Автомат содержит станину 1, бункер 2, щибер 3, лоток 4. Распределительный вал 6 через зубчатую передачу 6 и мальтийский механизм 7 соединен с поворотным столом 8, имеющим гнезда 9, конструкция которых
° обеспечивает центрирование контролируемых втулок (не показано). Вал 5 также имеет кулачок 10, взаимодействующий с нижней траверсой 11, которая жестко соединена с верхней траверсой 12 с помощью колонок
13, на которых установлены пружины 14. К верхней траверсе прикреплены измерительные головки, содержащие проходные цилиндрические калибры-пробки 15, закрепленные в держателях 16, пружины 17 и съемники 18, взаимодействующие с ограничителями 19, прикрепленными к верхней траверсе 12, а также упоры 20, прикрепленные к станине 1. На последней щарнирно установлены лотки 21, размещенные на подпружиненных рычагах 22, взаимодействующих с кольцеобразным упором 23, прикрепленным к подвижным колонкам 13. К верхней траверсе 12 шарнирно прикреплен рычаг 24 так, что его нижний конец 25 находится над гнездом 9, емкости 26 для втулок установлены в плоскостях поворота лотков 21. Количество калибров 15, лотков 21 и емкостей 26 соответствует числу размерных сортировочных групп. Над первой по ходу поворота стола 8 позицией 27 установлен бункер 2, над следующими - инструмент для подготовительных операций, например дорнования, очистки отверстия втулок, далее установлены, калибры 15 в порядке увеличения их диаметров в соответствии с размером сортировочных групп. Над следующей за последним калибром позицией 28 установлен рычаг 24, а в плоскости его поворота - емкость 29 брака.
Автомат работает следующим образом.
Из бункера 2 с помощью шибера 3 по лотку 4 втулки пощтучно подаются в гнездо 9, находящееся в первой позиции 27.
Коленчатый вал 5, сделав один оборот, посредством передачи 6 и мальтийского креста 7, поворачивает поворотный стол 8 на одну позицию вместе с втулкой, которая при дальнейщем повороте стола попадает под первый калибр 15, имеющий наименьший диаметр.
Кулачок 10 перемещает вниз нижнюю траверсу 11, колонки 13, верхнюю траверсу 12 и прикрепленные к ней измерительные головки. Калибр-пробка 15 входит в отверстие втулки, находящейся в гнезде 9, а съемник 18 смещается вверх и сжимает пружину 17. В данном случае лоток 21 находится в верхнем положении, так как его рычаг взаимодействует с упором 23.
При дальнейщем повороте кулачка 10 под действием пружин 14 измерительные головки поднимаются вверх. При этом, если усилие пружины 17 превышает силу трения между калибром-пробкой и втулкой, то втулка сходит с калибра и остается в гн езде. После поворота стола 8 на следующую позицию, втулка оказывается под вторым калибром, имеющим диаметр, соответствующий следующей группе. Если втулка соответствует данной размерной группе, то пружина 17 остается в сжатом положении, втулка поднимается вместе с калибром-пробкой в верхнее положение, съемник 18 упирается в упор 20 и снимает втулку, которая падает в отборный лоток, находящийся в это время в нижнем положении.
При ходе измерительных головок вниз лоток 21 в результате взаимодействия рычага 22 и упора 23 поворачивается вверх и сбрасывает втулку в емкость 26.
Втулка, не поднятая вверх последним калибром, попадает на последнюю позицию 28, откуда рычаг 24 во время хода вниз своим нижним концом 25 сталкивает ее в емкость 29 втулок с завышенным диаметром.
Автомат позволяет сортировать на группы с высокой точностью втулки из пористой бронзы за счет вхождения в их отверстия калибров-пробок с натягом в диапазоне границ сортировочных групп.
Формула изобретения
Автомат для сортировки втулок по внутреннему диаметру, содержащий станину, установленные на ней загрузочный механизм, транспортное поворотное устройство с приводом, комплект измерительных головок по числу сортировочных групп и емкости для сбора деталей, отличающийся тем, что, с целью повышения точности сортировки, он имеет расположенные у каждой измерительной головки упор и поворотный приводной лоток, а каждая измерительная головка выполнена в виде вертикального калибра-пробки с размещенным на нем подпружиненным съемником, при этом измерительные головки имеют привод возвратнопоступательного перемещения, а каждый упор находится на траектории перемещения соответствующего съемника.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 479500, ,кл. В 07 С 5/08, 1972.
///////////////// «
f2
V//////////////////A
/
6
5 107
IB
W////////// ///////A
О
Ш J
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сборки деталей типа валик-втулка | 1976 |
|
SU657950A2 |
| АВТОМАТ ДЛЯ ИЗМЕРЕНИЯ И СОРТИРОВКИ ДЕТАЛЕЙ | 1938 |
|
SU57760A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Автомат для контроля резьб | 1987 |
|
SU1446442A1 |
| УСТАНОВКА ДЛЯ СОРТИРОВКИ ЦИЛИНДРИЧЕСКИХ ПРУЖИН СЖАТИЯ | 1990 |
|
RU1732767C |
| Автомат для сборки предохранителей | 1975 |
|
SU564664A1 |
| Устройство для клепки полусепараторов | 1979 |
|
SU971553A1 |
| Устройство для контроля качества намотки бобин по пневматическому сопротивлению | 1978 |
|
SU747538A1 |
| Автомат для изготовления пакетов магнитопроводов электрических машин | 1982 |
|
SU1078540A1 |
| АВТОМАТ ДЛЯ КОНТРОЛЯ И СОРТИРОВКИ ДЕТАЛЕЙ ПО ДИАМЕТРУ РАСТОЧКИ | 1965 |
|
SU177097A1 |