изобретение относится к способам обработки материалов давлением, в частности к изготовлению сепараторов подшипников
Известен способ штамповки цилиндрических сепараторов подшипников, при которсм получают кольцевую заготовку с открытыми пазами, а затем свертывают ее в цилиндр l .
Недостатками известного способа -являются неравномерная толщина стенки изделия и неравнсмерное расположение пазов, что сказывается на эксплуатационных характеристиках подшипника.
Цель изобретения - получение изделия со стенкой постоянной толщины и повЕлиение точности взаимного расположения пазов.
Поставленная цель достигается тем, что согласно способу штамповки цилиндрических сепараторов подшипников, согласно которому получают кольцевую заготовку с открытыми пазалш, а затем свертывают ее в цилиндр,Jnaзы в заготовке выполняют с боковьми сторонами, расположенными вдоль радиусов кольца и после свертывания цилиндра осаживают его, прилагая усилия к полученному фигурному торцу.
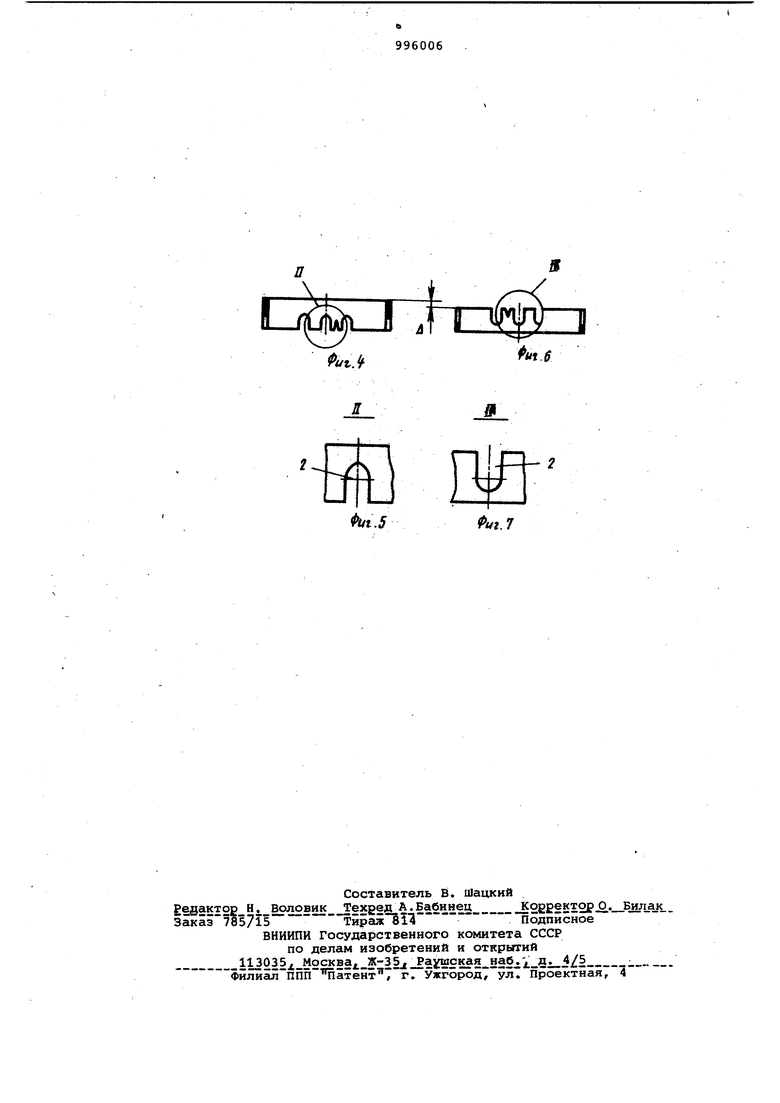
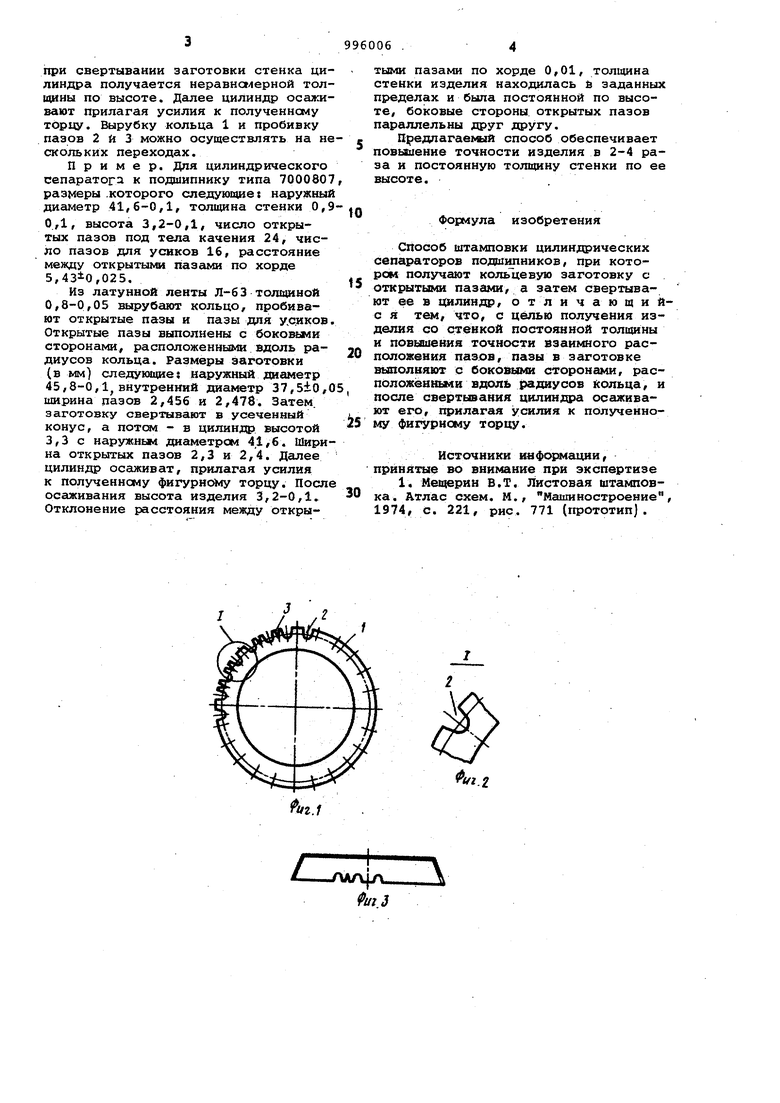
На фиг. 1 изображена -кольцевая заготовка с открытыми пазами; на фиг. 2 - узел I на фиг.1, форма открытого паза в заготовке; на фиг.З промежуточное положение заготовки при свертывании ее в цилиндр; на фиг. 4 узел 11 на фиг. 5,заготовка после свертывания; на фиг. 5 - форма откры10того паза после свертывания заготовки в цилиндр; на фиг. 6 - узел I1T на фиг, 7 цилиндр после осаживания (разница высот цилиндров на фиг. 4 и 6 показана стрелками); на фиг. 7 форма открытого паза после осажива15ния цилиндра.
Заготовка цилиндрического сепаратора содержит кольцо 1, открытые пазы 2, пазы 3 для усиков.
Способ реализуется следукидам об20разом.
Из ленты вырубают кольцо 1, пробивают открытые пазы 2 и пазы 3 для усиков. Открытые пазы 2 выполняют при этсм с боковьми сторонами, рас25положенными вдоль радиусов кольца 1ФИГ. 2). Затем заготовку свертывают (например, в два этапа , как показано на фиг. 3 и 4} в цилиндр, при этом боковые стороны открытых пазов 2 полу30чают непараллельными друг-другу, но
при свертывании заготовки стенка цилиндра получается неравнсглерной толщины по высоте. Далее цилиндр осаживают прилагая усилия к полученному торцу. Вырубку кольца 1 и пробивку пазов 2 и 3 можно осуществлять на нескольких переходах.
Пример. Для цилиндрического сепаратога к подшипнику типа 7000807 размеры .которого следуюии е: наружный диаметр 41,6-0,1, толщина стенки 0,90,1, высота 3,2-0,1, число открытых пазов под тела качения 24, число пазов для усиков 16, расстояние между открытыко пазами по хорде 5,,025.
Из латунной ленты Л-63 толщиной 0,8-0,05 вырубают кольцо, пробивают открытые пазы и пазы для У.С.ИКОВ. Открытые пазы выполнены с боковыми сторонами, расположенными вдоль радиусов кольца. Размеры заготовки (в мм) следуки101е$ наружный диаметр 45,8-0,1,внутренний диаметр 37,5iO,0 ширина пазов 2,456 и 2,478. Затем, заготовку свертывают в усеченный конус, а потсм - в цилиндр высотой 3,3 с наружные диаметром 41,6. Ширина открытых пазов 2,3 и 2,4. Далее цилиндр осаживат, прилагая усилия к полученнсзму фигурнс лу торцу. После осаживания высота изделия 3,2-0,1. Отклонение расстояния между открытыми пазами по хорде 0,01, толщина стенки изделия находилась в заданных пределах и была постоянной по высоте, боковые стороны открытых пазов параллельны друг другу.
Предлагаемый способ обеспечивает повыиение точности изделия в 2-4 раза и постоянную толщину стенки по ее высоте.
Формула изобретения
способ штамповки цилиндрических сепараторов подшипников, при котором получают коль1хевую заготовку с открытыми пазами, а затем свертывают ее в цилиндр, отличающийс я тем, что, с целью получения изделия со стенкой постоянной толщины и повьвиения точности взаимного расположения пазов, пазы в заготовке выполняют с боковыми сторонами, расположенными вдоль радиусов кольца, и после свертывания цилиндра осаживают его, прилагая усилия к полученному фигурному торцу.
Источники информации, принятые во внимание при экспертизе
1. Мещерин В.Т. Листовая штамповка. Атлас схем. М., Машиностроение 1974, С. 221, рис. 771 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения заготовок колец подшипников и поточная линия для его осуществления | 1991 |
|
SU1838024A3 |
| Способ совмещенной штамповки двух взаимовписывающихся деталей | 1985 |
|
SU1268249A1 |
| Способ получения полых изделий | 1976 |
|
SU946746A1 |
| Способ получения полых изделий с отверстиями | 1985 |
|
SU1349841A1 |
| Способ изготовления неразъемного шарнирногопОдшипНиКА | 1978 |
|
SU827871A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕНТРАТОРА ДЛЯ ОБСАДНОЙ КОЛОННЫ | 2002 |
|
RU2212512C1 |
| Способ изготовления глубоких полых деталей | 1986 |
|
SU1393501A1 |
| Способ изготовления разрезных цилиндрических втулок с одним фланцем и штамп для его осуществления | 1975 |
|
SU599890A1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ ПОЛЫХ ЛИСТОВЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1993 |
|
RU2087230C1 |
| Способ изготовления чашечных сепараторов для подшипников качения | 1984 |
|
SU1319985A1 |