( 54Г СПОСОБ ИЗГОТСШ.ЛЕНИЯ ДВУХСЛОЙНЫХ ЛИТЕЙНЫХ ФОРМ КЕРАМИЧЕСКИХ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения двухслойных литейных форм | 1983 |
|
SU1156817A1 |
| Способ изготовления разовой модели | 1980 |
|
SU954141A1 |
| Способ изготовления литейных форм вакуумной формовкой и оснастка для испытания формовочных материалов | 1986 |
|
SU1426692A1 |
| Модель для вакуумной формовки | 1986 |
|
SU1371757A1 |
| Способ изготовления промежуточной модели | 1983 |
|
SU1154028A1 |
| Способ изготовления литейных форм вакуумной формовкой | 1979 |
|
SU772685A1 |
| Оснастка для вакуумной формовки литейных форм | 1975 |
|
SU603486A1 |
| Способ вакуумной формовки | 1988 |
|
SU1629133A1 |
| Способ изготовления литейной формы вакуумной формовкой и устройство для его осуществления | 1983 |
|
SU1122399A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННЫХ ЛИТЕЙНЫХ ФОРМ ИЗ ЖИДКОСТЕКОЛЬНЫХ САМОТВЕРДЕЮЩИХ СМЕСЕЙ | 2010 |
|
RU2486987C2 |
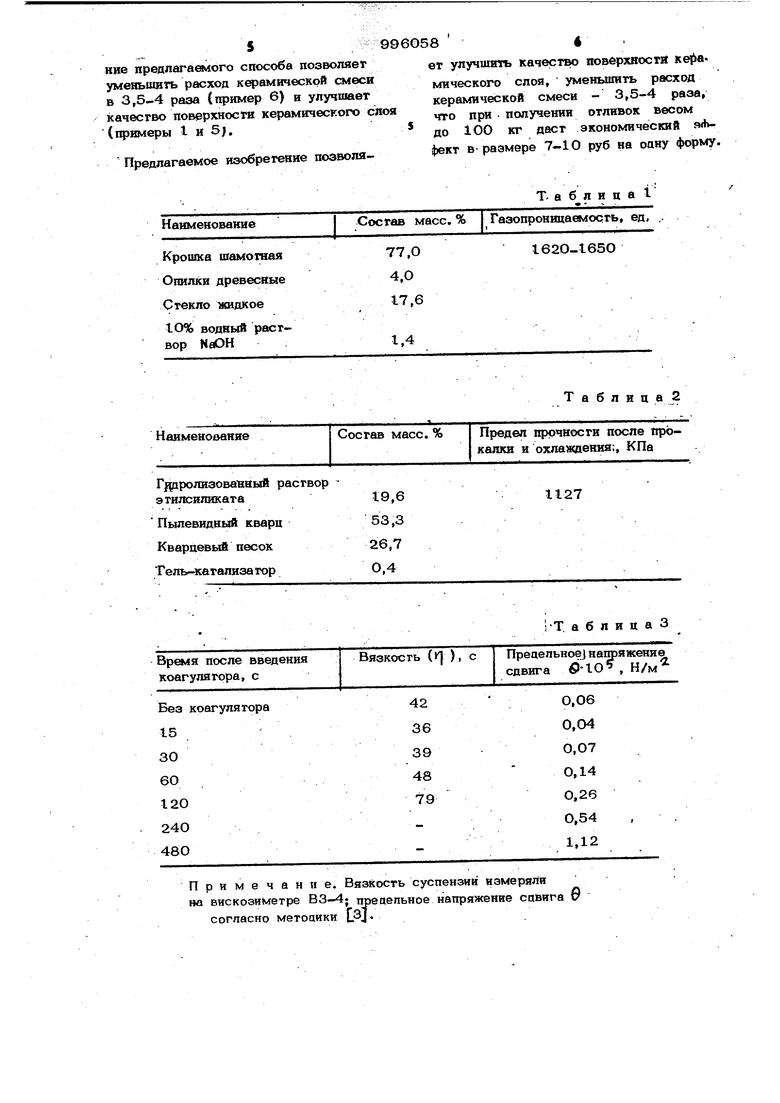
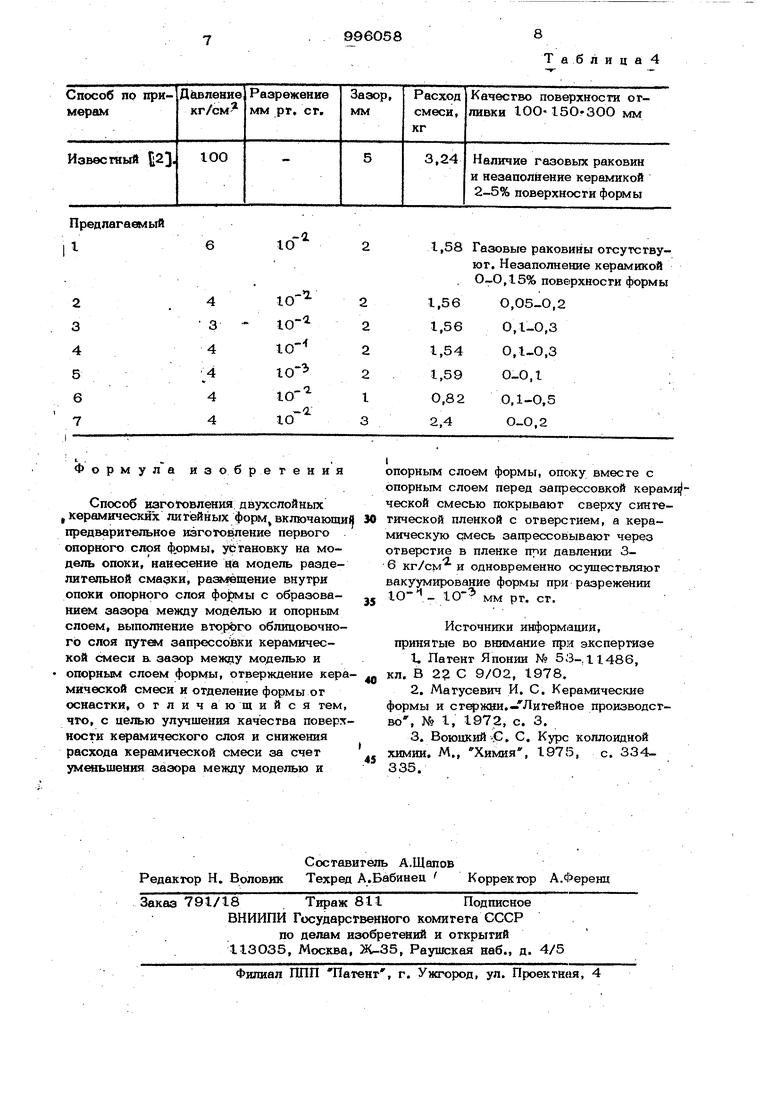
1 -Изобрегение окгосится к пигейному производсгву, в часгносги к иэгоговлеквю керамических лигейвых форм. Известен способ вагоговлёння двухслойных форм при котором испольэуюг две модели одна из которых точно сортветс вуег изготовляемой отливке по конфигураци и размерам, а другая имеет несколько боль шие ра13м)ы. По модели с большимгГразмерами изготавливают форму из химичес- ки твердшощей смеси. Эту форму устанавливают затем на модель с ме11ьшими размерами, к поверхности которой плотно прижимбцот за счет разрежения, создаваемой в ее полости синтетическую пленку. Зазор, образовавшийся между формой и синтетической пленкой, заполняют сухим наполнителем, после, него форму герметизируют вторым листом синтетической пленки и вакуумирую f IJ. Наиболее близким к изобретению по тех ической ; сущности и достигаемому результату я вляется способ изготовления двухслойной керамической формы, включаюЩИЙ предв,аритёльное изготовление первого опорного слоя формы нанесение на модель разделительной смазки, выполнение второго облицовочного слоя путем запрессовки керамической смеси в зазор между моделью и опорньал слоем формы, отверждение керамической смеси и отделение формы от оснастки С ЗНедостатком данного способа ся низкое качество поверхности формы вследствие образования на ней раковин различной величины. Причинами появления раковин 5ЮЛЯЮТСЯ как местные скопления воздуха, так и использование высокого давления, вызывающего коагуляцию керамической пасты и снижакяцего ее текучесть. Применение в известном способе зазора между моделью и оснасткой, равного 5-2О мм, 1ФИВОДИТ к :больнк лу расходу дорогостоящей керамич эской смеси. Умет шение зазора в известней способе невозможно вслеоствне появления ехце большего количества раковнв. Цель изобретения - улучшение качества поверхносаги керамического слоя и снижение расхода керамической смеси Посгавленная цель достигается тем, что согласно способу изготовления двухслойных керамических литейных форм, включающему предварительное изготовление первого опорного слоя формы, установку на модель опоки, нанесение на модель разделительной смазки размещение внутри опоки опорного слоя формы с обрВ зованием зазора между моделью и.опорным слоем, выполнение второго облицовочного слоя путем запрессовки керами,ческой смеси в зазор между моделью и опорным слоем формы, отверждение керамической смеси и отделение формы от оснастки,опоку вместе с опорным сло ем перед запрессовкой керамической смесью покрывают сверху синтетической пленкой с отве-рстием, а керамическую смесь запрессовывйют через отверстие в пленке при давлении 3-6 кг/см и одновременно осуществляют вакуумирование формы при разрежении 1СГ- Ю мм рт. ст... Пример, На подмодельную плиту с отверстиями 01 мм, устанавливается черновая модель, увеличенная относитель но чистовой на 1-3 и опока, Изготав ливает1дя опорный слой двухслойной формы из смеси по СО2 -процессу, обладающая необходимой газопроницаемостью (табл, I После отверхшения смеси опоку устанавливают на чистовую модель с предварительно нанесенной разделительной смазкой, между которой и опорной частью имеется небольшой зазор {1-3 мм). Низ опоки, прилегающий к подмодельной .плите, герметизируется с помощью резинового шнура и вакуумной смазки. Сверху форма покрывается полиэтиленовой пленкой с отверстием под запрессовку керамической смеси, К нижней части. подмодельной плиты герметично подсоеди няется вакуумная камера по периметру формы с насосом. Для полного объемного вакуумирования формы отверстия во внут ренней части подмодельной плиты соединены между собой сеткой канавок глубиной 0,5 мм, а по центру модели в плите изготавливается отверстие 05 мм. Насос включается перед запрессовкой керамичес кой суспензией зазора между моделью и опорной частью формы, Вакуумирование прекращается после заполнения смесью зазора с образованием облицовочного сло Запрессовку осуществляют на механическом прессе небольшой мощности. Применение низкого давления на керамическую суспензию (3-6 кг/см ) в способе позволяет в несколько раз уменьщить время заполнения (от 2-8 с в зависимости от сложности поверхности и величины покрываемой площади) зазора между моделью и опорным слоем формы io сравнению со свободной заливкой (or 3012О с и более). Поэтому капиллярное впитывание значительно меньше оказывает влияние на реологические свойства суспензии и практически при быстром заполнении (2 с) зазора эти свойства не изменяются (зазор между моделью и опорной частью формы в десятки раз превышает толщину капилляра жидкое текольной шамотной смеси; за относительjHo небольшой (2-8 с) промежуток време;ии заполнения зазора керамической суспензией капилляры не успевают впитывать жидкую составляющую керамики). При покрытии керамикой более развитых и сложных поверхностей, когда время заполнения зазора увеличивается, предусматривается нанесение на опорную часть формы гидрофобного,материала, который значительно уменьщает капилл$фные силы впитывания. Кроме того, в течение времени заполнения зазора давление суспензии, находящейся в стакане под поршнем не превышает капиллярного давления. Однако первое изменяется от минимума в начале заполнения | зазора до максимума (3-6 кг/см ) в конце. При этом скорость течения при полном заполнении зазора минимальна, а давление - максимально, что влечет за собой ускоренную коагуляцию жидкой суспензии и переход её от вязкопластического состояния к упругоппастическому в течение малого промежутка времени ( 5 - Ю с ) после заполнения зазора и вьщержки под указанным давлением. Применение же разрежения в форме перед запрессовкой суспензии и во время заполнения его зазора и выдержки под низким давлений способствует устранению воздушных пробок и качественному заполнению зазора. Состав керамической смеси приведен в табл, 2, Реологические свойства смеси приведены в таблице 3, Результаты сопоставления известного способа 2 и предлагаемого способа приведены в табл. 4. После удаления модели форму отправляют на подсушку газовым пламенем. Как следует из табл, 4, использова$- 996О ние предлагаемого способа позволяет уменьшить расход керамической смеси -- -,- - Б 3,5-4 раза (пример 6) и улучшает качество поверхности керамического слоя (примеры I и 5). Предлагаемое изобретение позволяГ}|аролизовавный раствор
(я после введения коагулятора, с
Без коагулятора
15
30
60
120
24О
48О
Примечание. Вязкость суспензии измеряли на вискозиметре ВЗ-4; преаепьное напряжение сдвига v согласно метоаики 1ЭЗ«
Таблица I
Таблнпа2
Т. а б п и ц а 3
Вязкость ( ), с
Предельное натряксение сдвига -10 , Н/м
0,06 0,04 0,07 0,14 0,26 0,54 1,12 8«. ет улучшить качество поверхности Keiia. мического слоя, уменьшить расход керамической смеси - 3,5-4 раза, что при получении отливок весом до 10О кг даст экономический жНфект в-размере 7-10 руб на одну форму.
rl
Ю
6 Форму ла изобретения Способ изго1чэвления; двухслойных , керамических литейных форм включающи предварительное изготовление первого опорного слоя формы, установку на модель опоки, нанесение на модель разделительной смазки, ра я щение внутри опоки опорного слоя с образованием зазора между моделью и опорным слоем, выполнение вторЬго облицовочного слоя путем запрессобки керамической смеси а зазор между моделью и опорным слоем формы, отверждение кер мической смеси и отделение формы от оснастки, отличающийся тем что, с целью улучшения качества поверх носги керамического слоя и снижения расхода керамической смеси за счет уменьшения зазора между моделью и
л и ц а 4
1,58 Газовые раковины отсутсгвуюг. Неааполнение керамикой . О-ОД5% поверхносги формы опорным слоем формы, опоку вместе с опорным слоем перед запрессовкой керами ческой смесью покрывают сверху синтетической пленкой с отверстием, а керамическую смесь запрессовывают через отверстие в пленке при давлении 36 кг/см и одновременно осуществляют вакуумирование формы при разрежении ю- Юмм рт, ст. Источники информации, принятые во внимание при экспертизе 1.Патент Японии N 53-.11486, кл. В 2 С 9/02, 1978. 2.Матусевич И. С. Керамические формы и стержни.- Литейное производство, N I, 1972, с. 3. 3.Воюикий-С. С. Курс коллоидной химии. М., Химия, 1975, с. 334335.
