«
Изобретение относится к обработке металлов давлением и может быть использовано для мерной резки проката .
Цель изобретения - повьшение надежности и безопасности эксплуатации устройства путем обеспечения гарантированного удаления немерных остатков.
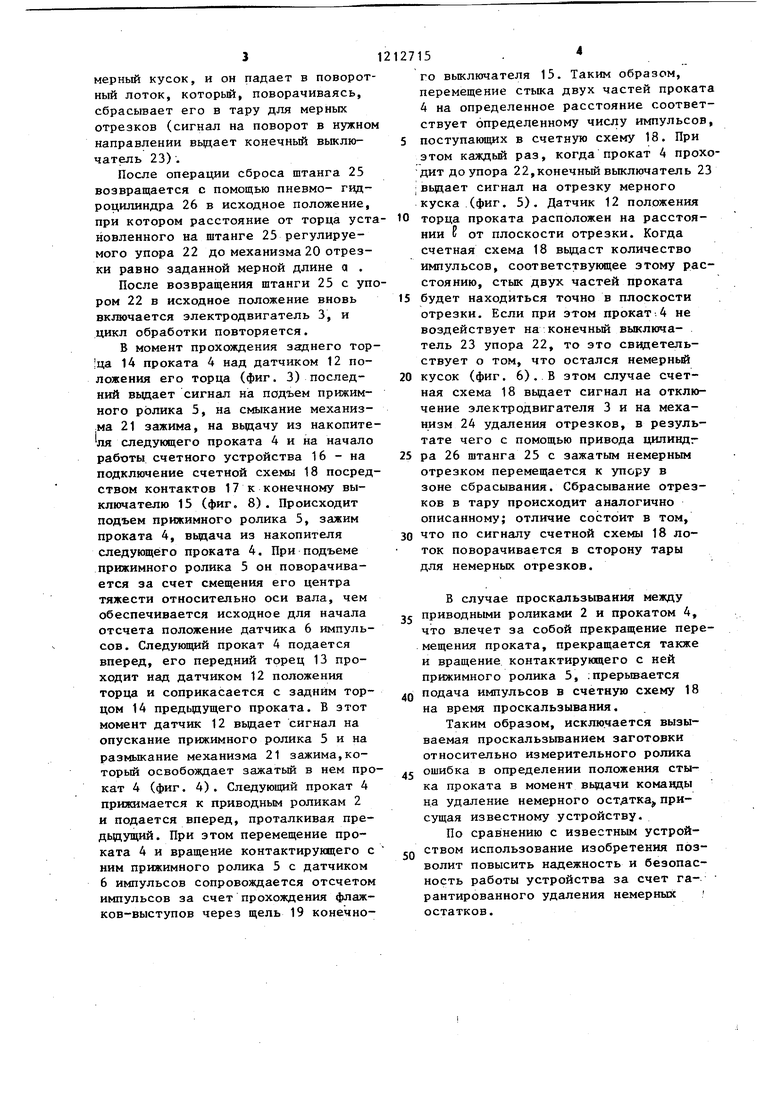
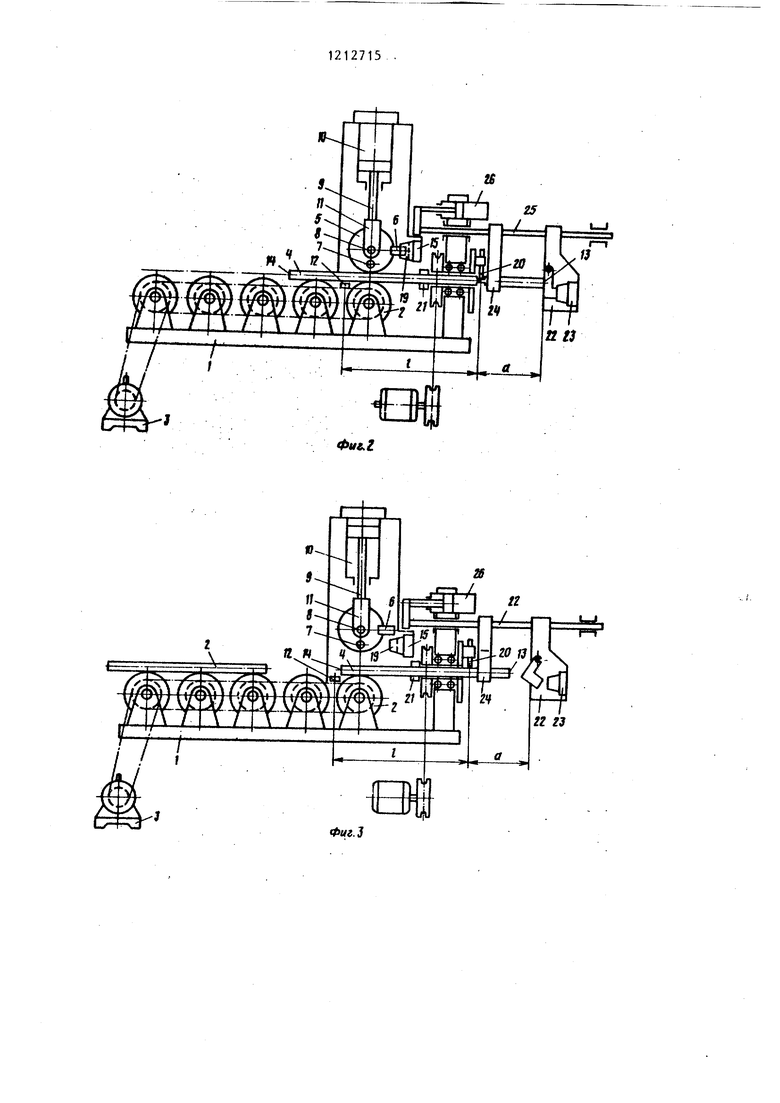
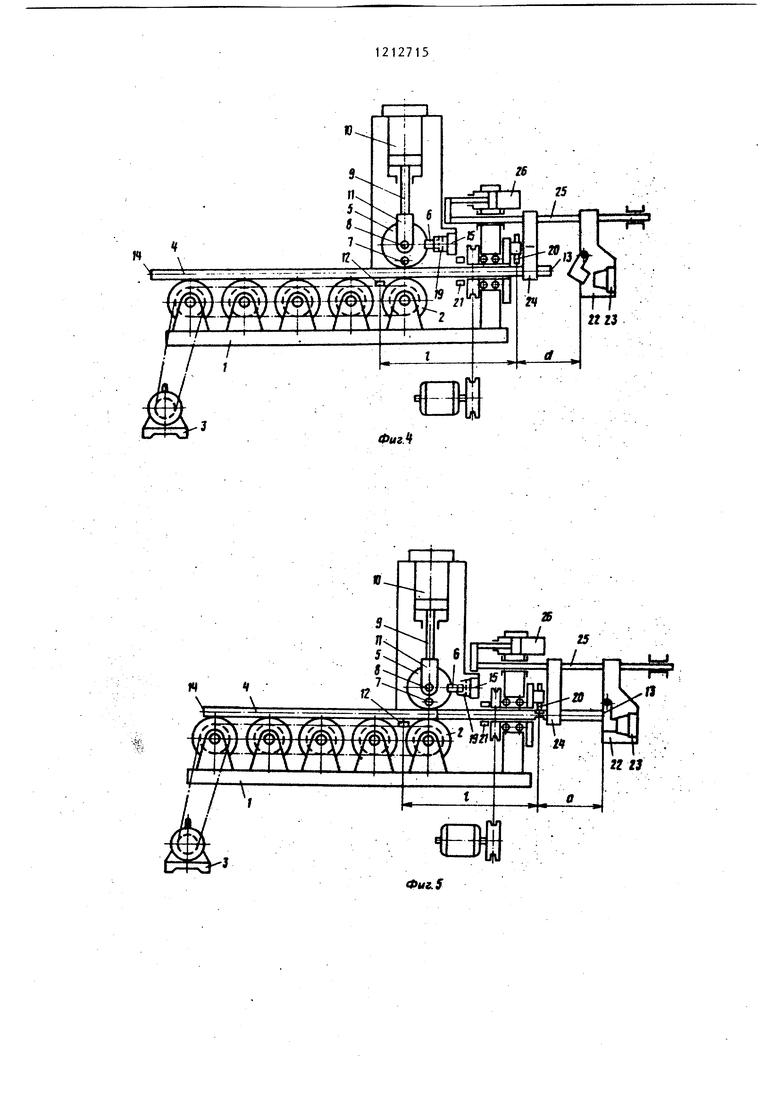
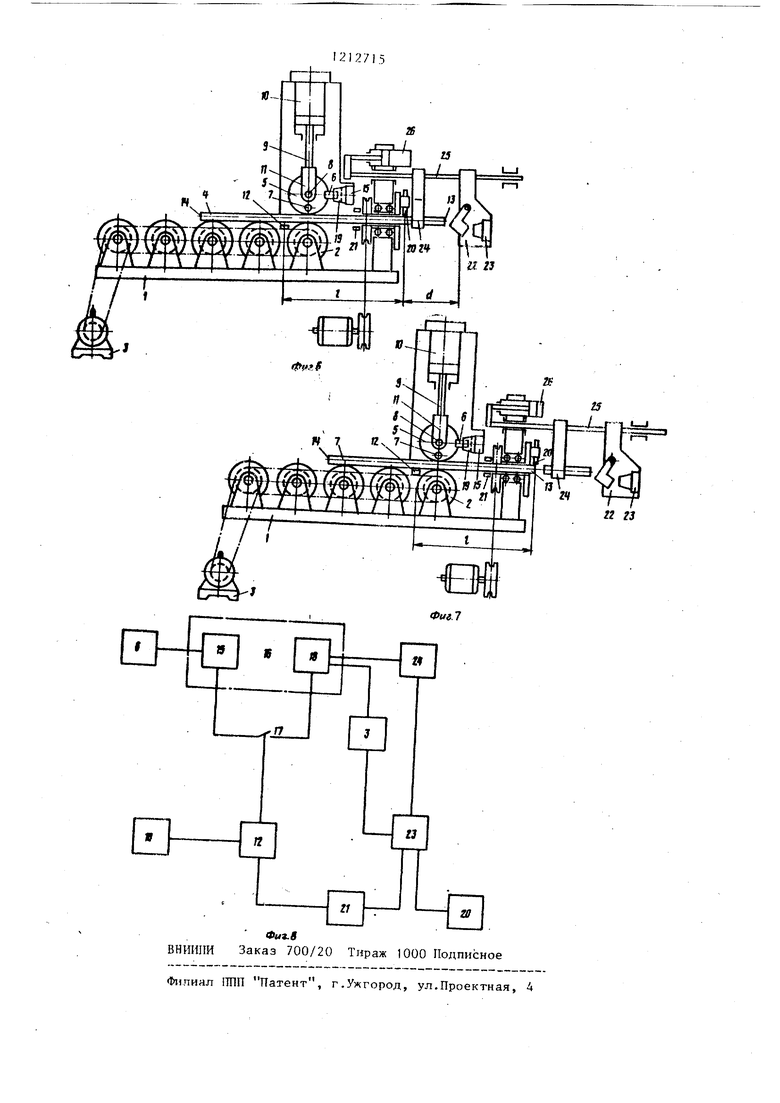
На фиг, 1 изображено, i cTpoftcTBO в прохождения переднего торца проката над датчиком его положения, общий вид; на фиг. 2 - то же, в момент подхода переднеГЪ торца проката-к регулируемому упору, на фиг. 3 - то же, в момент прохожде ния заднего торца проката над датчиком его положения; на фиг. 4 - то же, в момент соприкосновения переднего торца следующего проката с задним торцом предьщущего; на фиг. 5 - то же, в момент отрезки мерного куска от предьщущего проката, проталкиваемого последукядим; на фиг. 6 - то же, в момент нахождения стыка двух частей прогата в плоскости отрезки; на фиг. 7 - то же, в момент удаления немерного остатка; на фиг. 8 - блок-схема электрической части устройства.
Устройство для мерной резки проката содержит накопитель (не показан) , рольганг 1 с приводными роликами 2, приводимыми в движение от электродвигателя 3. Над прокатом 4 в месте контакта его с одним из приводных роликов 2 помещен прижимной ролик 5 с жестко закрепленным на нем датчиком 6 импульсов. Прижимной ролик 5 выполнен со смещением центра тяжести относительно оси за счет вставки 7, изготовленной из материала с удельным весом больше, чем удельный вес материала ролика. Вал 8 прижимного ролика 5 соединен со штоком 9 пневмо-гидроцилиндра 10 посредством вилки 11. На рольганге 1 установлены датчик 12 положения торца проката, сигнализирующий о прохождении над ним переднего тср.ца 13 либо заднего торца 14 проката 4, и бесконтактный конечный выключатель 15 .счетного устройства 16. Конечный выключатель 15 электрически соединен посредством контактов 17 со счетной схемой 18 этого устрсйства. Датчик 6 импульсов может быть выполнен в виде одного или нескольких выступов 15.2
флажков, взаимодействующих с бесконтактным конечным выключателем 15 при прохождении через его щель 19. Кроме того, на рольганге 1 установлены
механизм 20 отрезки проката, механизм 21 зажима, регулируемый упор 22 с конечным выключателем 23, механизм 24 удаления отрезков. Регулируемый упор 22 и механизм 24 удаления
отрезков смонтированы на штанге 25, управляемой гидро-пневмоцилиндром 26. Положение упора 22 на штанге может изменяться: оно определяется заданной длиной мерного отрезка проката Д.. В устройстве имеются также тара для мерных и немерных отрезков ,(не показаны). Оба вида тары обслуживаются одним поворотным лотком - приемником отрезка проката (не показан).
Устройство работает следующим образом.
Прокат 4 из накопителя попадает на рольганг 1, подающий его в зону
работы пары роликов - приводного 2 и прижимного 5. При прохождении переднего торца 13 проката 4 над датчиком 12 положения его торца посту- лает сигнал на опускание прижимного
ролика 5 посредством пневмо- гидроцилиндра 10 (фиг. 1).
Прокат 4 прижимается к приводному ролику 2, осуществляющему дальнейшее его перемещение в зону обработки. До момента прохождения заднего торца 14 проката 4 над датчиком
12положения его торца счетная схе- На 18 отключена от конечного выключателя 15, и датчик 6 импульсов
может занимать произвольное положение относительно щели 19 конечного выключателя 15. Когда передний торец
13проката 4 подходит к регулируемому упору 22, конечный выключатель
23 вьщает сигнал на отключение электродвигателя 3, на смыкание механизма 21 зажима и на отрезку механизмом 20 отрезки. Происходит зажим проката 4 и отрезка мерного куска (фиг. 2).
После отрезки мерного куска приводится в действие пневмо- гидроци- линдр 26, и штанга 25, несущая на себе механизм 24 удаления отрезков с зажатым в нем мерным отрезком,
передвигается до упора (не показан) в зоне сбрасывания. При достижении штангой 25 упора она останавливается, механизм 24 удаления разжимает
3
мерный кусок, и он падает в поворотный лоток, которьй, поворачиваясь, сбрасывает его в тару для мерных отрезков (сигнал на поворот в нужно направлении ввдает конечный выключатель 23) ,
После операции сброса штанга 25 возвращается с помощью пневмо- гид- ро1;шшндра 26 в исходное положение, при котором расстояние от торца устновленного на штанге 25 регулируемого упора 22 до механизма 20 отрезки равно заданной мерной длине а .
После возвращения штанги 25 с упром 22 в исходное положение вновь включается электродвигатель 3, и цикл обработки повторяется.
В момент прохождения заднего тор ца 14 проката 4 над датчиком 12 положения его торца (фиг. 3) последний вьадает сигнал на подъем прижимного ролика 5, на смыкание механиз- ма 21 зажима, на вьдачу из накопите ля следующего проката 4 и на начало работы счетного устройства 16 - на подключение счетной схемы 18 посредством контактов 17 к конечному выключателю 15 (фиг. 8). Происходит подъем прижимного ролика 5, зажим проката 4, вьщача из накопителя следующего проката 4. При подъеме прижимного ролика 5 он поворачивается за счет смещения его центра тяжести относительно оси вала, чем обеспечивается исходное для начала отсчета положение датчика 6 импульсов. Следующий прокат 4 подается вперед, его передний торец 13 проходит над датчиком 12 положения торца и соприкасается с задним торцом 14 предьщущего проката. В этот момент датчик 12 вьщает сигнал на опускание прижимного ролика 5 и на размыкание механизма 21 зажима,который освобождает зажатый в нем прокат 4 (фиг. 4). Следующий прокат 4 прижимается к приводным роликам 2 и подается вперед, проталкивая пре- дьщущий. При этом перемещение проката 4 и вращение контактирующего с ним прижимного ролика 5 с датчиком 6 импульсов сопровождается отсчетом импульсов за счет прохождения флажков-выступов через щель 19 конечно15 .
го выключателя 15. Таким образом, перемещение стыка двух частей проката 4 на определенное расстояние соответствует определенному числу импульсов,
поступающих в счетную схему 18. При этом каждый раз, когда прокат 4 проходит до упора 22,конечный выключатель 23 вьщает сигнал на отрезку мерного куска (фиг. 5). Датчик 12 положения
торца проката расположен на расстоянии С от плоскости отрезки. Когда счетная схема 18 вьщает количество импульсов, соответствующее этому расстоянию, стык двух частей проката
будет находиться точно в плоскости отрезки. Если при этом прокат.4 не воздействует на конечный выключатель 23 упора 22, то это сввдетель- ствует о том, что остался немерный
кусок (фиг. 6). В этом случае счетная схема 18 ввдает сигнал на отключение электродвигателя 3 и на механизм 24 удаления отрезков, в результате чего с помощью привода цилиндг
ра 26 штанга 25 с зажатым немерным отрезком перемещается к упору в зоне сбрасывания. Сбрасывание отрезков в тару происходит аналогично описанному; отличие состоит в том,
что по сигналу счетной схемы 18 лоток поворачивается в сторону тары для немерных отрезков.
В случае проскальзывания между
приводными роликами 2 и прокатом 4, что влечет за собой прекращение перемещения проката, прекращается также и вращение контактирующего с ней прижимного ролика 5, :прерьшается
подача импульсов в счетную схему 18 на время проскальзывания,
Таким образом, исключается вызываемая проскальзьшанием заготовки относительно измерительного ролика
ошибка в определении положения стыка проката в момент вьщачи комацды на удаление немерного остдтка присущая известному устройству.
По сравнению с известным устройством использование изобретения позволит повысить надежность и безопасность работы устройства за счет гарантированного удаления немерных остатков.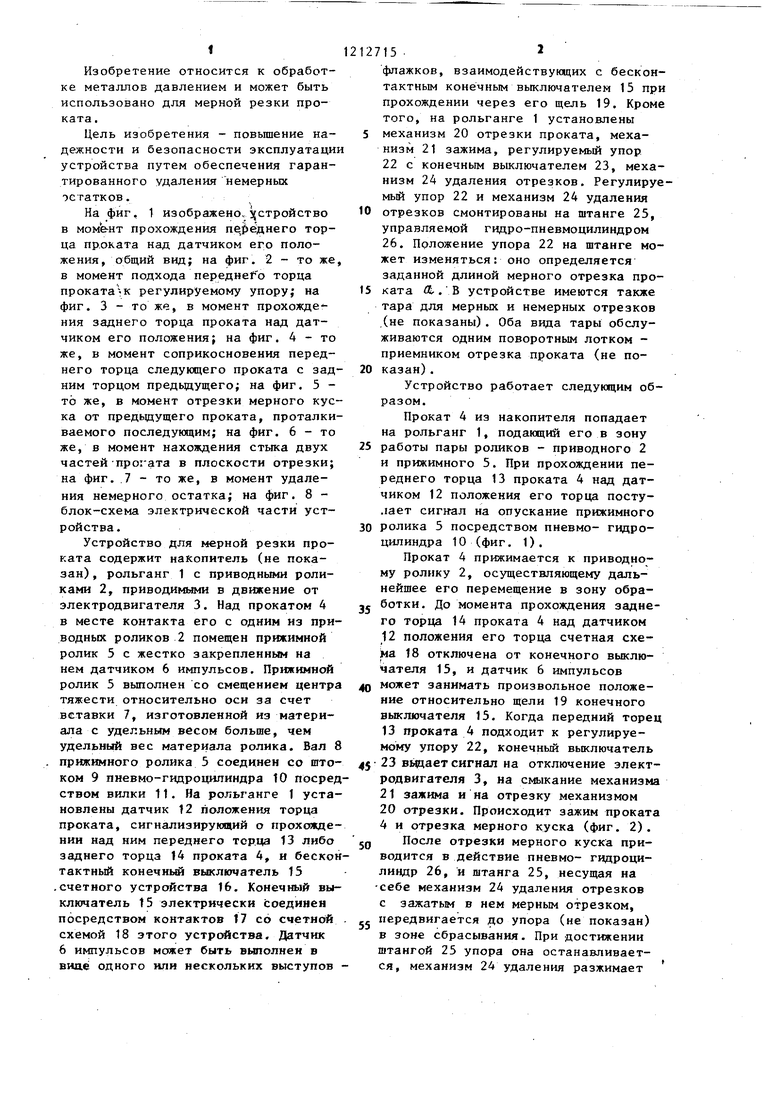
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия резки труб | 1982 |
|
SU1191202A1 |
| УСТАНОВКА ДЛЯ РЕЗКИ ПОЛОС ПРОКАТА НА МЕРНЫЕ ЗАГОТОВКИ РАЗЛИЧНОЙ ДЛИНЫ | 2005 |
|
RU2297903C1 |
| УСТАНОВКА ДЛЯ РЕЗКИ ПРУТКОВ | 1966 |
|
SU223568A1 |
| Установка для безупорной мерной резки проката | 1977 |
|
SU656753A1 |
| Устройство для резки прутков на мерные заготовки | 1985 |
|
SU1269924A1 |
| УСТАНОВКА ДЛЯ РЕЗКИ ПОЛОСЫ НА ПРЯМОУГОЛЬНЫЕ ЗАГОТОВКИ | 1993 |
|
RU2049605C1 |
| Устройство для мерной резки проката | 1980 |
|
SU998008A1 |
| Устройство к пресс-ножницам для резки прутков | 1981 |
|
SU996113A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПРУТКОВОГО МАТЕРИАЛА | 1991 |
|
RU2009792C1 |
| Способ обработки длинномерного проката и автоматический комплекс для его осуществления | 1987 |
|
SU1625557A1 |

Фаг.З
Фиг
«
Я
г
Фиг.в
ВНИШШ Заказ 700/20 Тираж 1000 Подписное
Филиал 1ШП Патент, г.Ужгород, ул.Проектная, 4
it
ге
| Патент США Я 4135378, кл | |||
| Термосно-паровая кухня | 1921 |
|
SU72A1 |
| Трофимов И.Д | |||
| и др | |||
| Автоматы и автоматические линии для горячей объемной штамповки | |||
| М.: Машиностроение, 1981, с | |||
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| Способ сужения чугунных изделий | 1922 |
|
SU38A1 |
