11:«;Г))егс11не относите: к ycTaifonK;iM для ipopMiipCuianiiii керамических излелнй методом ; 1ликер:1О1Т) .iiiTbH. Известна установка для литья смывных бачков, включающая раму с моноре.гьсовыми путями, по которым посредством гидроприводов перемеш,аются подвесные люльки с гипсовыми формами, устройства для сборки-разборки форм, выемки изделий и систему заливки плликера 1. Недостатком этой установки является низкая произодительность труда. Наиболее близкой к предлагаемой является установка для литья санитарно-керамических изделий, включающая раму с uiapнирно установленными на ней разъемными формами, устройство для сборки и разборки форм, систему заливки шликера и передвижную вдоль рамы каретку с механизмом сЬиксации ее положения относительно рамы 2. Недостатками этой установки являются се громоздкость, сложность и трудоем ость в обслуживании, что ведет к снижению произвдительности. Цель изобретения - улучщение условий п повьпление производительности труда. Поставленная цель достигается тем, что установка для литья керамических изделий, нреиличцественно смывных бачков, включаюплая раму с щарнирно установленными на пси разъемными формами, устройство для сборки и разборки форм, систему заливки шликера и передвижную вдоль рамы каретку с механизмом фиксации ее положения относительно рамы, каретка снабжена вертикально установленным пневмоцилиндром с жестко закреп.тенны.м щтоком и подвижной вдоль и вокруг него гильзой с консольной площадкой с упорами, а формы снабжены защелками, взаимодействующими с упорами площадки. Нри этом механизм фиксации положения каретки может быть выполнен в виде смонтированной на каретке подвижной юдпружиненной штанги и шарнирно соединенного с ней рычага, при этом П1таига своим свободны.м концом взаимодействует со смонтированным на раме профильными скобами, а рычаг --- с фланцем гильзы, вьшолненным в виде кулачка. На фиг. 1 схематически изображена описываемая установка; на фиг. 2 - вид А па (.|зи1. 1; на фиг. 3 -- вид Б на фиг. 1; па фиг. 4 разрез В- - на фиг. 3; на фиг. 5 - го же, при повороте площадки на 180°. Установка содержит сварную .металличес кую раму 1, на опорах 2 которой щарнирно 1И 1вешены с возможностью поворота гипсовые литейные формы, состоящие из корпуса 3 и вкладыша 4. На корпусе 3 установлены подпружиненные поворотные защелки 5. Для фиксации требуемых положений форм на раме I установлены фиксирующие устройства 6 Сверху над рамой 1 расположено переме-:uacMoe вдо.чь над литейными фюрма.ми по балкам 7 рычажное устройство 8 для извлечения и установки вкладьипа 4. С задней стороны par4i)i 1 против каждой из форм парпирно закреплены откидные столики 9 д;1я установки па них изв;1счснных из фор.м вкладьпией 4. Снизу под откидны.ми столиками 9 проложен п.1ликеропровод 10, оборудованный кранами для подачи пктикера индивидуально к каждой форме. Внизу вдоль рамы 1 проложены направляющие 11 и 12, по которым перемещается каретка 13, предназначенная для приема из форм и передачи на последующую обработку свежеотлитых изделий. Каретка 13 предстаатяет собой сварную раму 14 с катка.ми 15, на которой установлен 1зертикальн зП1 пневмоци.чипдр с жестко закрепленпы.м неподвижным п током 16 и подвижной гильзой 17, к которой прикреплена роликовая площадка 18. Гильза 17 с площадкой 18 посредством рукоятки 19 может быть поворачиваться па 180° вокруг щтока 1В. Сбоку с двух сторон площадки 18 закреплены кронштейны с yiiopa.vin 20. Управление перемещением гильзы 17 (подъем, опускание) осуществляется посредством распределительного крана 21, закрепленного на раме 14 каретки 13. С целью фиксации положения каретки 14 (относительно ра.мы 1 при извлечении из формы отлитого изделия на ра.ме 1 под каждой фор.мой установлены 1рофильн 1е скобы 22, а на раме 14 каретки 13 закреплен подшипник 23, внутри которого расположена П1танга 24 с роликами 25. Штапга 24 шарнирно соединена с угловым поворотньгм рыuaro.vi 26, второй конец которого прижи.мается посредством пружины 27 к noBcpxfiocTH выполнеппого в виде кулачка фланца 28 гильзы 17. Работа установки осуп естБлястся следуюш.и.м образом. В собран}1ые формы заливается пгликер. После заливки через определенное время, необходимое для образования внутри формы отливки заданной влажности, производится разборка гипсовых фор.м и извлсче.чие из них отлитых изде.чий. Эти операции осуществляются в следующей последовательности. Посредством передвижного рычаж.чого устройства 8 литейщик вытаскивает из разбираемой формы вкладыш 4 и устанавливает его па откидной столик 9. Далее на корпус 3 формы накладывается подставка 29. закрепляемая на нем посредством подпружипенпых поворотных защелок 5, после чего корпус 3 вместе с подставкой 29 переворачивается на 180°. Затем к форме подкатывается каретка 13 с расположенной в oriyщенном положении под формой роликовой площадкой 18. При этом в момент подхода каретки 13 в заданное 1о.;1ожение относитсльио .литейной формы ролик 2о ихсЛП) iio.i воздействием пружины 27 во Biia,;i; профильной скобы 22, фиксируя тем самым по ложение каретки 13 относительно рамь- i. Затем посредством переключения краг.а 21 гильза 17 с площадкой 18 ноднимаетси в верхпее положение, нри этом ролики ,адки 18 поджимаются к нижпей поверхности подставки 29, одновременно упоры 20, нажимая на профильные заш.елки 5. поворачивают, их, выводя тем самым из запеи.чения с подставкой 29. Далее посредством переключения крана 21 гильза 17 с илоп1адкой 18 и лежащей на ней подставкой 29 с изделием опускается в нижнее положение. После этого рукояткой 19 она поворачивается на 180°, поднимается в верхнее положение, и подставка 29 с изделием сдвигается с площадки 18 для последующей обработки. При повороте гильзы 17 ее фланец, выполненный в виде кулачка, нажимая на рычаг 26 поворачивает его. При этом соединенная с рычагом 26 штанга 24, перемещаясь в подщипнике 23, выводит ролик 25 из впадины профильной скобы 22, освобождая тем са.мым каретку 13 от фиксации относительно рамы 1. В этом положении каретка 13 может быть передвинута к следующей форме.
Далее в такой же последовательности осуществляется извлечение изделий из остальных фор.м, уетановленных на раме 1 установки.
li:;;,iO Ил:, яЧ 0;: h V l;.-;, формь: ilOHOpa
чиь.юАу; и ncxo. по.чожсние. I ;ччх.;стI.DM устршктва 8 вклад1)11пи 4 снимаются с отки, ст().1ик(п; 9 и хстанав.шнаются Bin трь корнчсов Л. после чего откипут1)1е сто,1ики 9 онуска.ются вниз в вертикальное по.-южспие.
Таким образом, собрапы и готовы к с;1едуюп1е|1 за,1ивкс.
L.IJapnnpiioc крсп.юпие литейн1 1х cjiopM па раме установки и оборудование ее xcrpoitoTB д.чя сборки-разбО|1ки гипсовых форм и сочетании с iepe ieiiuie oit ид1)ль рамы ста повки кареткой, содержащей консо. п.по закрепленную на юдвнжной ги.и.лс вертикального П11овмо;и.1индра ii.Toiia;ii y с iicра.ми. взаимодсистк 1ои1и П1 lijiii пчв.юнчии; издсмий с ,ieniibiNUi на корнчсах /а,тейных форм пружинными поворотными ipoфильпыми зап.1е,1ками, и механизм фиксапца ее положения относительно рамы установки, обеспечивают улучшение условий и существенное повышение производительности труда за счет сочетания механизации трудоемких операций на сборке-разборке литеГь пых форм, из1 ;1ечения отлито1Ч) изде.чия и иередачи его на последующую обработку с оптимальными условиями организации труда, обусловленными стендовым способом производства.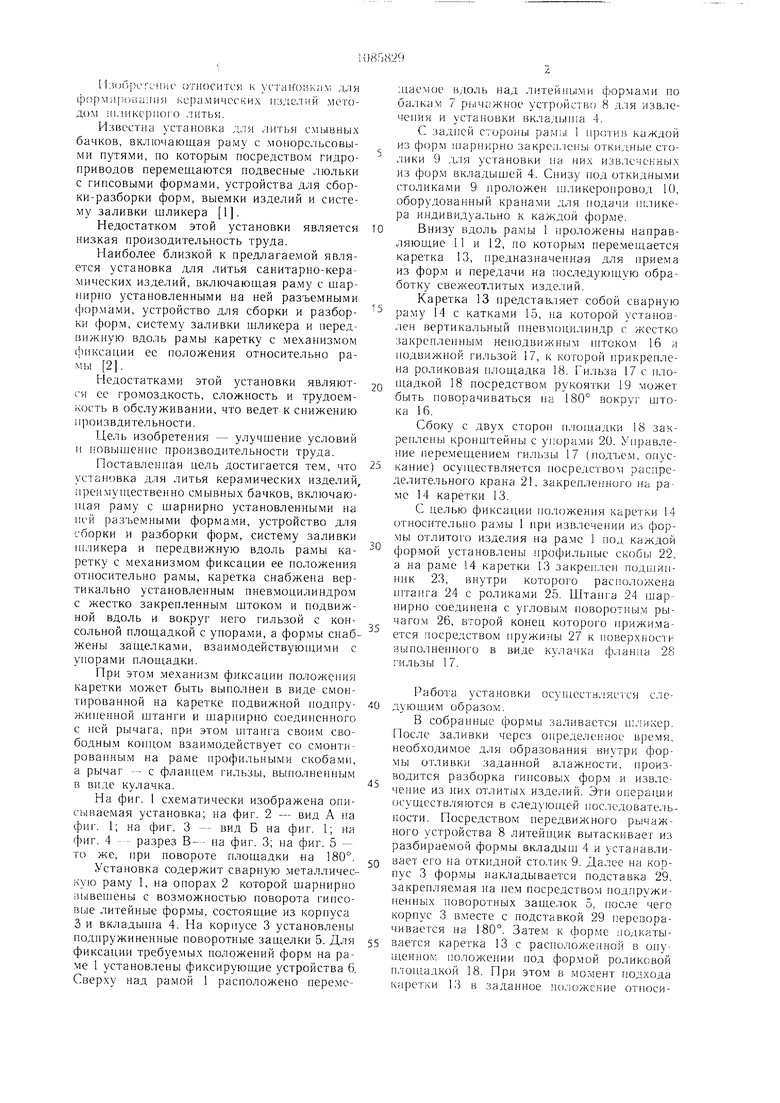

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для производства смывных бачков | 1981 |
|
SU996185A1 |
| Установка для литья санитарных керамических изделий | 1981 |
|
SU969525A2 |
| "Установка для литья санитарно- КЕРАМичЕСКиХ издЕлий | 1979 |
|
SU829432A1 |
| Установка для изготовления керамических изделий | 1975 |
|
SU629073A1 |
| Установка для отливки сантехнических изделий | 1979 |
|
SU925628A1 |
| Установка для изготовления сантехнических изделий | 1978 |
|
SU763106A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЛУХОДОННЫХ КВАРЦЕВЫХ СТАКАНОВ И ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2021108C1 |
| Установка для литья и подвялки санитарных керамических изделий | 1983 |
|
SU1150072A1 |
| Устройство для сборки пакетов при склейке многослойных изделий остекления | 1979 |
|
SU857036A1 |
| Кассетная установка для формования изделий из бетонных смесей | 1985 |
|
SU1433811A1 |

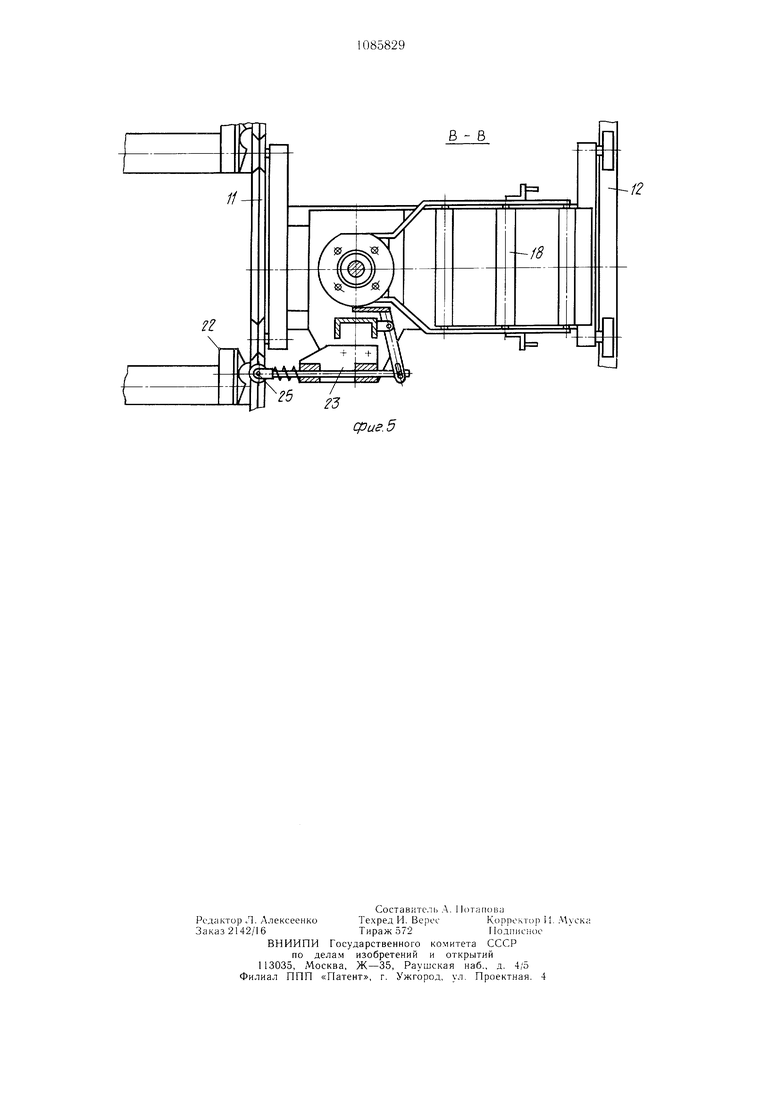
1. УСТАНОВКА ДЛЯ ЛИТЬЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ, преимунлественно смывных бачков, включающая раму с шарнирно установленными на ней разъемными формами, устройство .для сборки и разборки форм, систему заливки шликера и передвижную вдоль рамы каретку с механизмом фиксации ее положения относительно рамы, отличающаяся тем, что, с целью повышения производительности и улучшения условий труда, каретка снабжена вертикально установленным пневмоцилиндром с жестко закрепленным штоком и подвижной вдоль и вокруг него гильзой с консольной площадкой с упорами, а формы снабжены зашелками, взаимодействуюшими с упорами плошадки. 2. Установка по п. 1, отличающаяся тем, что механизм фиксации положения каретки выполнен в виде смонтированной на каретке подвижной подпружиненной штанги и шарнирно соединенного с ней рычага, при этом штанга своим свободным концом имодействует со смонтированными на раме (Л профильными скобами, а рычаг - с фланцем гильзы, выполненным в виде кулачка. 00 сд 00 Г5
Bud б
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Хорьков П | |||
| Н | |||
| Конвейер для производства керамических сливных бачков | |||
| - Реферативная информация «Керамическая промышленность, вып | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| М., ВНИИЭСМ, 1973, с | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| "Установка для литья санитарно- КЕРАМичЕСКиХ издЕлий | 1979 |
|
SU829432A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
