(5) УСТРОЙСТВО для ЭЛЕКТРОКОНТАКТНОГО НАГРЕВА
| название | год | авторы | номер документа |
|---|---|---|---|
| Контактирующее устройство для электроконтактного нагрева | 1979 |
|
SU943302A1 |
| Способ обработки стальной проволоки | 1991 |
|
SU1766985A1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОКОНТАКТНОГО НАГРЕВА ДВИЖУЩИХСЯ ИЗДЕЛИЙ | 1990 |
|
RU2034053C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СВАРОЧНОЙ ПРОВОЛОКИ | 2009 |
|
RU2396154C1 |
| Устройство для электроконтактного нагрева протяжных изделий | 1983 |
|
SU1122711A1 |
| Устройство для электроконтактного нагрева протяжных металлических изделий | 1980 |
|
SU922164A1 |
| Устройство для электроконтактного нагрева | 1987 |
|
SU1475754A1 |
| СПОСОБ ПОВЕРХНОСТНОЙ ЗАКАЛКИ ИЗДЕЛИЯ ЭЛЕКТРОКОНТАКТНЫМ НАГРЕВОМ | 1997 |
|
RU2122036C1 |
| Токоподводящее устройство для электроконтактного нагрева протяжных изделий | 1985 |
|
SU1300039A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОКОНТАКТНОГО НАГРЕВА ПРОФИЛЕЙ | 2009 |
|
RU2394920C1 |
1
Изобретение относится к метизной промышленности и может быть использовано для термообработки металлических профильных изделий.
Известно электроконтактное устройство, содержащее неподвижные контакты и систему прижатия их к движущемуся изделию Cl .
Недостатком этого устройства является неодинаковый износ элементов. Q За счет сухого трения пары контактизделие создается неустойчивое положение движущегося изделия и резко возрастает величина неконтролируемого сопрютивления, что приводит к по- js вышенному износу устройств.
Наиболее близким по технической сущности и достигаемому эффекту к изобретению является электроконтактное устройство для нагрева изделий, со- 20 держащее ванну и расположенные в ней смещенные друг относительно друга верхние прижимные и нижние токоподводящие ряды роликов 23.
Недостатком известного устройства является остановка роликов при недо статочном прижиме изделия, а это ведет к повышенному износу устройства за счет сухого трения. При раздвижении роликов возникает стационарная дуга, которая вызывает электроэрозию контактного элемента и обрабатываемого изделия. Устройство выполнено таким образом, что требуется перегиб обрабатываемого изделия, а это недопустимо в случае закаленных изделий, и предназначено для термообработки изделий определенной длины.
Целью изобретения является улучшение контактирования и облегчение заправки профильного изделия.
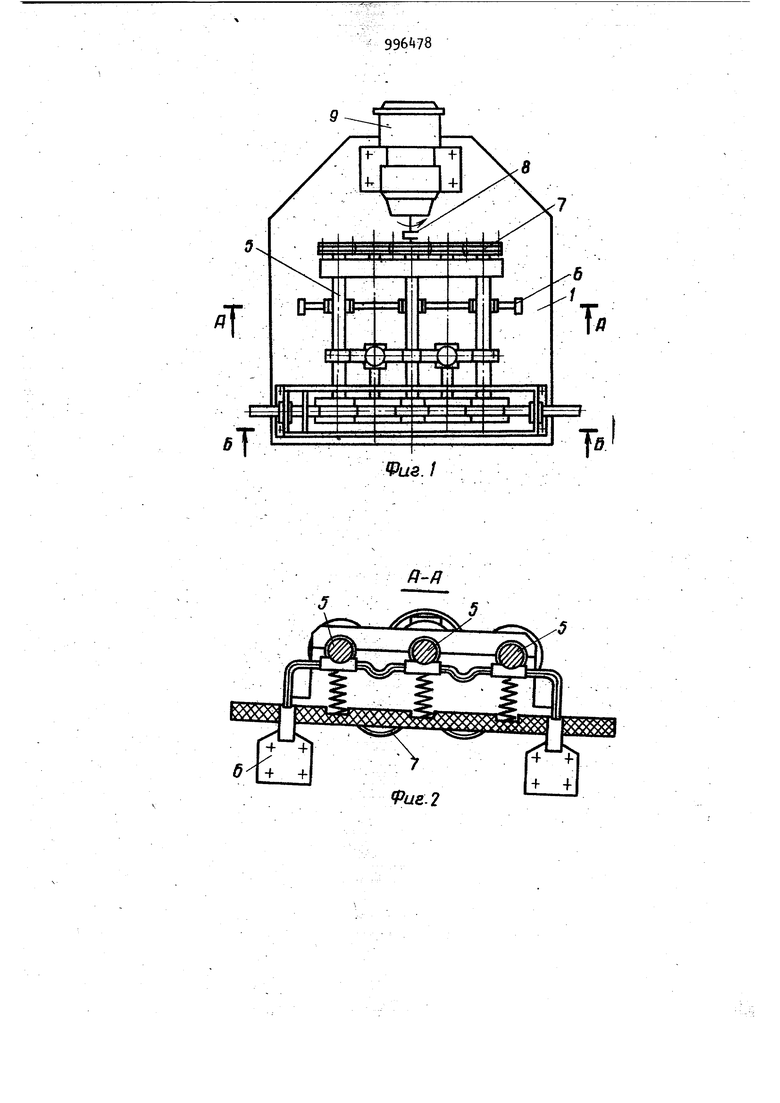
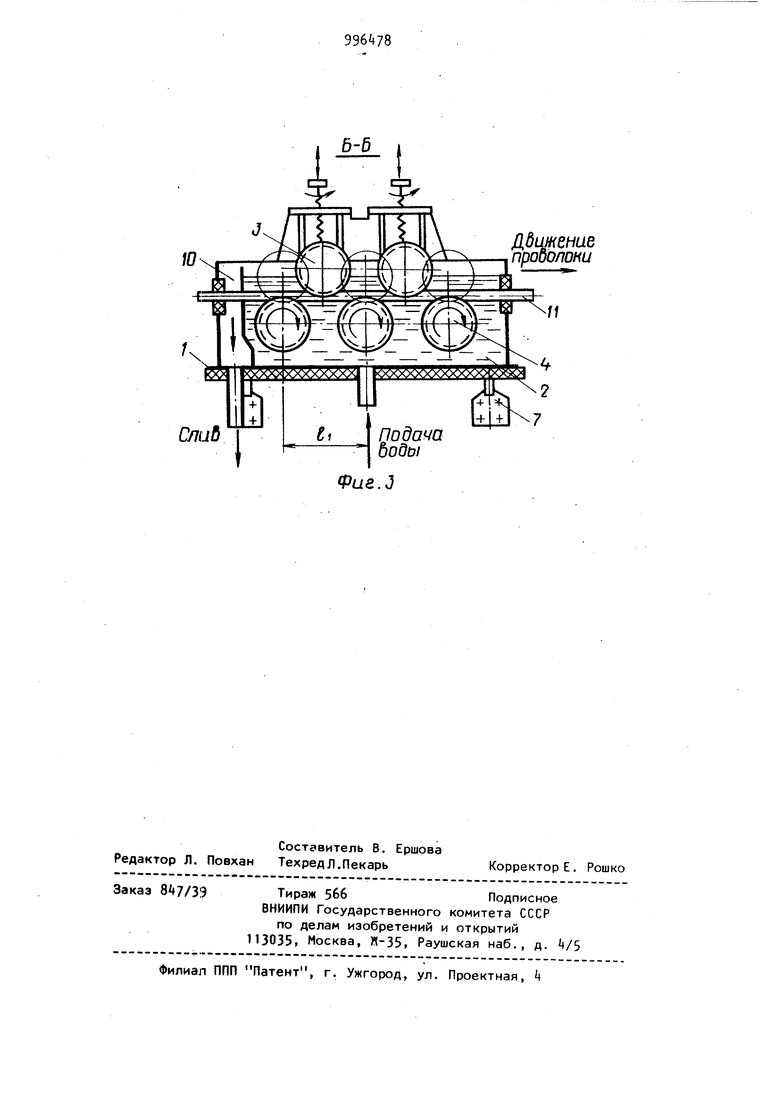
Указанная цель достигается тем, что в устройстве для электроконтактного нагрева, содержащем ванну и расположенные в ней смещенные относительно друг друга верхние прижимные и нижние токоподводящие ролики. нижние токоподводящие ролики снабже ны приводами. На фиг. 1 изображено электроконтактное устройство,, вид сверху; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 разрез Б-Б на фиг. 1. Устройство для электроконтактного нагрева протяжных изделий содержит электроизоляционную станину 1, на которой установлена ванна 2, запрлненная водой. В ванне размещены вер ние прижимные ролики 3 с механизмом перемещения по вертикали и нижние токоподводящие ролики k, жестко посаженные на валы 5 к которым через подпружиненный эластичный тоководвод 6 подводится ток. Валы 5 соединены через блок шестерен 7 и электроизолирующую муфту 8 с приводом 9. Ванна 2 с проточной водой имеет шлю зовую камеру 10. Устройство работает следующим об разом. Изделие 11, например проволока, через шлюзовую камеру 10 поступает на токоподводящие ролики k и прижимается к ним верхними прижимными ро ликами 3. Эластичный токоподвод 6 соединен электрически с одним полюсом источника электропитания. Таким же образом изделие П проходит чере второе устройство, где эластичный токоподвод 6 соединен с противополо ным полюсом источника электропитания. Проволока, перемещаясь между верхними и нижними роликами, нагревается за счет тока, проходящего через изделие. Верхние прижимные роли ки,перемещаясь вертикально, устанав ливают величину прижима изделия к нижним токоподводящим роликам. Нижние приводные токоподводящие лики обеспечивают подвод электричес кого тока больиюй мощности к нагреваемому изделию (проволоке), протягиваемому черег устройство любым из вестным способом, В процессе протяг вания проволоки через устройство, привод 9 сообщает вращательное движение токоподводящим , линейная скорость которых Урод в ТОЧках касания с проволокой по абсолют ной величине не. равна линейной ско, рости проволоки I VpoA N 1 ,Враще ;ние токрведущих роликов может быть как навстречу, так и попутно движению нагреваемой проволоки. В обоих случаях имеет место относительное скольжение проволоки по токоведущим роликам. Это обеспечивает взаимную очистку поверхностей контактирования,, что позволяет осуществить надежный электрический контакт между ними и исключает появление дуги в Месте контактирования. Кроме того, за счет увлечения изделия вращающимися роликами улучшается удобство его заправки. . Токоподводящие ролики и изделие 11 находятся в ванне 2 с водой, которая, заполняя капиллярные промежутки на поверхностях контактирования проволоки и токоведущих роликов, за счет процессов пленочного микрокипения способствует .интенсивному выносу частичек грязи и образующейся окалины из зоны контактирования, что повышает надежность электрического контакта без искрения. Среда (вода) также снижает механический износ .кон- , тактирующих поверхностей токоведущих роликов, что .повьйцает срок службы последних. Использование данного устройства позволяет улучшить контакт между изделием и роликами , исключить появление дуги в месте контактирования, улучшить условия заправки изделия, повысить надежность контактирования без искрения и электроэрозии. Формула изобретения Устройство для электроконтактного нагрева, содержащее ванну и расположенные в ней смещенные относительно друг друга верхние прижимные и нижние токоподводящие ролики, отличающееся тем, что, с целью улучшения контактирования и облегчения Заправки изделия, нижние токоподводящие ролики снабжены приводами. Источники информации,. принятые во внимание при экспертизе 1.Авторское свидетельство СССР tf , кл. С 21 D 1/40, 1968. 2.Авторское свидетельство СССР № 361205, кл. С 21 D 1ЛО, 19639
из. /
