Известна установка для электротермического упрочнения стержневой арматуры, состоящая из нагревательного, закалочного и отпускного устройств и устройства для высадки анкерных головок, имеющего перемещаемые с помощью пневмоцилиндров рычаги с зубьями.
Предложенная установка отличается от известной тем, что устройство для высадки анкерных головок, выполненное с новоротными дисками, смонтированными на общем валу, связано с нагревательно-закалочными устройствами, установленными по обе стороны от него. В результате этого выход стержней, нагретых под закалку, ускоряется в два раза и соответственно возрастает фактическая производительность установки. Кроме того закалочное устройство, выдающее стержни из ванны, может совмещать выполнение онераций по электротермическому натяжению арматуры.
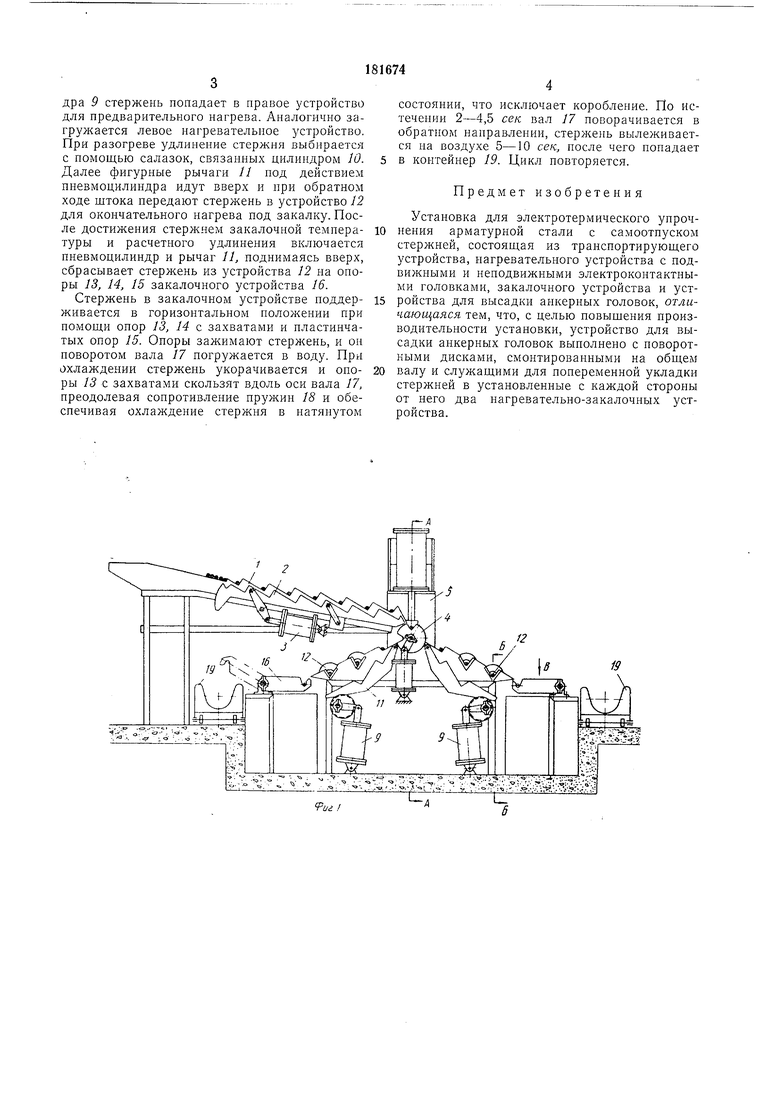
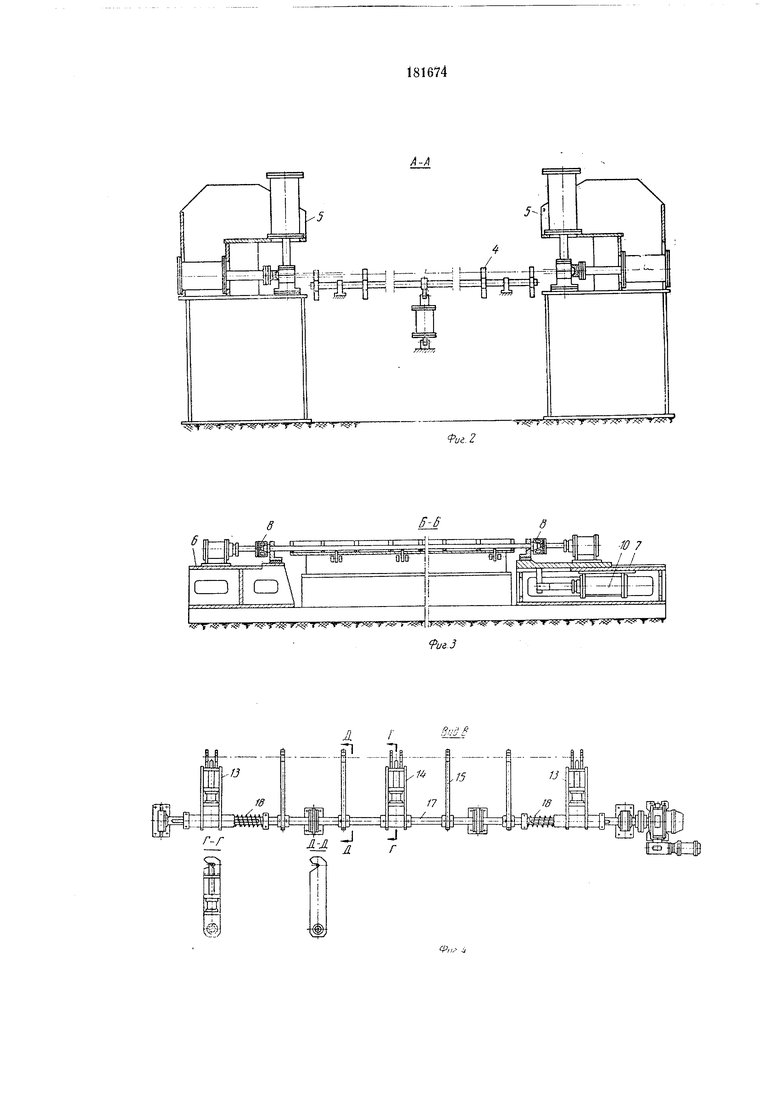
На фиг. 1 представлена предложенная установка, поперечный разрез; на фиг. 2 - разрез Л-Л; на фиг. 3 - разрез Б-Б; на фиг. 4- вид В.
Транспортирующее устройство состоит из
зубчатых реек неподвижных 1 н подвижных 2,
приводимых в движение пневмоцилиндром 3.
С зубчатых реек стержень попадает в пазы
поворотных дисков 4.
Устройство 5 для высадки анкерных головок состоит из двух электроконтактных водоохлаждаемых зажимов. Высадка осуществляется подвижными электроконтактными
матрицами на правые и левые нагревательные устройства при непрерывной работе всей установки.
Нагревательное устройство состоит из электроконтактных головок - неподвижной 6 и
подвижной 7. Головка 7 вместе с торцовым контактом 8 и ппевмоцилиндром устанавливается на салазках.
С помощью поворотных дисков стержень укладывается для подстуживания в правый
паз фигурных кронштейнов. В то же время второй паз поворотных дисков занимает положение первого паза по оси высадочного устройства.
Подвижные рейки под действием пневмоцилиндра подают следующий стержень на высадку головок. При повороте вала с дисками в обратном направлении стержень попадает в левые пазы кронштейнов для нодстуживания. В первый же паз дисков поступает третий
дра 9 стержень попадает в правое устройство для предварительного нагрева. Аналогично загружается левое нагревательное устройство. При разогреве удлинение стержня выбирается с помощью салазок, связанных цилиндром 10. Далее фигурные рычаги // под действием пневмоцилиндра идут вверх и при обратном ходе штока передают стержень в устройство 12 для окончательного нагрева под закалку. После достижения стержнем закалочной температуры и расчетного удлинения включается пневмоцилнндр и рычаг 11, поднимаясь вверх, сбрасывает стержень из устройства 12 иа опоры 13, 14, 15 закалочного устройства 16.
Стержень в закалочном устройстве поддерживается в горизонтальном положении при помощи опор 13, 14 с захватами и пластинчатых опор 15. Опоры зажимают стержень, и он поворотом вала 17 погружается в воду. При охлаждении стержень укорачивается и опоры 13 с захватами скользят вдоль оси вала 17, преодолевая сопротивлепие пружин 18 и обеспечивая охлаждение стержня в натянутом
состоянии, что исключает коробление. По истечении 2-4,5 сек вал 17 поворачивается в обратном направлении, стержень вылеживается иа воздухе 5-10 сек, после чего попадает в контейнер 19. Цикл повторяется.
Предмет изобретения
Установка для электротермического унрочнения арматурной стали с самоотпуском стержней, состоящая из транспортирующего устройства, нагревательного устройства с подвижными и неподвижными электроконтактными головками, закалочного устройства и устройства для высадки анкерных головок, отличающаяся тем, что, с целью повышения производительности установки, устройство для высадки анкерных головок выполнено с новоротными дисками, смонтированными на общем валу и служащими для попеременной укладки стержней в установленные с каждой стороны от него два нагревательно-закалочных устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОТЕРМИЧЕСКОГО УПРОЧНЕНИЯ СТЕРЖНЕВОЙ АРМАТУРЫ | 1967 |
|
SU203184A1 |
| Установка для электротермического упрочнения стержневой арматуры | 1981 |
|
SU996689A1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОТЕРМИЧЕСКОГО УПРОЧНЕНИЯ СТЕРЖНЕВОЙ АРМАТУРЫ | 1967 |
|
SU203183A1 |
| УСТАНОВКА ДЛЯ НАТЯЖЕНИЯ АРМАТУРНЫХ СТЕРЖНЕЙ С АНКЕРНЫМИ ПРИСПОСОБЛЕНИЯМИ | 1971 |
|
SU314873A1 |
| УСТАНОВКА ДЛЯ НАТЯЖЕНИЯ АРМАТУРНЫХ СТЕРЖНЕЙ С АНКЕРНЫМИ ПРИСПОСОБЛЕНИЯМИ | 1973 |
|
SU398730A1 |
| УСТРОЙСТВО для ЭЛЕКТРОТЕРМИЧЕСКОГО НАГРЕВА И УКЛАДКИ АРМАТУРНБ1Х СТЕРЖНЕЙ В УПОРЫ | 1968 |
|
SU217259A1 |
| Установка для натяжения арматурных стержней | 1986 |
|
SU1406324A1 |
| В. П. В. М. Иващенко, В. Н. Святченко и Ю. Э. Борковс!bvii-b-.'it^''-^-^^'^^Pg^tHTI^O- .^-тLXUй^vECl;л•яЕ}«ЬЛИОТЕКАчГ | 1970 |
|
SU269962A1 |
| Устройство для предварительного натяжения арматурных стержней | 1981 |
|
SU987061A1 |
| УСТАНОВКА ДЛЯ ОБЖАТИЯ ВТУЛОК НА КОНЦАХ АРМАТУРНЫХ СТЕРЖНЕЙ | 1971 |
|
SU299626A1 |
гЬЗ , «.-.-.-о ; Ь .й-- у;;-,4-. .,-Jr.;;-.;;.;,r,.
, .. О - .--сз. , о,.,- W. . V - ,- - .,. .- а .
.р ..у-о,Л-. ; , .-у : ::та.-..-У-т г-Чу; :.;-.
yiif Т j® Тл т xtjrT- ;
