Известны приспособления для охлаждения проката в линии ирокатных станов.
Описываемый агрегат для закалки проката отличается тем, что он выполнен из приемного желоба с выталкивающими клапанами, Г-образных плит, прижимного устройства для фиксирующей закалки проката, выталкивающего устройства и закалочных ванн. Это позволяет использовать тепло проката для последующей закалки и устраиить деформации проката во время охлаждеиия. Для высадки анкерных головок агрегат снабжен высадочными устройствами.
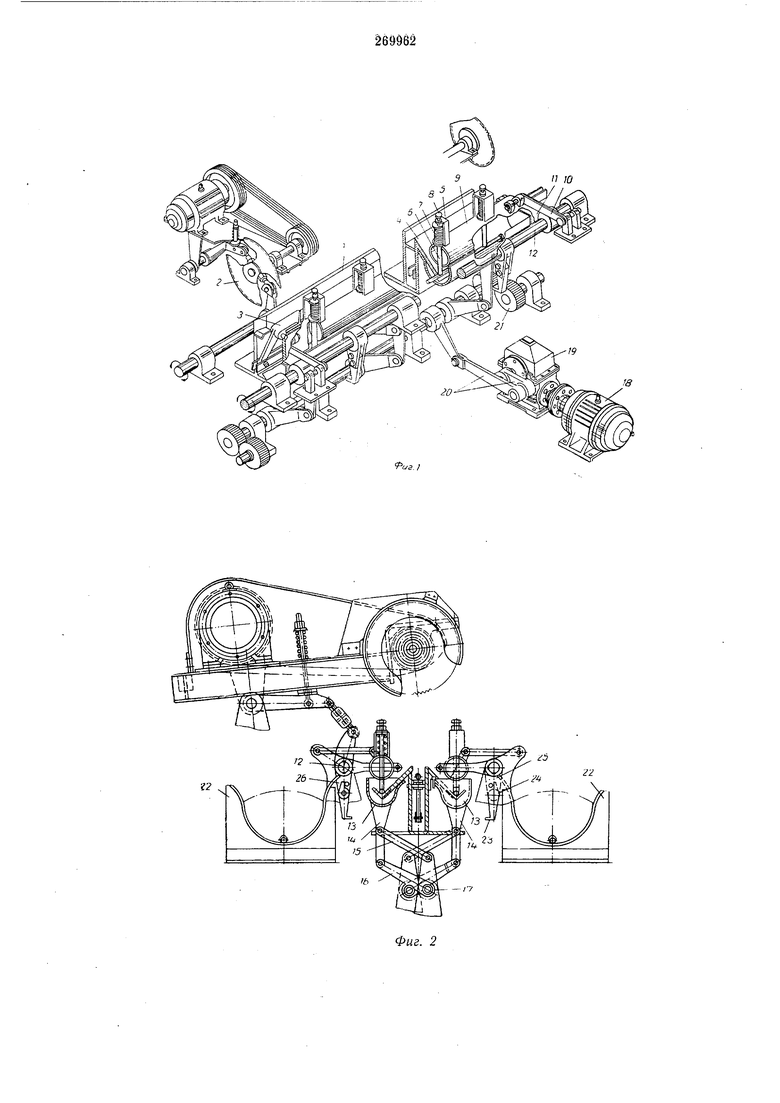
На фиг. 1 изображен закалочный агрегат в аксонометрии; на фиг. 2 - то же, в разрезе.
Вышедший из чистовой клети прокат подается транспортирующими устройствами в приемный желоб 1, в котором он разрезается дисковыми пилами 2 на мерные прутки, выбрасываемые косыми клапанами 3 в Г-образные плиты 4 с большим количеством отверстий для равномерного охлаждения, расположенные в шахматном порядке с обеих сторон приемного желоба. На плите 4 прутки фиксируются прижимами 5, состоящими из пальцев 6, пружины 7 и регулировочного болта 8, установленных на трубе 9, которая шарнирно связана с рычагами 1G и 11, соединенными с приводным валом 12.
При закалке стержневой арматуры для предварительно напряженных железобетонных конструкций к прутку подводится высадочное Зстройство, концы прутка зажимаются на определенном расстоянии, высаживаются головки и высадочное устройство отводится в исходное положение. Затем подводится закалочная ванна 13, установленная на рычаге 14.
Рычаг 14 вместе с рычагамн 15 н 16 образует четырехзвенннк для вертикального перемещения ванн валом 17, прпводимым от дви1ателя 18 через редуктор 19 п шатунно-кривошииный механизм 20. Для снихроннзации работы левых и правых ванн закалочной линии валы /7 связаны зубчатой передачей 21.
После закалки ванна 13 онускается в нсходное полол енне, а пруток выбрасывается в накопители 22 пальцами 23 механнзма выбрасывания, расположенными на оси 24 рычага 25, жестко укренлеиного на нриводном валу 12. Рычаг 25 опускается в ноложенне; пальцы 23, упираясь в пруток на плнте 4, поворачиваются относительно осн 26, свободно проходят под пруток через пазы в плите и заиимают исходное положение, ограниченное упором 26.
Для автоматизации процесса термической обработки дисковые пилы п механизмы прижима и выбрасывания нрутка из Г-образной
плиты приводятся в действие от одного привода.
Предмет изобретения
1. Агрегат для закалки проката с охлаждающими устройствами, отличающийся тем, что, с целью использования тепла проката для последующей закалки и устранения деформации проката во время охлаледения, агрегат состоит из приемного желоба с выталкивающими клапанами, Г-образных с отверстиями и пазами в нижней части плит, располой-сенных в шахматном порядке с обеих сторон желоба, прижимного устройства для фиксирующей закалки проката, выполненного в виде
подвижной с прижимами траверсы, распблбженной над плитой и посредством рычажной системы соединенной с приводным валом, на котором жестко укреплены рычаги с вращающимися относительно их оси пальцами, выбрасывающие закаленный прокат в накопители и ограниченные упором в положении выброса проката, закалочных, вертикально перемещающихся ванн, установленных на рычаге, соединенном щарнирно-рычажной системой с приводным валом.
2. Агрегат по п. 1, отличающийся тем, что, с целью высадки анкерных головок из стержневой арматурной стали перед закалкой, агрегат снабжен высадочными устройствами, установленными в торцах Г-образных плит.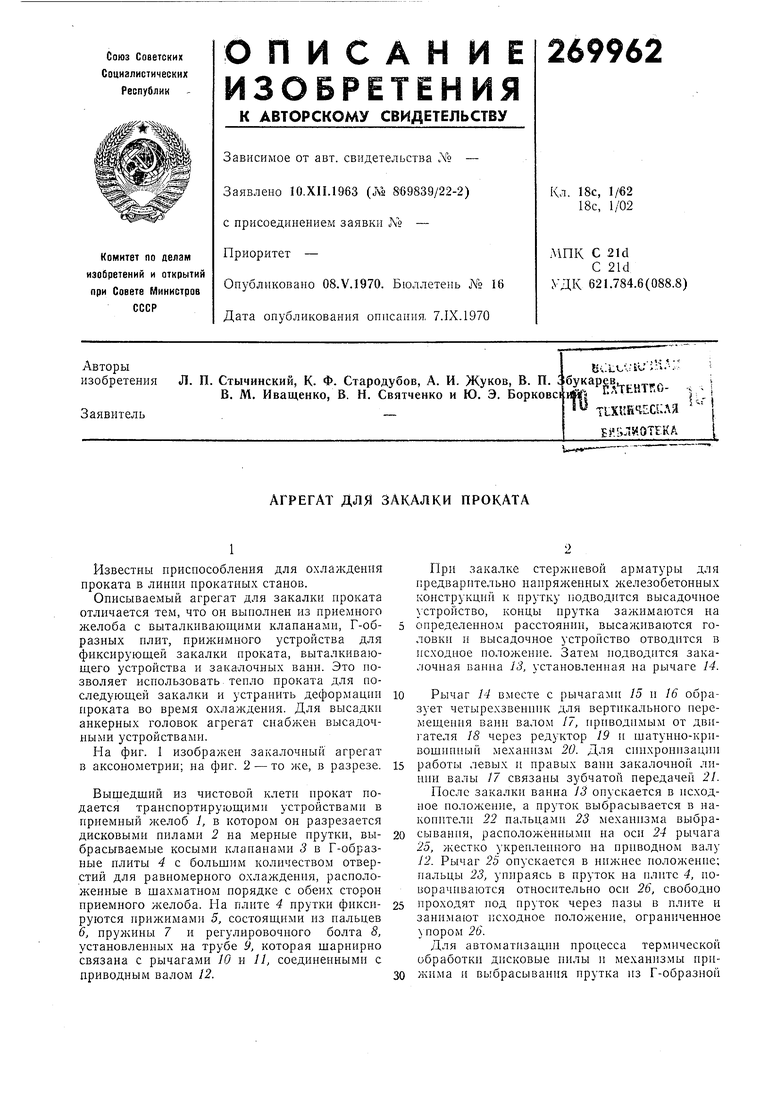
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для термической обработки проката | 1984 |
|
SU1254037A1 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ ПРОКАТА | 1973 |
|
SU382696A1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОТЕРМИЧЕСКОГО УПРОЧНЕНИЯ АРМАТУРНОЙ СТАЛИ С САМООТПУСКОМ СТЕРЖНЕЙ | 1966 |
|
SU181674A1 |
| Горизонтально-ковочный автомат горячей высадки и прошивки кольцевых деталей | 1958 |
|
SU124781A1 |
| УСТАНОВКА ДЛЯ ТЕРМОУПРОЧНЕНИЯ МЕРНОГО СОРТОВОГОПРОКАТА | 1969 |
|
SU235791A1 |
| Устройство для разделения прутковогоМАТЕРиАлА HA зАгОТОВКи | 1978 |
|
SU841804A1 |
| АВТОМАТ ГОРЯЧЕВЫСАДОЧНЬШ ДЛЯ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ДЕТАЛЕЙ, НАПРИМЕР ГАЕК | 1965 |
|
SU176476A1 |
| Штамп для закрытой отрезки и высадки стержневых изделий | 1987 |
|
SU1440596A1 |
| Установка для электротермического упрочнения стержневой арматуры | 1981 |
|
SU996689A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ КОНТАКТОВ Л1ЕТОДОМ ХОЛОДНОЙ СВАРКИ | 1971 |
|
SU419343A1 |