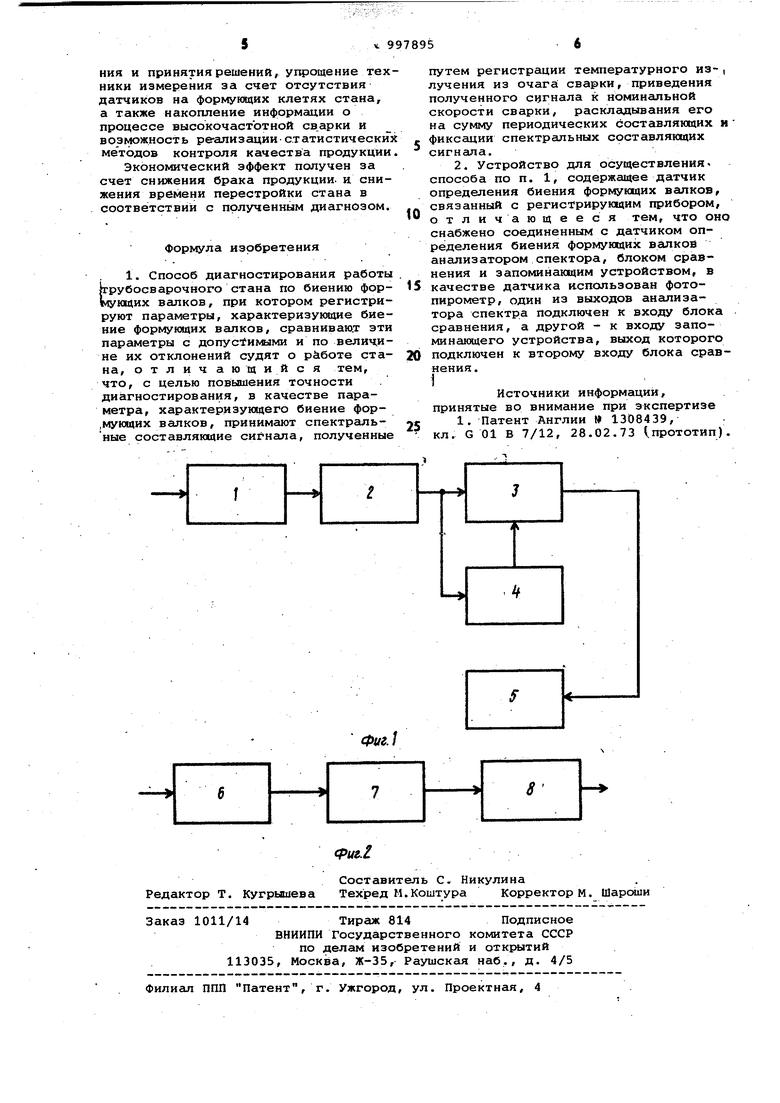
Изобретение относится к сварке труб и может быть использовано для диагностирования работы трубосвароч ных станов, содержащих устройства для высокочастотной сварки. Известен спосбб диагностирования работы трубосварочного стана по биению формующих валков, при котором регистрируют параметры, характеризующие биение формующих валков, сра нивают эти параметры с допустимыми и по величине их.отклонений судят о работе стана ITИзвестно также устройство для осуществления способа, содержащее датчик определения биения формующих валков, связанный с регистриру ющим прибором 1. Недостатком этого способа и реа лизующего его устройства является необходимость установки датчиков и устройств для обработки сигналов н каждом формующем .вашке, что усложняет диагностирование вследствие не обходимости обработки большого коли чества информации и -снижает его точность, так как она зависит от ошибок всех элементов системы. Это обстоятельство весьма существенно, поскольку формующие устройства тру сварочных станов представляют собой многоклетевые агрегаты. Еще одним недостатком известных способа и устройства является наличие механических контактов между измерительной системой и формующими валками. Целью изобретения является повышение точности диагностирования работы трубосварочного стана. Поставленная цель достигается тем, что согласно способу диагностирования работы трубосварочного стана по биению формующих валков, при котором регистрируют параметры, характеризующие биение формующих валков, сравнивают эти параметры с допустимыми и по величине их отклонений судят о работе стана, в качестве параметра, характеризующего биение формующих валков, принимают спектральные составляющие сигнала, полученные путем регистрации температурного излучения из очага сварки, приведения полученного сигнала к номинальной скорости сварки, раскладыва.ния его на сумму периодических составляющих и фиксации спектральных составляющих сигнала. Устройство, для осуществления способа содержащее датчик определения биения формующих валков, связан ный с регистрирующим прибором, снабжено соединенным с датчиком определения биения формуицих валков анализатором спектра, блоком сравнения и зaпo plинaющим устройством, в качестве датчика испольэобан фотопр , один из выходов анализатора спектра подключен к входу блока сра нения, а другой - к входу запоминаю щего устройства, выход которого под ключен к второму входу блока сравне ния , Способ осуществляется следующим образом. Процесс высокочастотной сварки подвержен возмущающим воздействиям связанным с биениями формующих вал ков, которые носят в основном пери одический характер. Упомянутые воз мущения влияют на процесс сварки, проявляясь прежде всего в изменении его температурных характеристик. Поэтому, воспринимая температурное излучение из очага сварки, например при помощи фотопирометра, можно в скрытом виде получить информацию о возмущениях (биениях ) формукщих валков. Разлагая полученный сигнал на периодические составляющие, где каждой частоте возмущения соответствует своя составляющая в спектрал ном разложении, можно сформировать спектральный образ работы стана И запомнить его с помощью известных средств. В процессе работы стана периодически повторяют эту процедуру и, сравнивая полученное разложение (текущий спектральный образ с зарегистрированным ранее, принятым за эталонное,по его отклонению (изменению частоты и амплитуды дискрет) судят о нормальной работе стана, зависящей от степени износа формующих валков и их биений. На фиг. 1 представлена блок-схем устройства для реализации способа ; на фиг, 2 - блок-схема анализатора спектра, - Устройство содержит датчик определения биения валков (фотопирометр 1, соединенный с анализатором 2 спектра, один из выходов анализатор спектра подключен к входу блока 3 сравнения, а другой - к входу запоминающего устройства 4, выход которого подключен к второму входу блока сравнения. Выход блока сравнения соединен с индикатором 5 отклонения Анализатор спектра может быть выпол нен как по схеме цифрового анализа (фиг, 2), так -и по схеме аналоговой обработки сигнала. Цифровой анализатор спектра состоит из аналогоцифрового преобразователя 6, вычислительного устройства 7 и арифметического устройства 8, Устройство диагностирования работы трубосварочного стана работает слеДУЮ14ИМ образом. Поток излучения из очага сварки и нагретых кромок воспринимается фотопирометром, на выходе которого получают временной сигнал E(t), который поступает на вход анализатора спектра. При использовании цифрового анализатора временной сигнал E(,t) поступает на вход аналого-цифрового преобразователя 6, где непрерывный сигнал преобразуется в дискретные по амплитуде и времени сигнаЯы отсчета, взятые с интервалом At. Эти сигналы, поступая в вычислительное устройство 7, подвергаются дискретному преобразованию Фурье, В качестве оценки спектра принимается величина сигнала S(K), где Х - значение преобразования Фурье реализации длительности At i Т - длина периода. Оценки усредняются в арифметическом устройстве 8 по периодам длиной Т, таким образом определяется текущее значение S(K ),. . При использовании в качестве спектра -схемы аналоговой обработки разложение осуществляется с помощью гетеродинного спектроанализатора, например, типа СК4 - 26, На выходе его формируется набор сигналов-отсчетов 3(1), 3(2),,, S(N), соответствующих значениям спектра для частот f f-i+A-t Полученный для различных номинальных скоростей сварки дискретный набор спектров фиксируется запоминающим устройством 4, таким образом создается банк эталонных спектров. Автоматическая диагностика работы стана производится путем сравнения текущих значений сигналов 3(К ) с эталонными посредством устройства 3 сравнения и выделения разностного сигнала ДЬ. Поступая на индикатор 5 отклонения сигнала Д1 сравнивается с пороговым сигналом Li и, если 4i - Lj JO, то это указывает на отклонение режима работы от номинального больше допустимого (порогового), о чем свидетельствуют либо цветовой сигнсш, либо показание стрелочного или цифрового прибора на индикаторе 5 отклонения. Предлагаемые способ и устройство обеспечивают повышение надежности и точности диагностирования за счет непрерывности процесса измерения, отсутствия контактных элементов в устройстве и высокой степени формализации всех операций, исключающей субъективную оценку г возможность автоматизации процесса диагностирования и принятия решений, упрощение тех ники измерения за счет отсутствиядатчиков на формующих клетях стана, а также накопление информации о процессе высокочастотной сварки и возможность ре-ализации статистически методов контроля качества продукции Экономический эффект получен за счет снижения брака продукции, и снижения времени перестройки стана в соответствий с полученным диагнозом. Формула изобретения 1. Способ диагностирования работы Ьгрубосварочного стана по биению форЬ гадих валков, при котором регистрируют параметры, характеризующие биение формующих валков, сравнивают эти параметры с допус илмми и по величине их отклонений судят о р&боте стана, отличающийся тем, что, с целью повышения точности диагностирования, в качестве параметра, характеризующего биение фор,мующих валков, принимают спектральные составляющие сигнала, полученные путем регистрации температурного из-i лучения из очага; сварки, приведения полученного сигнала к номинальной скорости сварки, раскладывания его на сумму периодических составляющих и фиксации спектральных составляющих сигнала. 2. Устройство для осуществления« способа по п. 1, содержащее датчик определения биения формующих валков, связанный с регистрирующим прибором, отличающееся тем, что оно снабжено соединенным с датчиком определения биения формующих валков анализатором спектора, блоком сравнения и запоминающим устройством, в качестве датчика использован фотопирометр, один из выходов анализатора спектра подключен к входу блока сравнения, а другой - к входу запоминающего устройства, выход которого подключен к второму входу блока сравнения . Источники информации, принятые во внимание при экспертизе 1. Патент Англии 1308439, ; кл. G 01 В 7/12, 28.02.73 (.прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДИАГНОСТИКИ РЕЗОНАНСНОЙ ВИБРАЦИИ И УПРАВЛЕНИЯ МНОГОКЛЕТЬЕВЫМ СТАНОМ ХОЛОДНОЙ ПРОКАТКИ ПОЛОС И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2338609C1 |
| Способ автоматического регулирования процесса высокочастотной сварки труб большого диаметра | 1975 |
|
SU564123A1 |
| Фотопирометрический датчик | 1976 |
|
SU616535A1 |
| Способ автоматического регулирования процесса высокочастотной сварки | 1977 |
|
SU657937A1 |
| Способ стабилизации исходного положения заготовки на трубосварочной машине и устройство для его осуществления | 1984 |
|
SU1247115A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ТЕХНИЧЕСКОГО СОСТОЯНИЯ МОЛОТИЛЬНОГО БАРАБАНА ЗЕРНОУБОРОЧНОГО КОМБАЙНА | 2007 |
|
RU2382543C2 |
| УСТРОЙСТВО И СПОСОБ ОЦЕНКИ ТЕХНИЧЕСКОГО СОСТОЯНИЯ АСИНХРОННЫХ ДВИГАТЕЛЕЙ | 2019 |
|
RU2711647C1 |
| УСТРОЙСТВО КОНТРОЛЯ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ ВАЛКОВЫХ АГРЕГАТОВ | 2006 |
|
RU2335360C2 |
| Способ диагностики функционального состояния оператора по речевому сигналу и устройство для его осуществления | 1985 |
|
SU1459655A1 |
| Способ мониторинга износа шпиндельного соединения клети толстолистового прокатного стана | 2024 |
|
RU2838333C1 |
