dF cfr
т(8ремя)
2. Устройство для стабилизации исходного положения заготовки на трубосварочной машине, содержащее привод валков формовочно-калибровочного стана с блоком управления, датчик усилия на шовсжимающих валках, переключатель, элемент запоминания заданного усилия, дифференциальный усилитель для формирования позиционных сигналов Есть Нет о наличии положительного и отрицательного отклонений текущего усилия от заданного значения, дифференциальный усилитель для формирования позиционных сигналов о наличии отклонения скорости изменения усилия, причем выход датчи- ка соединен с входом переключателя, первый выход которого соединен с входом элемента запоминания, а второй выход соединен как с входом дифференциального усилителя для формирования позиционных сигналов о наличии отклонения скорости изменения усилия, так и с первьш входом дифференциального
Изобретение относится к трубному производству и мож1ет быть использовано при автоматической стабилизации исходного продольного положения сформированной заготовки перед пуском трубосварочной машины после её технологической остановки.
Цель изобретения - экономия металла путем уменьшения длины участка непровара, образовавшегося вследствие выбега заготовки после отключения сварочного тока, и увеличение срока службы оборудования.
На фиг.1 показаны временные диаграммы изменения усилия F в шовсжимающих валках при технологической остановке и последующем возвратном перемещении сформованной заготовки
dF и скорости изменения -тг иллюст, .QI
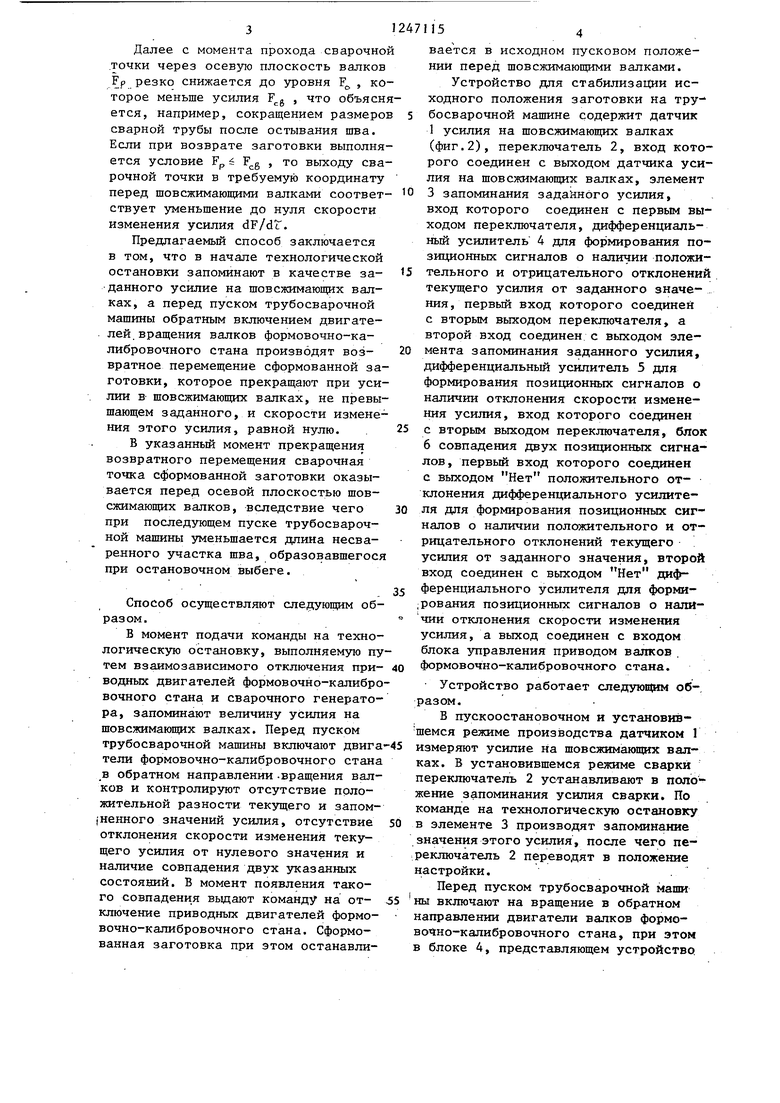
рирующие способ стабилизации исходного положения заготовки; на фиг.2- устройство, реализующее предлагаемый способ.
Остановка процесса от момента отключения сварочного тока и питания
усилителя для формирования позиционных сигналов о наличии положительного и отрицательного отклонений текущего усилия от заданного значения, при этом второй вход последнего соединен с выходом элемента запоминания, отличающееся тем, что устройство дополнительно снабжено блоком совпадения сигналов, один вход которого соединен с выходом Нет положительного отклонения дифференциального усилителя для формирования позиционных сигналов Есть Нет о наличии положительного и отрицательного отклонений текущего усилия от заданного значения, вто- рой вход соединен с выходом Нет дифференциального усилителя для фор- мирования сигналов Есть - Нет о наличии отклонения скорости изменения усилия, а выход соединен с входом блока управления приводом вращения валков формовочно-калибровочного стана.
двигателей вращения валков формовочно-калибровочного стана характеризуется выбегом заготовки, протяженность которого превьшает длину кромок, нагретых в момент отключения до уровня, достаточного для их пластической деформации и сваривания.
Вследствие этого наблюдавшееся до остановки усилие в шовсжимающих валках (фиг.1) после отключения
сварочного тока возрастает и стабилизируется на уровне F, который определяется упругой деформацией, заготовки на участке ее выбега с несваренными кромками. При этом начало переходного участка с наибольшей крутизной изменения усилия соответствует проходу через осевую плоскость валков сварочной точки.шва.
в начале возвратного перемещения заготовки усилие в шовсжимающих валках уменьшается до.уровня Fp , что происходит вследствие частичной остаточной деформации несваренных кромок
при выбеге заготовки в прямом направлении, однако FP .
Далее с момента прохода сварочной .точки через осевую плоскость валков FP резко снижается до уровня F , которое меньше усилия , что объясняется, например, сокращением размеров сварной трубы после остывания шва. Если при возврате заготовки выполняется условие FP 6 , то выходу сварочной точки в требуемую координату перед шовсжимающими валками соответствует уменьшение до нуля скорости изменения усилия dF/dt.
Предлагаемый способ заключается в том, что в начале технологической остановки запоминают в качестве заданного усилие на шовсжимающих валках, а перед пуском трубосварочной машины обратным включением двигателей, вращения валков формовочно-ка- либровочного стана производят возвратное перемещение сформованной заготовки, которое прекращают при усилии в шовсжимающих валках, не превышающем заданного, и скорости изменения этого усилия, равной нулю.
В указанный момент прекращения возвратного перемещения сварочная точка сформованной заготовки оказывается перед осевой плоскостью шов- сжимаю1цих валков, вследствие чего при последующем пуске трубосварочной машины уменьшается длина несваренного участка шва, образовавшегося при остановочном выбеге.
.
Способ осуществляют следующим образом.
В момент подачи команды на технологическую остановку, выполняемую путем взаимозависимого отключения при- водных двигателей формовочно-калибровочного стана и сварочного генератора, запоминают величину усилия на шовсжимающих валках. Перед пуском трубосварочной машины включают двига тели формовочно-калибровочного стана в обратном направлении -вращения валков и контролируют отсутствие положительной разности текущего и запом- (ненного значений усилия, отсутствие отклонения скорости изменения текущего усилия от нулевого значения и наличие совпадения двух з азанных состояний. В момент появления такого совпадения выдают команду на от- ключение приводных двигателей формовочно-калибровочного стана. Сформованная заготовка при этом останавли
10
5
0
5
5
0
вается в исходном пусковом положений перед шовсжимающими валками.
Устройство для стабилизагСии исходного положения заготовки на тру босварочной машине содержит датчик 1 усилия на шовсжимающих валках (фиг.2), переключатель 2, вход которого соединен с выходом датчика усилия на шовсжимающих валках, элемент 3 запоминания заданного усилия, вход которого соединен с первым выходом переключателя, дифференциальный усилитель 4 для формирования позиционных сигналов о наличии положительного и отрицательного отклонений текущего усилия от заданного значения, первый вход которого соединей с вторым выходом переключателя, а второй вход соединен с выходом элемента запоминания заданного усилия, дифференциальный усипитель 5 для формирования позиционных сигналов о наличии отклонения скорости изменения усилия, вход которого соединен с вторым выходом переключателя, блок 6 совпадения двух позиционных сигналов, первый вход которого соединен с выходом Нет положительного отклонения дифференциального усилителя для формирования позиционных сигналов о наличии положительного и отрицательного отклонений текущего усилия от заданного значения, второй вход соединен с выходом Нет дифференциального усилителя для форми- ;рования позиционных сигналов о наличии отклонения скорости изменения усилия, а выход соединен с входом блока управления приводом валков . формовочно-калибровочного стана.
Устройство работает спедуюп(им об-, разом.
В пускоостановочном и установнв- шемся режиме производства датчиком 1 измеряют усилие На шовсжимающих валках. В установившемся peaoiMe сварки переключатель 2 устанавливают в положение запоминания усилия сварки. По команде на технологическую остановку в элементе 3 производят запоминание значения этого усилия, после чего переключатель 2 переводят в положение настройки..
Перед пуском трубосварочной маши ны включают на вращение в обратном направлении двигатели валков формовочно-калибровочного стана, при этом в блоке 4, представляющем устройство
вычитания сигналов с двухпозициониым выходом по каждому знаку их разности, из текущего значения уси-пия вычитают заданное значение, запомненное в элементе 3, а в блоке 5, представляющем устройство вьтитания сигналов с двух- позиционным выходом, из текущего значения усилия вычитают его сглаженное значение. Параметры цепи сглаживания в блоке 5 подбирают таким образом, чтобы текущее и сглаженное значения усилия уравнивались в течение минимального времени с момента стабилизации скорости изменения текущего усилия, что обеспечивает малоинерцион- ное формирование позиционного сигнала Нет при достижении нулевой скорости. В процессе возвратного перемещения заготовки усилие на шовсжимаю- ших валках изменяется согласно пока- занному на фиг.1, таким образом, при достижении сварочной точкой требуемо координаты перед шовсжимающими валками на выходе блока 4 формируется позиционный сигнал Нет положитель-
фиг.2
Редактор Е.Копча
Составитель В.Ганюшин Техред О.Гортвай
Зсказ 4050/11Тираж 783Подписное
ВНЮШИ Государственного комитета СССР
.по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. З жгород, ул. Проектная, 4
ного отклонения усилия, а на выходе блока 5 - позиционный сигнал Нет отклонения скорости от нулевого зна- .чения. Выходные сигналы блоков 4 и 5 подают на вход блока 6 совпадения, на выходе которого при одновременном наличии указанных сигналов Нет формируется позиционный сигнал, выключающий двигатели валков формовочно- калибровочного стана.
Таким образом, выполнение возврат- ного перемещения заготовки с прекращением его по совокупности сигналов об усилии и скорости его изменения на щовсжимающих валках позволяет обеспечить стабилизацию исходного положения сформованной заготовки перед пуском трубосварочной мащины и тем самым дос гичь уменьщения длины несваренного участка щва, образовавшегося при остановочном выбеге, и увеличить срок службы оборудования, испытывающего после данной настройки меньшие эксплуатационные нагрузки.
ЭК
/fffffOftyy/rfffff- ffffutff- SON 8ал1Ф8 (popfffffOVHO-frffffl/-ffflOSOfffOlO
emof/cf
Корректор А. Зимокосов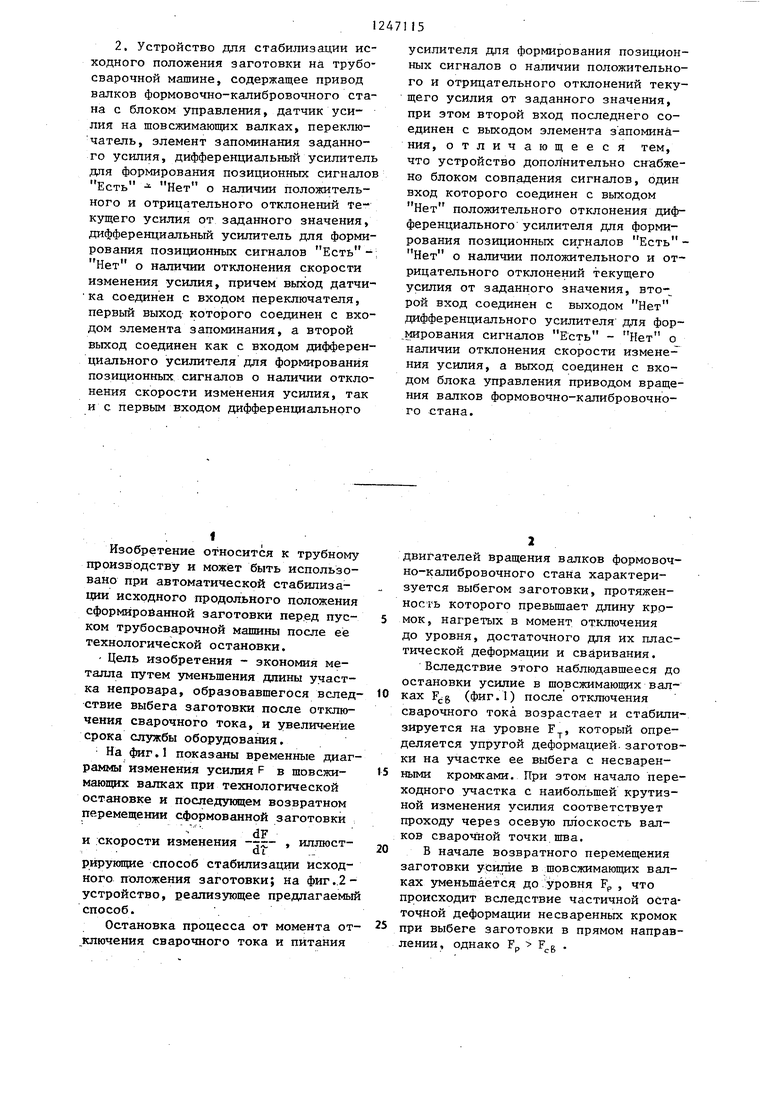
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологический инструмент трубоэлектросварочного стана | 1983 |
|
SU1126352A1 |
| Трубоэлектросварочный стан | 1977 |
|
SU682304A1 |
| УСТРОЙСТВО КОНТРОЛЯ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ ВАЛКОВЫХ АГРЕГАТОВ | 2006 |
|
RU2335360C2 |
| Трубосварочный агрегат | 1978 |
|
SU667269A1 |
| СТАН ДЛЯ ИЗГОТОВЛЕНИЯ СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ МЕРНОЙ ДЛИНЫ | 2000 |
|
RU2185910C1 |
| Трубоэлектросварочный стан | 1989 |
|
SU1660783A1 |
| Трубосварочный стан для производства труб в бухтах | 1979 |
|
SU990363A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ТРУБ ИЗ ГОРЯЧЕКАТАНОГО ЛИСТОВОГО МАТЕРИАЛА | 1999 |
|
RU2175900C2 |
| ТРУБОСВАРОЧНЫЙ СТАН | 1992 |
|
RU2028846C1 |
| Трубосварочный стан | 1986 |
|
SU1382528A1 |
I. Способ стабилизации исходного положения заготовки на трубосварочной машине, включающий контроль наличия отклонения скорости изменения усилия, контроль наличия отклонения усилия от заданного значения, отличающийся .тем, что, с целью экономии металла путем уменьшения длины участка непровара, перед пуском трубосварочной машины после ее технологической остановки производят возвратное перемещение заготовки, которое прекращают при усилии на шов- сжимающих валках, не превышающем заданного, и скорости изменения этого усилия, равной нулю, а в качестве .заданного запоминают значение усилия, которое определяется перед технологической остановкой в момент отключения сварочного токаi СЯ Сбарка. OcTOHoSovHifu KxHO/roeuvfC- Sostpamnof 8шег {коя паузо {перемещмт 1 4i 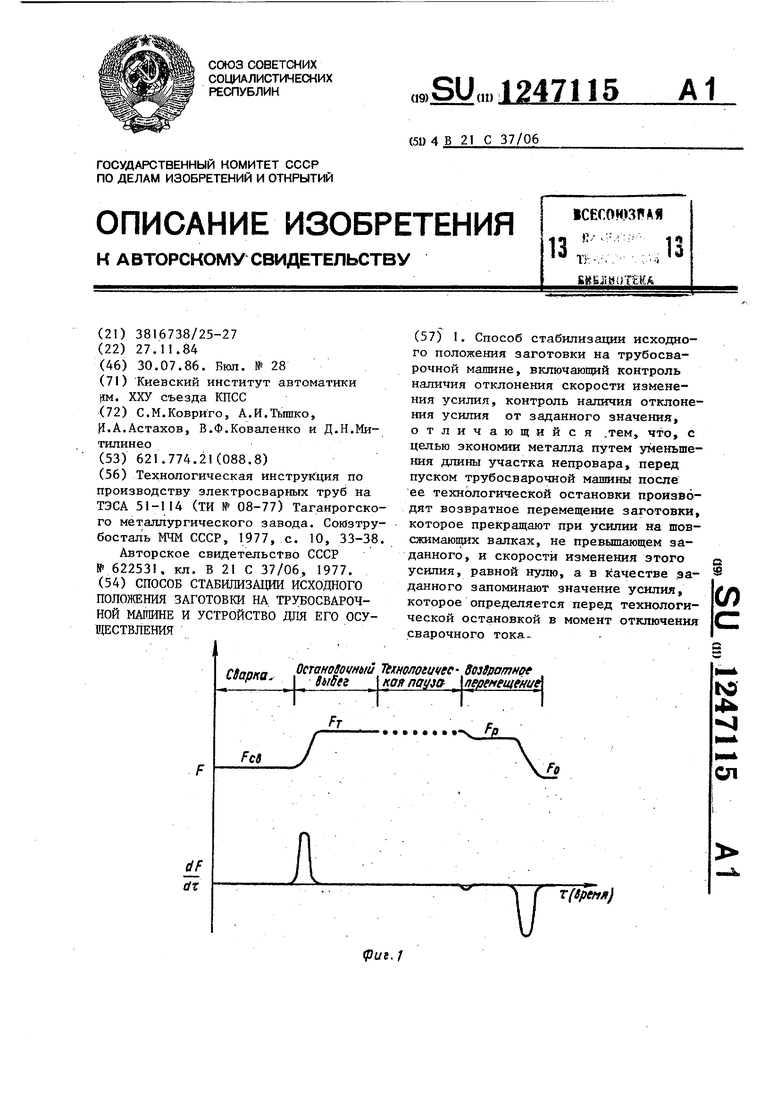
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
| Сойзтру- босталь МЧМ СССР, 1977, с | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Способ автоматической настройки формовочных клетей турбоэлектросварочного стана | 1977 |
|
SU622531A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
